夏鑫,
余寒,
花腾宇,
马莉,
陈玉柏,
汤昌仁,
梁瑜,
王一佳,
邓泽军,
周科朝,
余志明,
魏秋平
摘要:
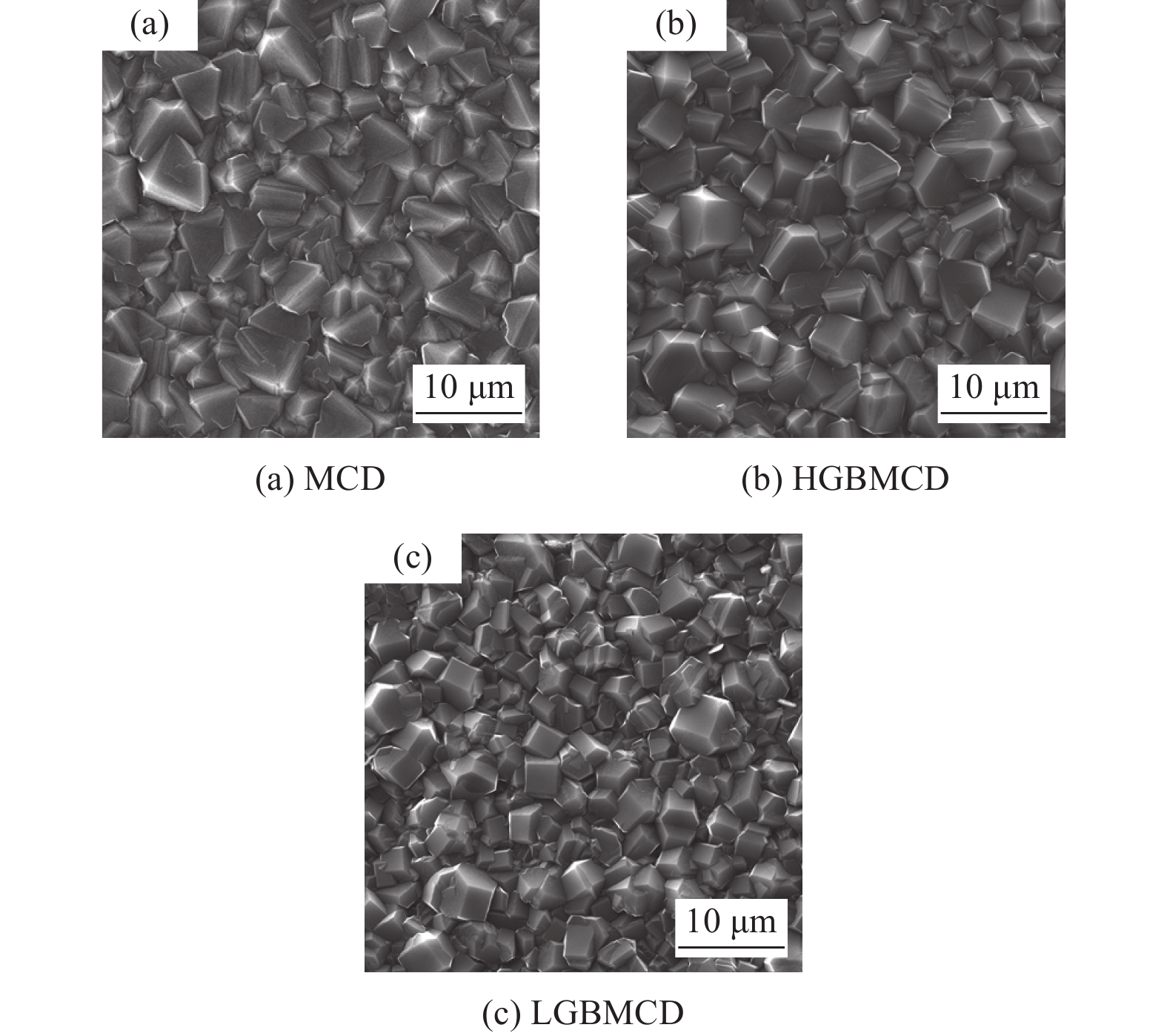
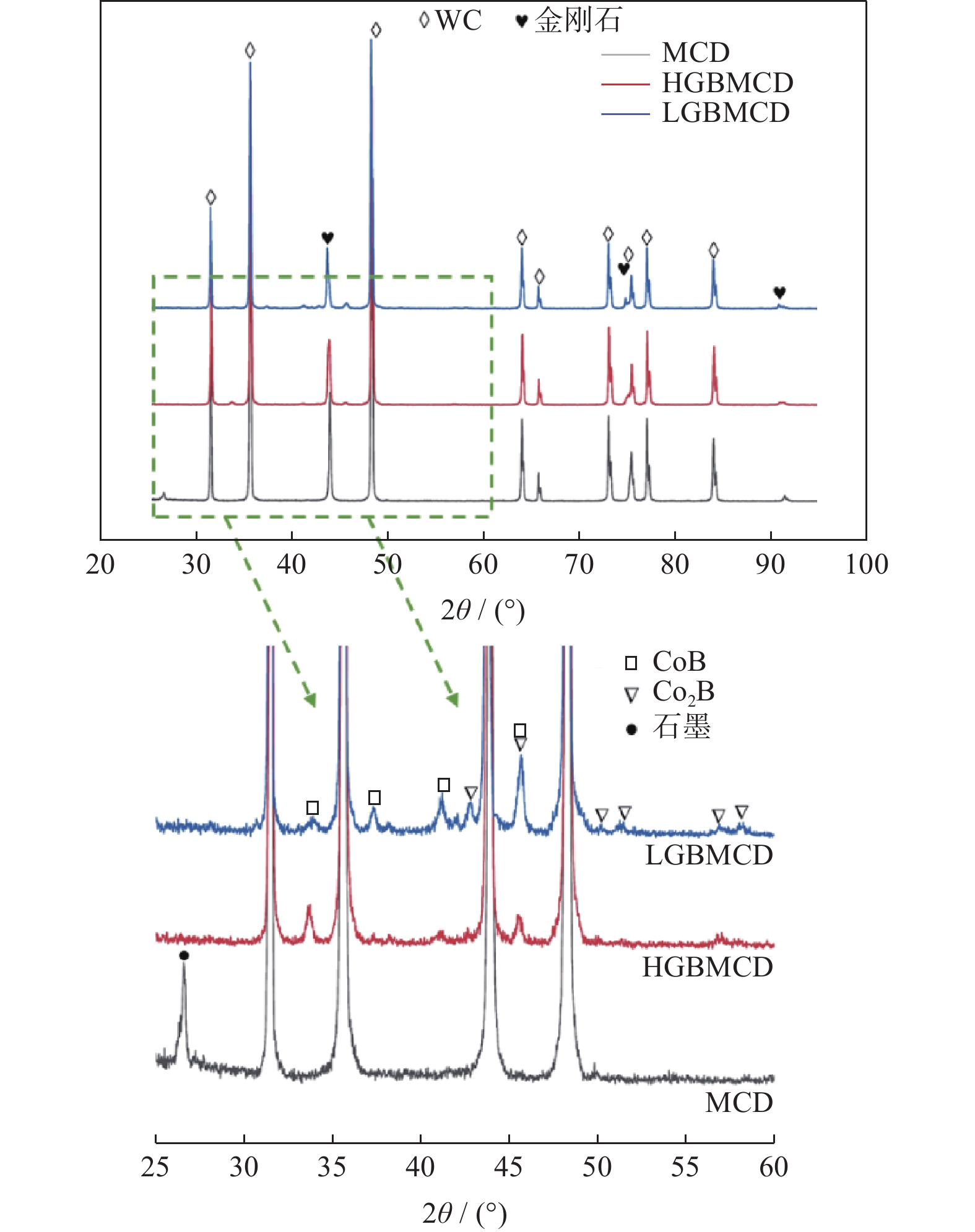
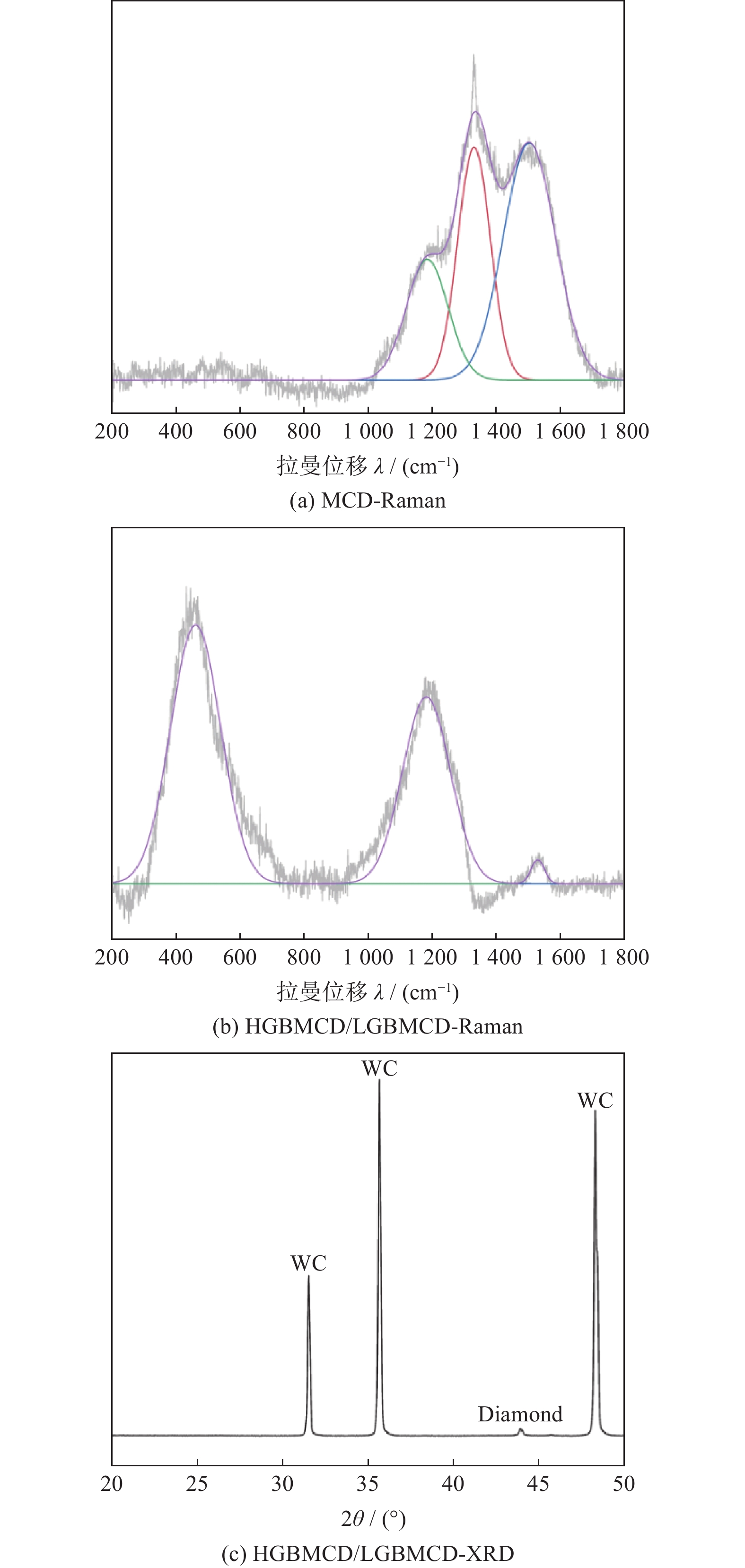
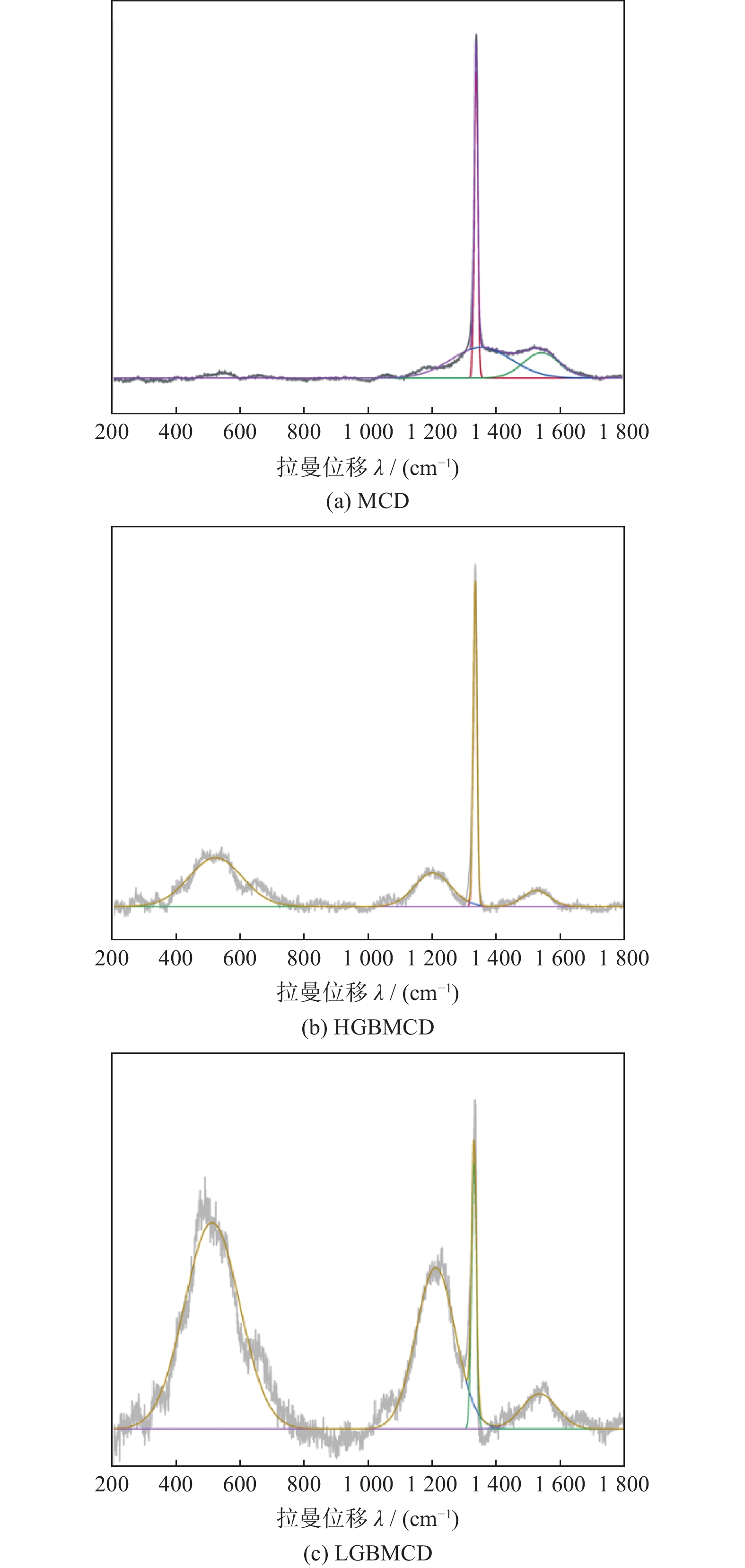
