摘要:
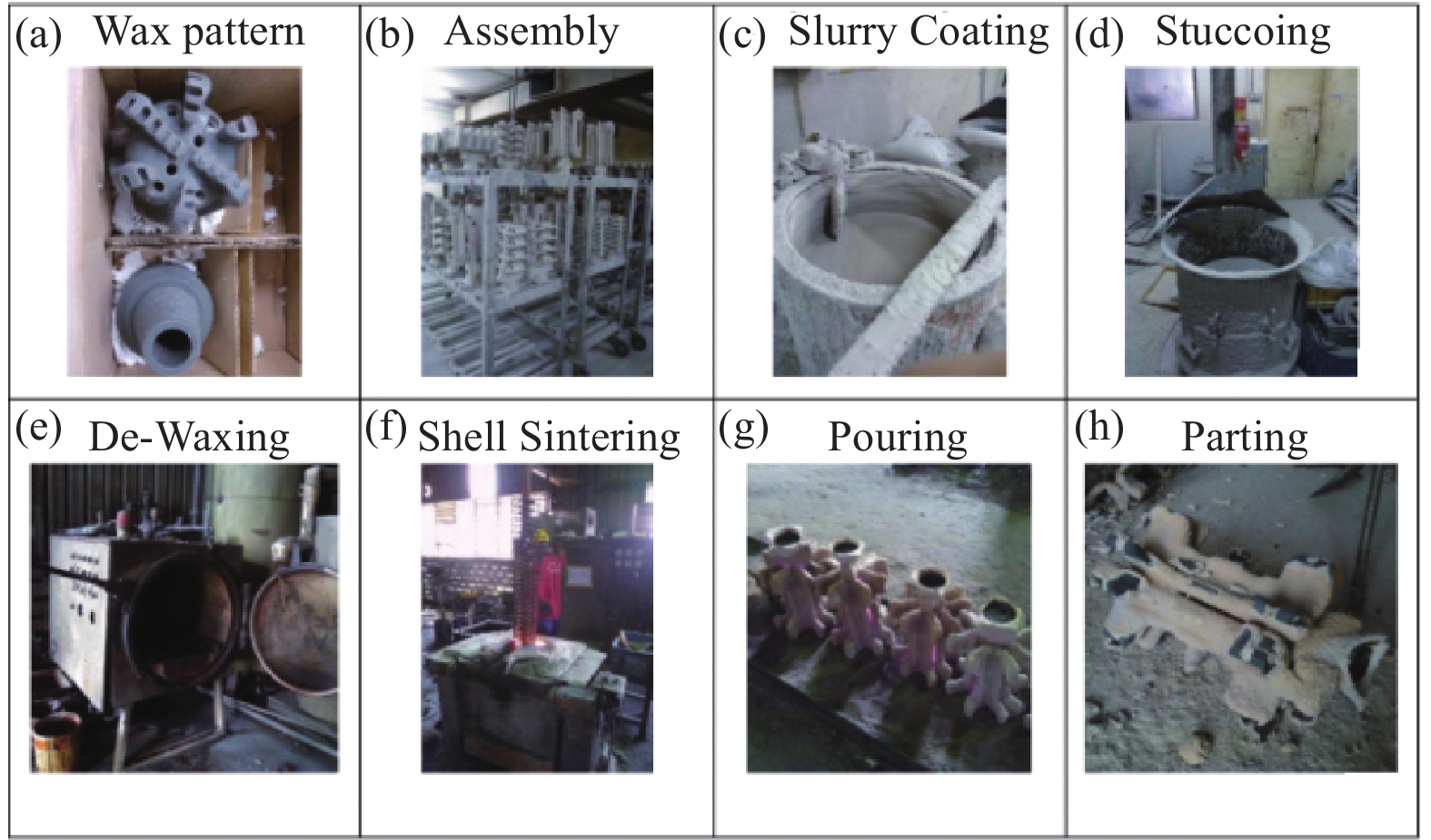
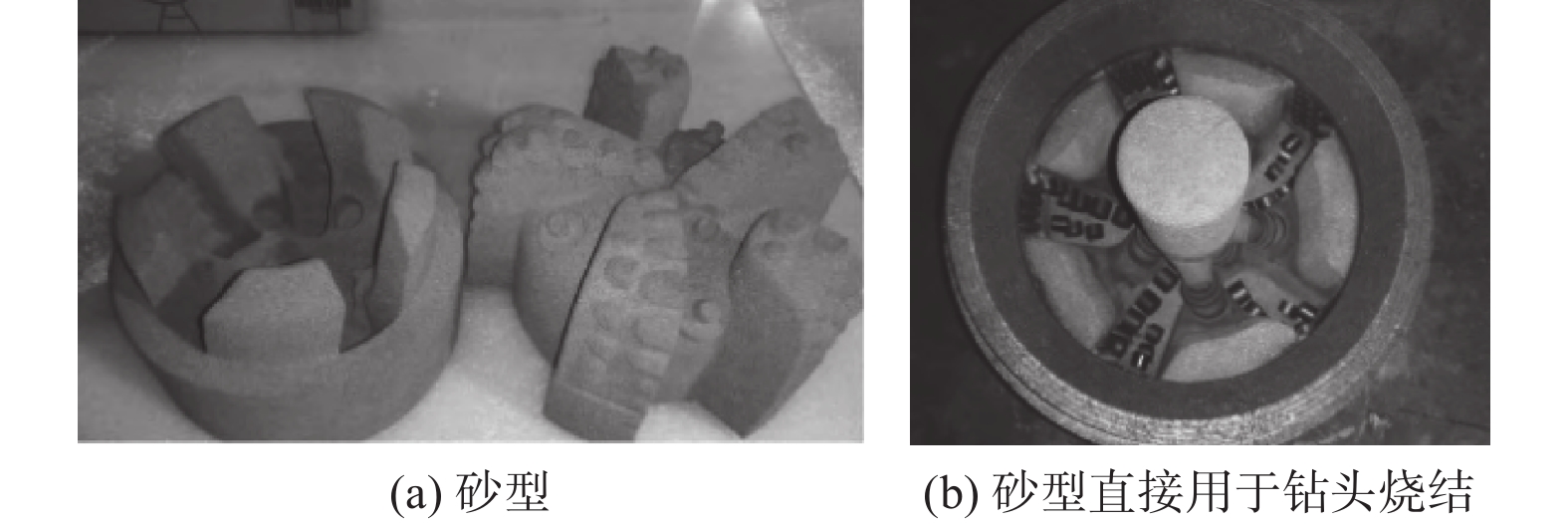
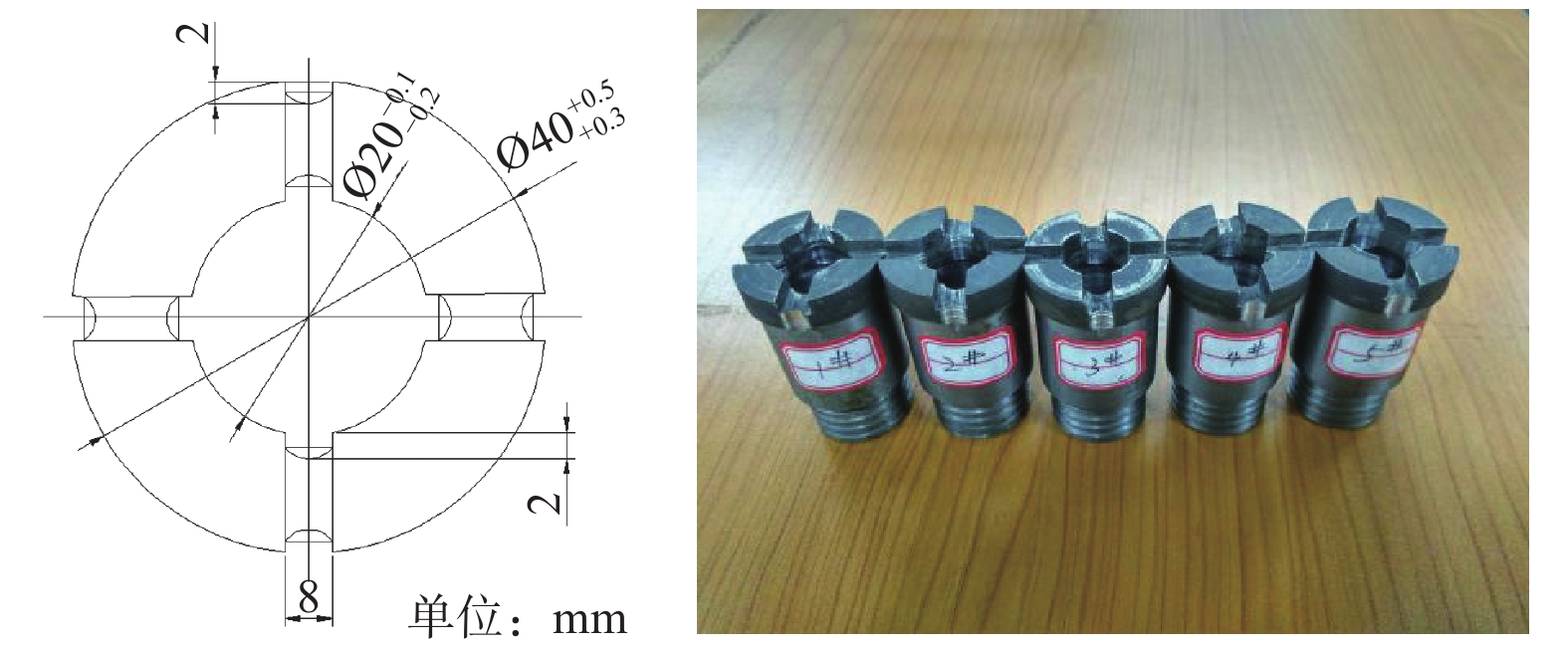