为提高硬质合金刀具上金刚石涂层的结合性能,采用热丝化学气相沉积法在YG 8硬质合金基体上沉积高、低梯度硼掺杂微米金刚石(high gradient boron-doped micron crystal diamond, HGBMCD;low gradient boron-doped micron crystal diamond, LGBMCD)涂层和无硼掺杂的微米金刚石(micrometer crystal diamond, MCD)涂层,探究沉积过程中硼掺杂浓度的梯度大小对金刚石涂层的形核和生长性能的影响。结果表明:随着硼的掺入,金刚石的形核密度增大,生长6 h后的金刚石晶粒更均匀细小,其中LGBMCD的晶粒尺寸大部分在2~3 μm;而石墨相在梯度硼掺杂金刚石涂层中的生长会被抑制,HGBMCD中IDia/IG高达14.65,残余应力仅为–0.255 GPa,且Co2B、CoB等硼钴化合物含量随硼掺杂梯度的减小而增大;金刚石涂层的残余应力因硼的掺入逐渐从压应力转变成拉应力,残余应力大小先减小后增大;洛氏压痕显示,随着硼的掺入,金刚石涂层的结合性能提高,LGBMCD的结合性能最好,在1 470 N下可达到HF2级。因此,适当的硼掺杂梯度有利于提高金刚石涂层的质量和结合性能。


 摘要
摘要 HTML
HTML PDF 9820KB
PDF 9820KB 施引文献
施引文献



























































 第二轮(征文)通知
第二轮(征文)通知






 邮件订阅
邮件订阅 RSS
RSS