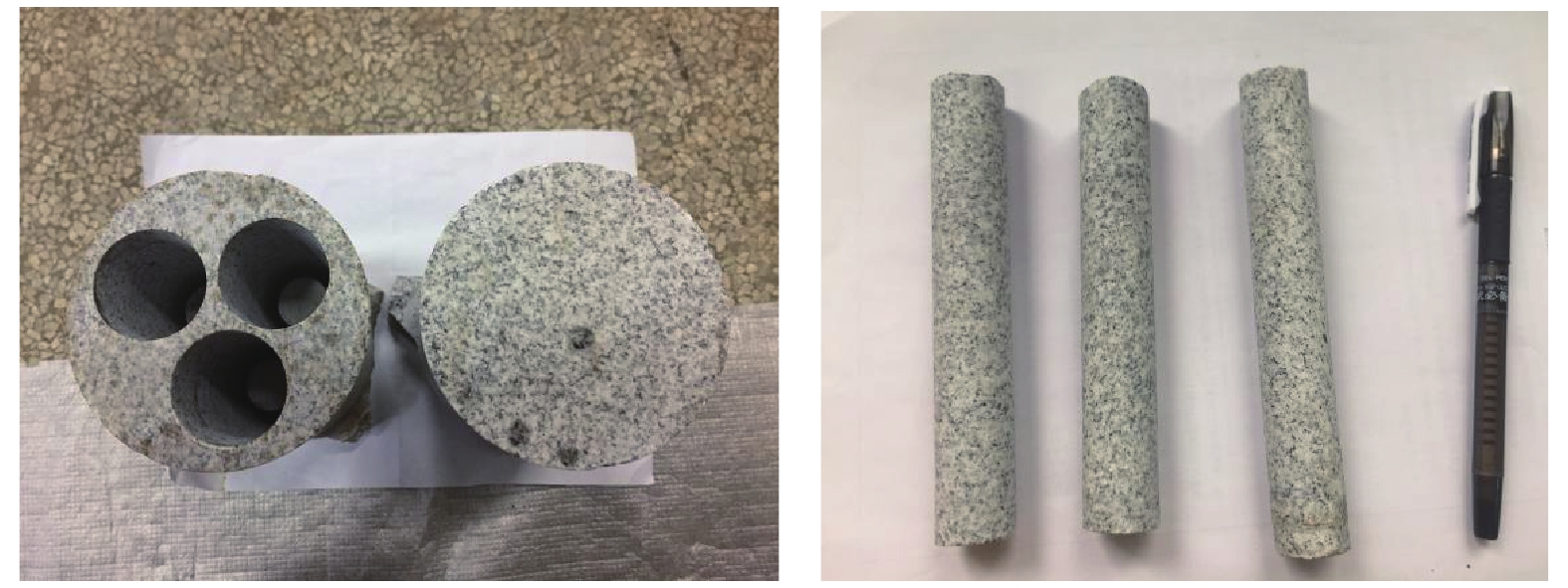
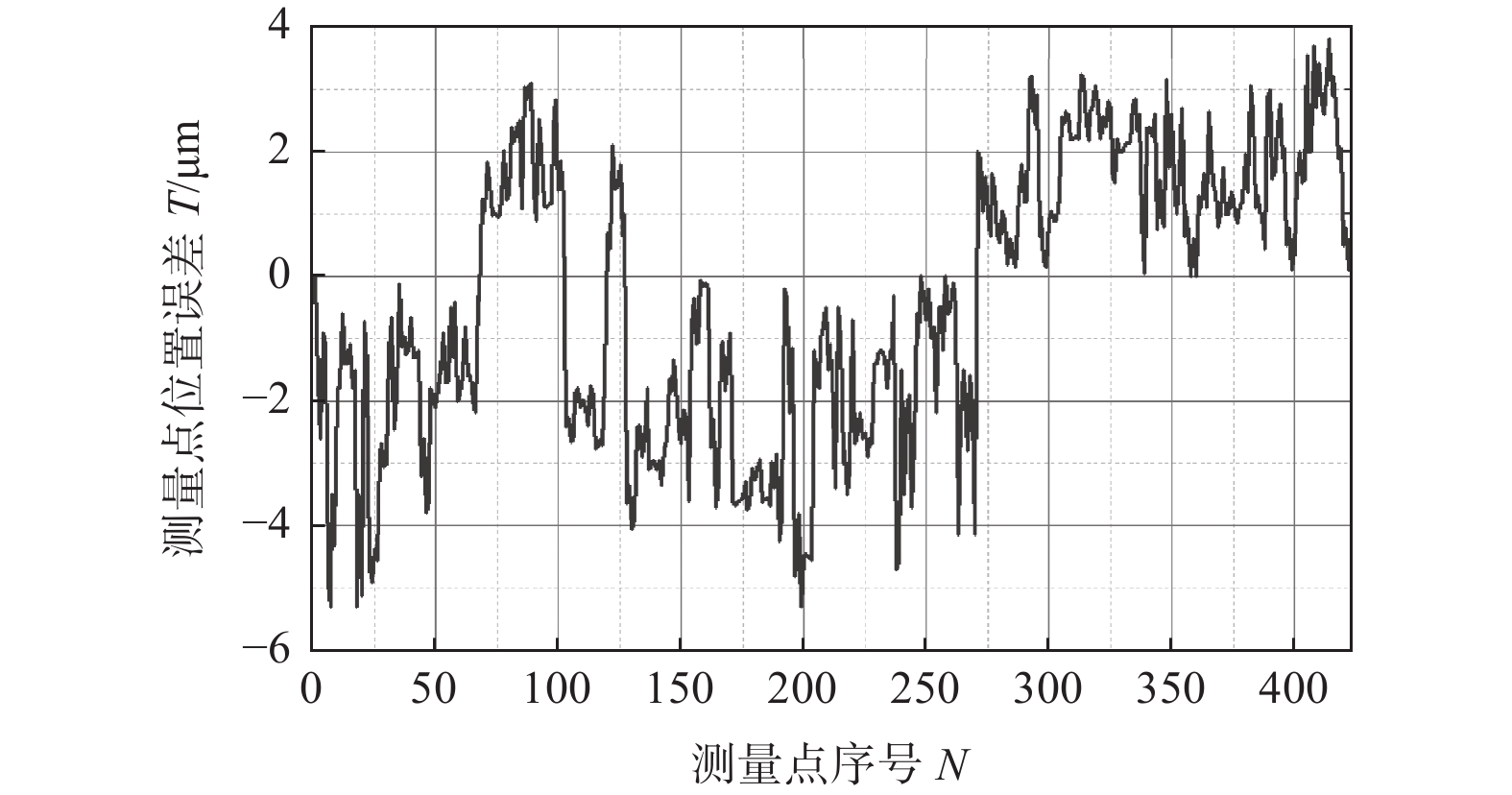
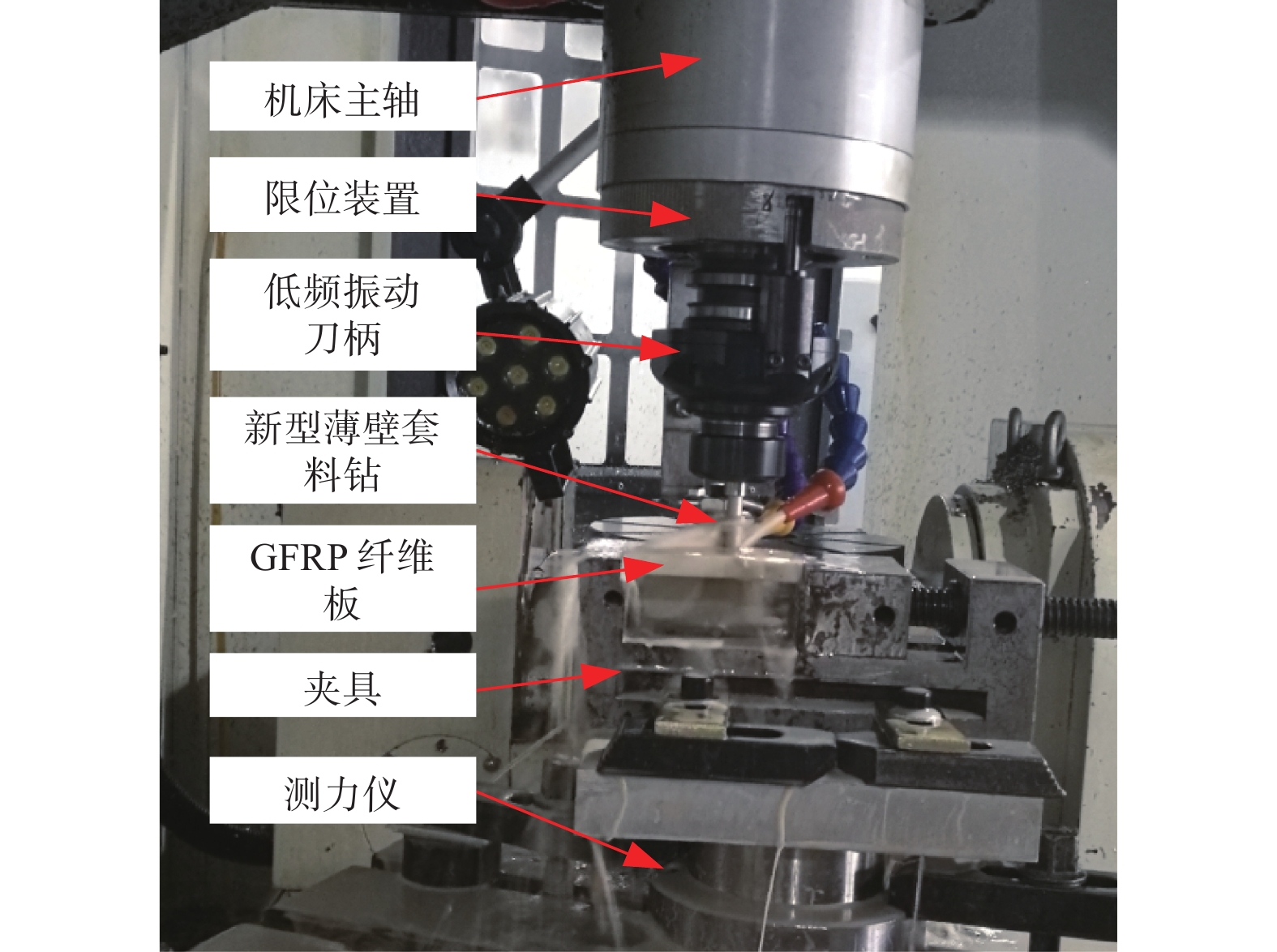
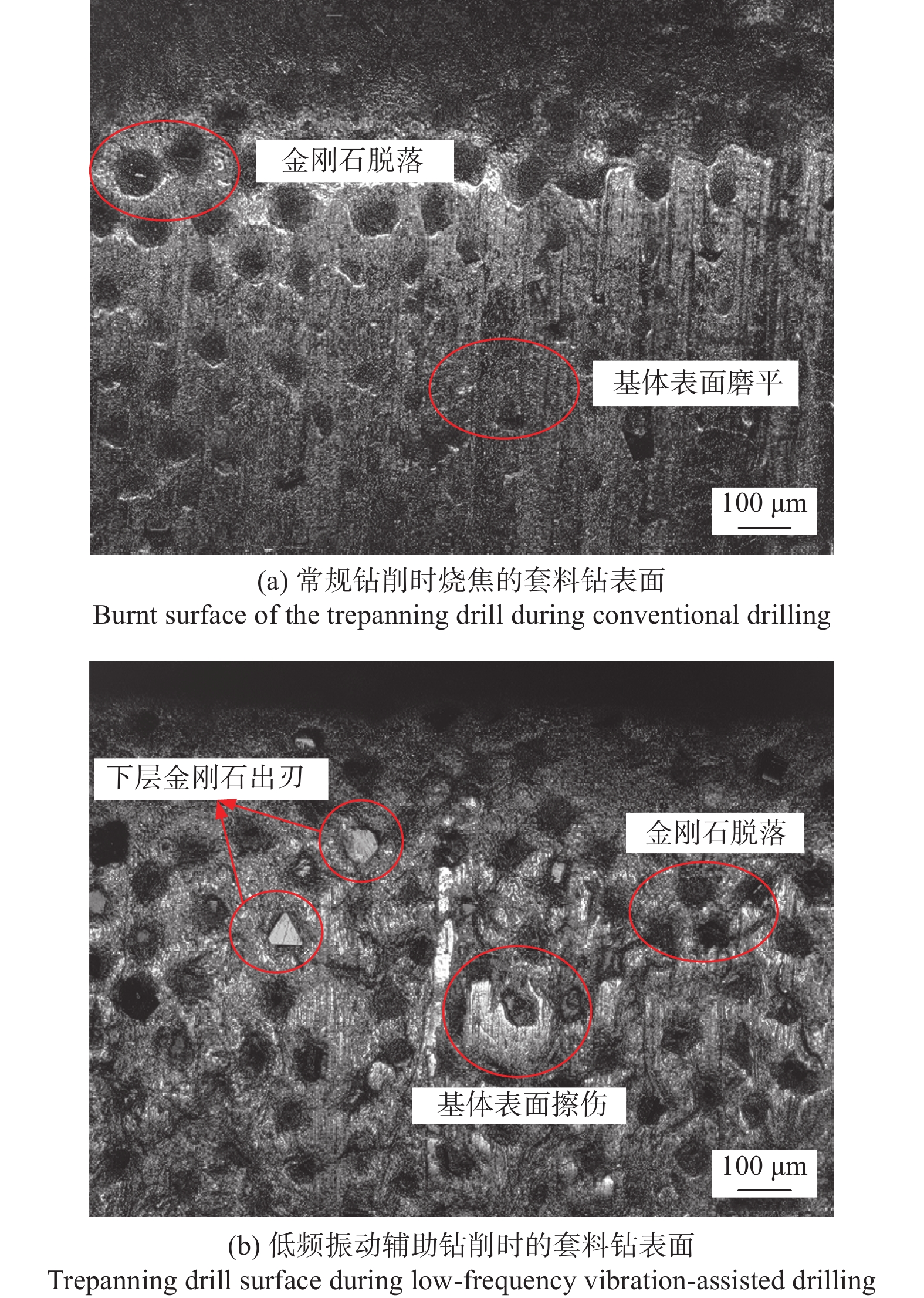
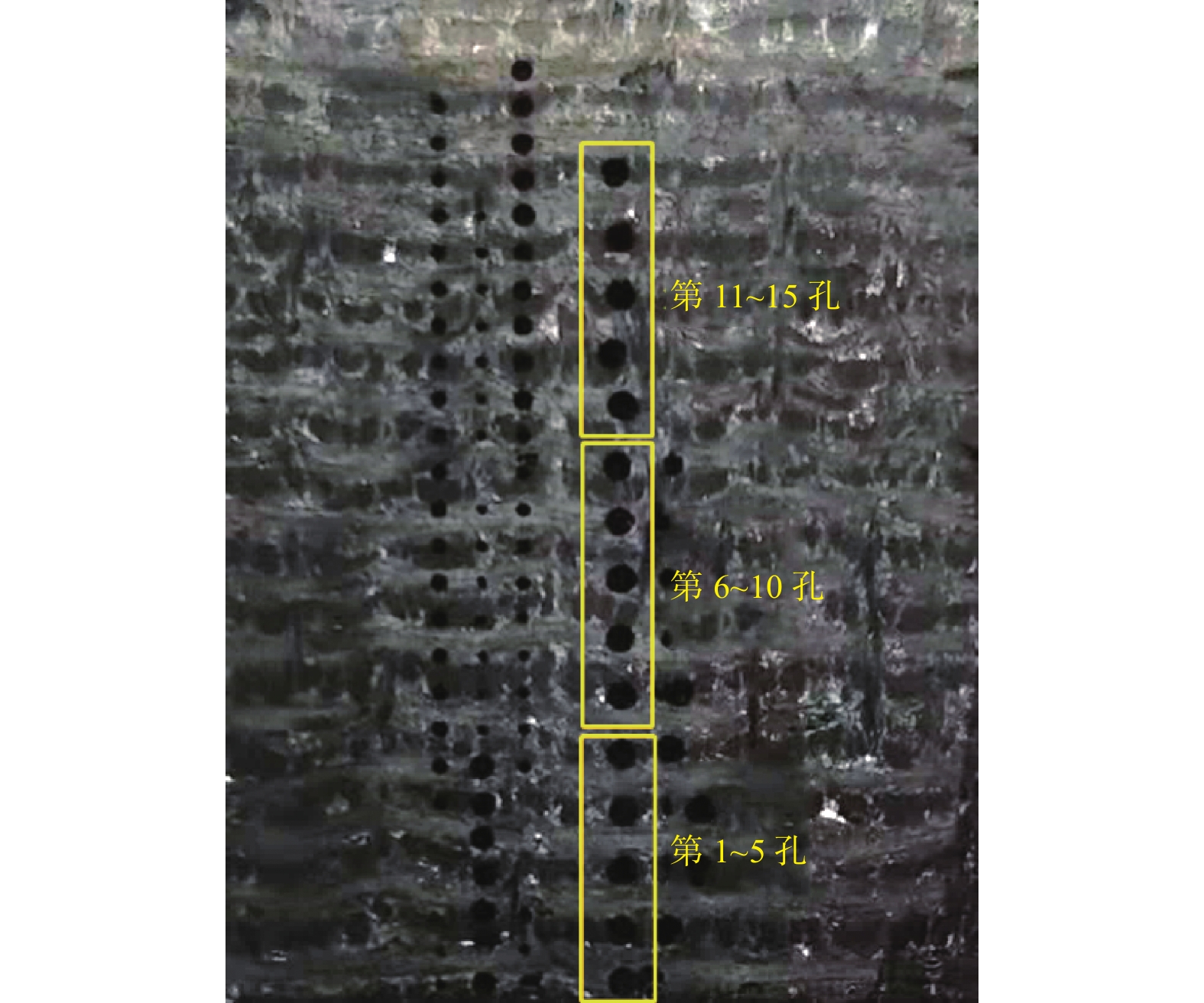
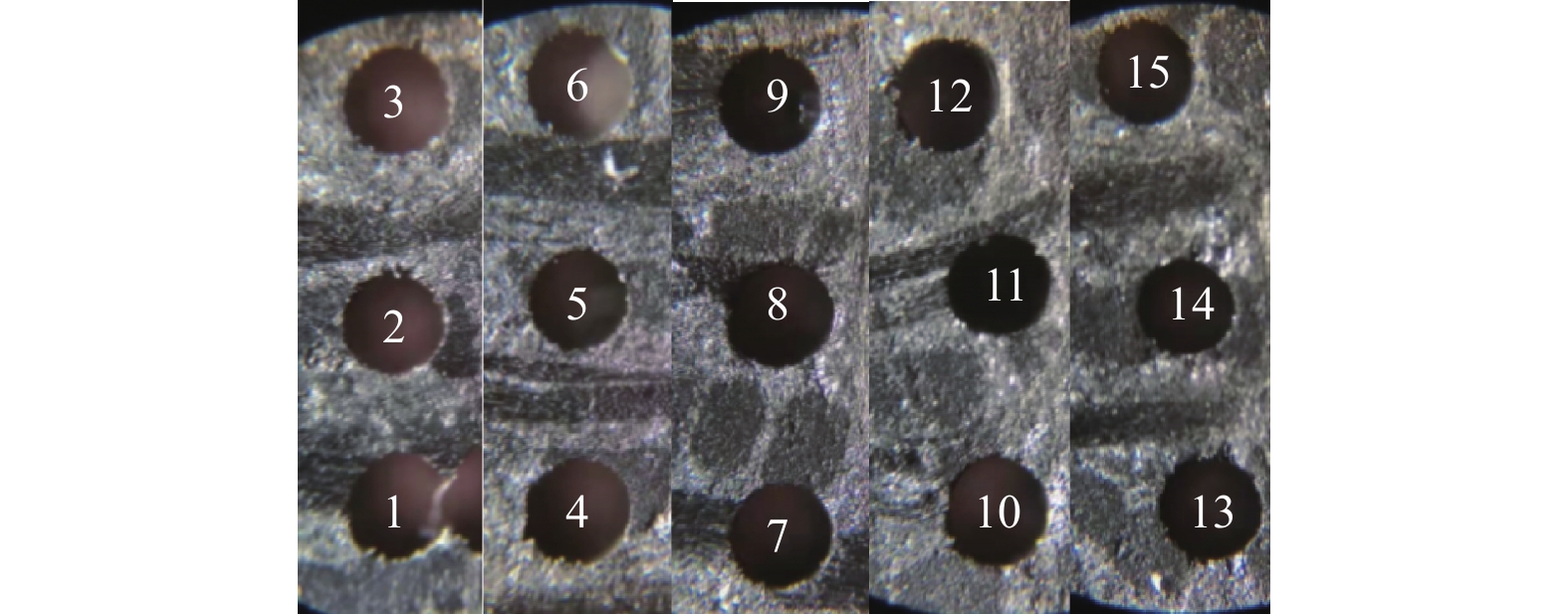
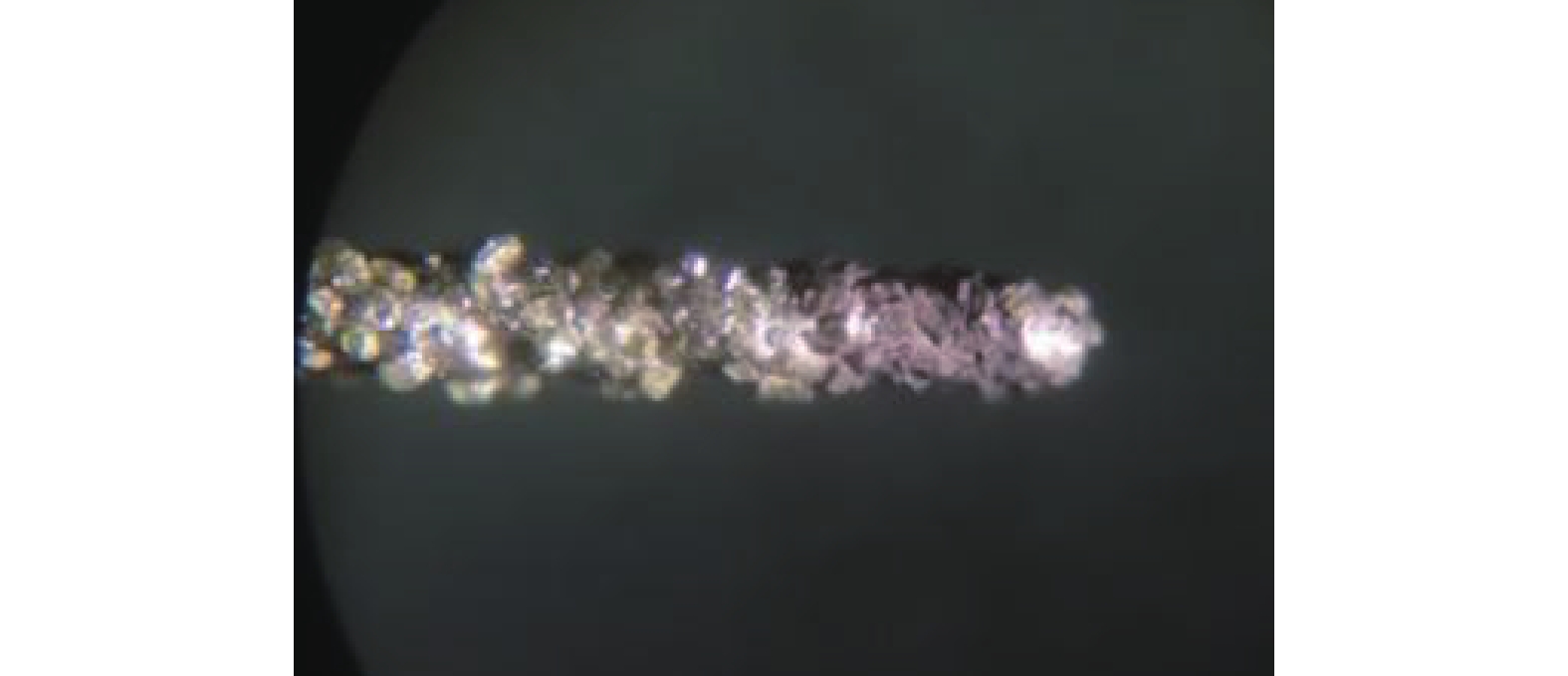
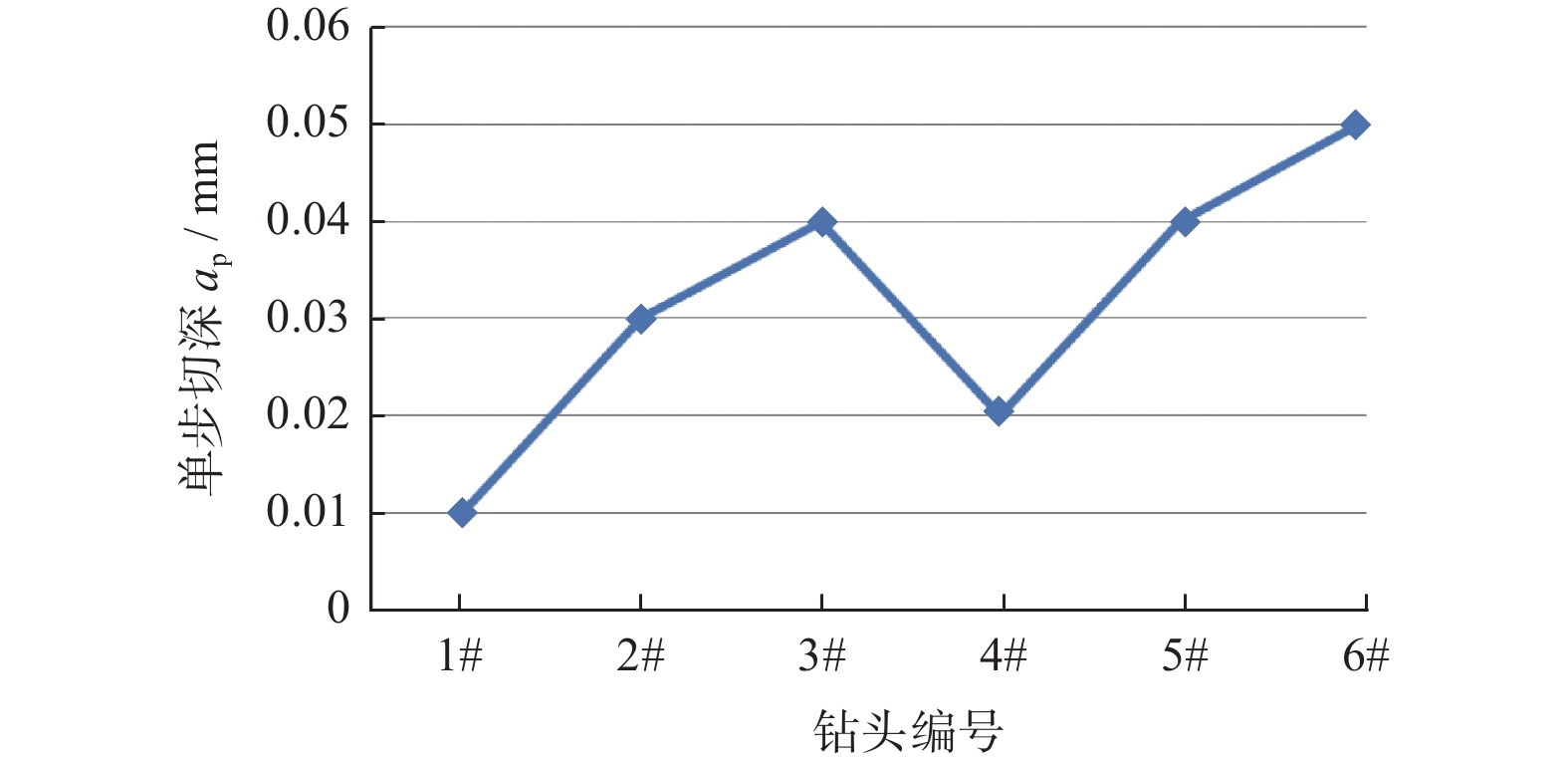
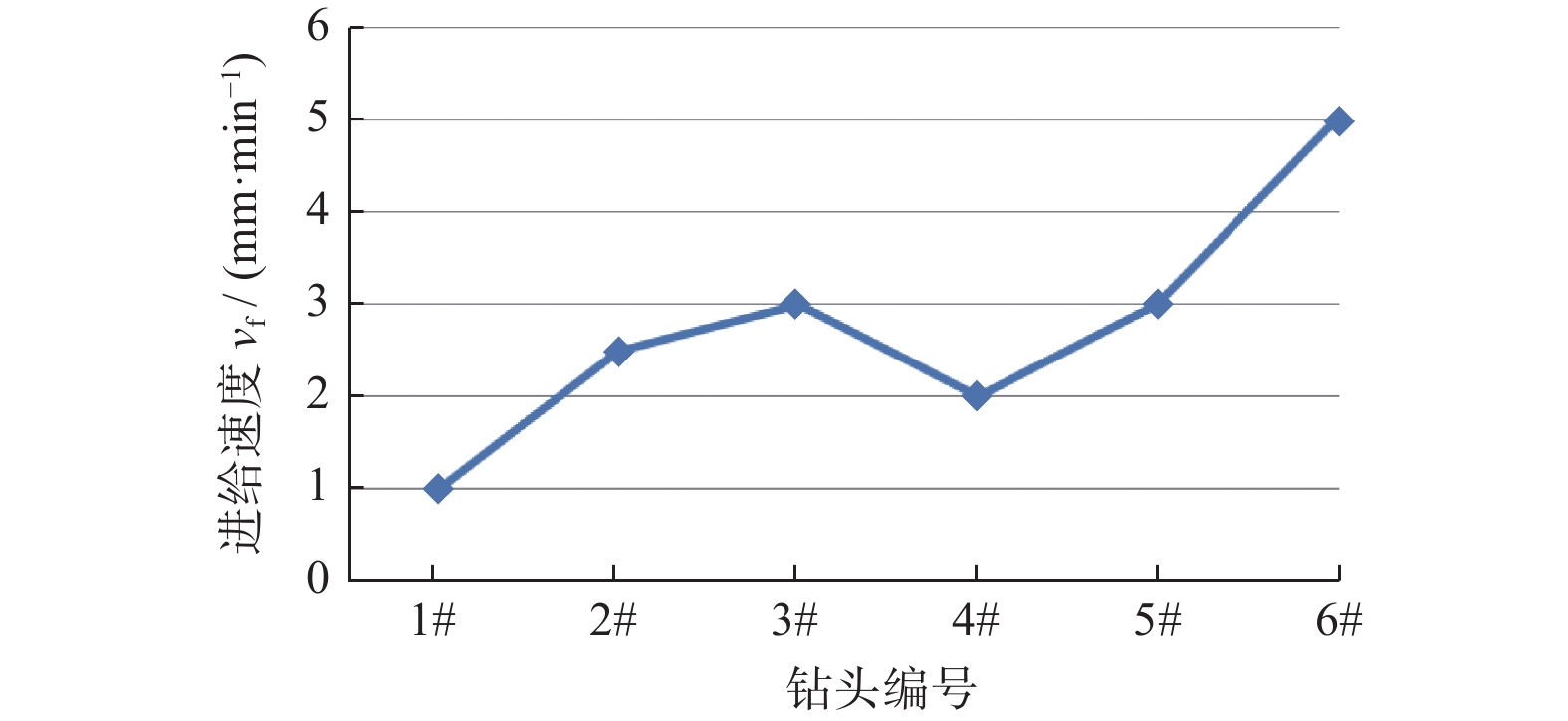
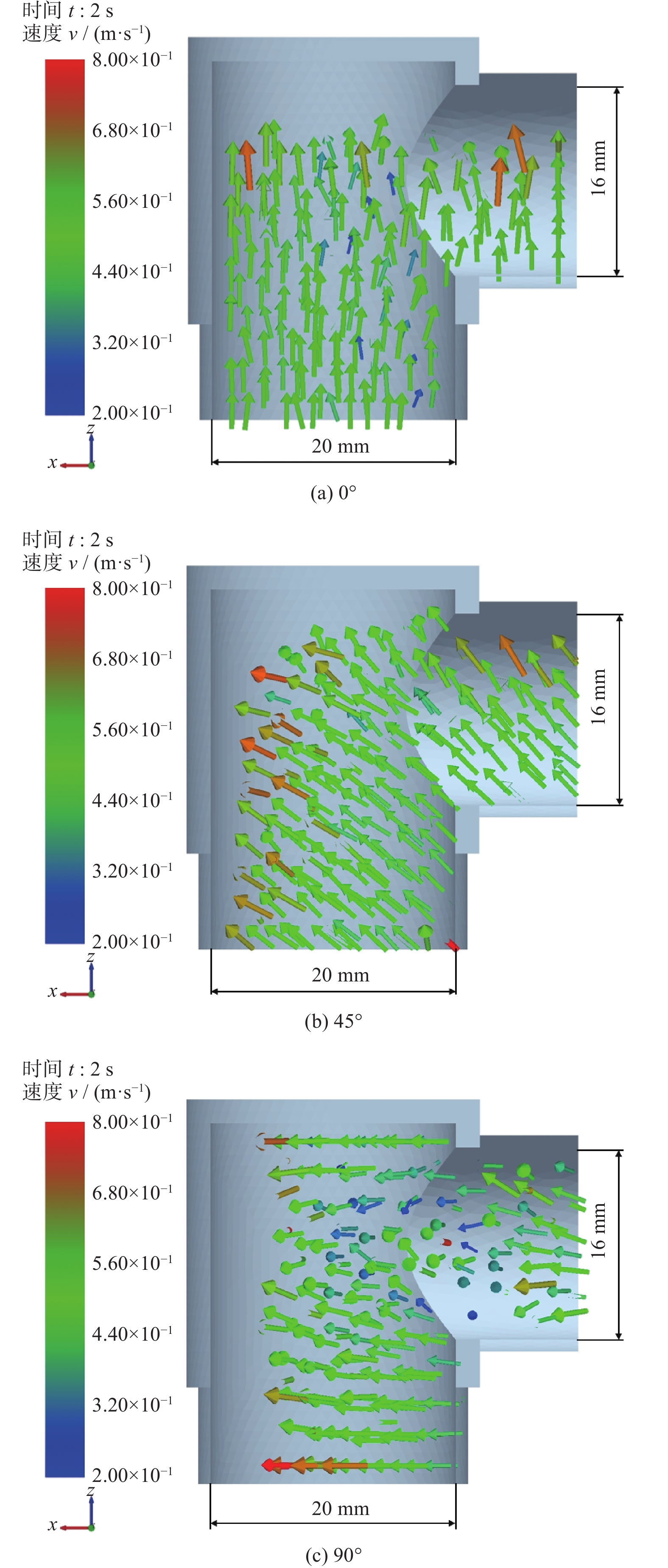
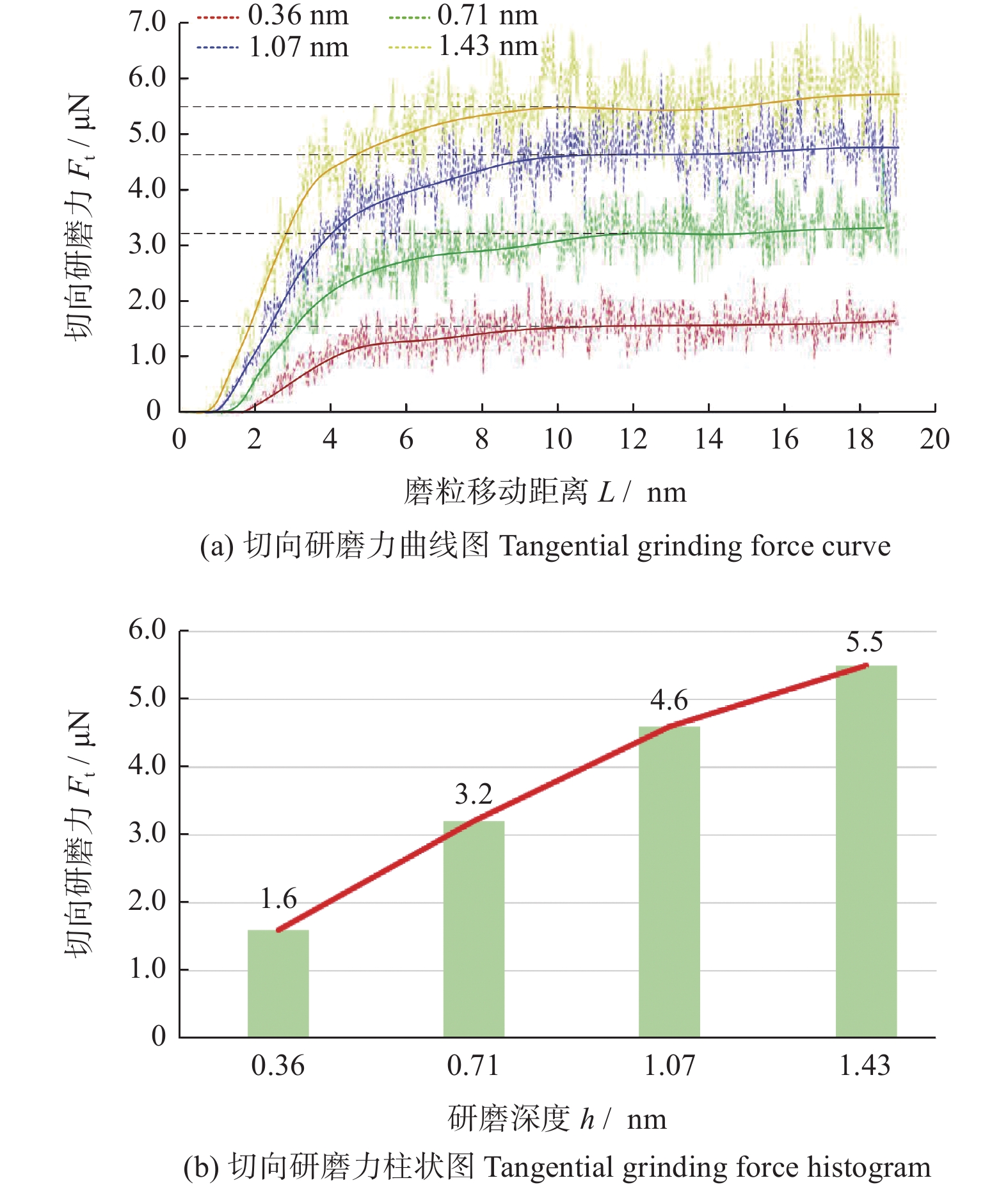
GFRP的套孔钻削过程中极易产生分层、撕裂等加工损伤,其与轴向钻削力直接相关。为提高GFRP的制孔质量,采用新型金刚石薄壁套料钻,结合低频轴向振动加工技术,建立单颗磨粒的运动学模型和动力学模型,试验研究GFRP制孔中的轴向力变化规律,并对套料钻的烧焦概率、自动落料率进行分析。结果表明:对比常规钻削,低频振动钻削时的瞬时进给量和轴向力比常规钻削时的大,且随着振幅的增加,轴向力也随之增大;低频振动钻削和常规钻削时的轴向力皆随进给速度的增加而增大,随主轴转速的升高而降低。同时,低频振动钻削时磨粒间断性地参与钻削,大大降低了套料钻的烧焦概率,提高了其自动落料率,自动落料率高达88.24%,可实现GFRP的连续批量制孔。


 摘要
摘要 HTML
HTML PDF 3019KB
PDF 3019KB 施引文献
施引文献





































































 11月7日—11日
11月7日—11日 郑州
郑州





 邮件订阅
邮件订阅 RSS
RSS