摘要:
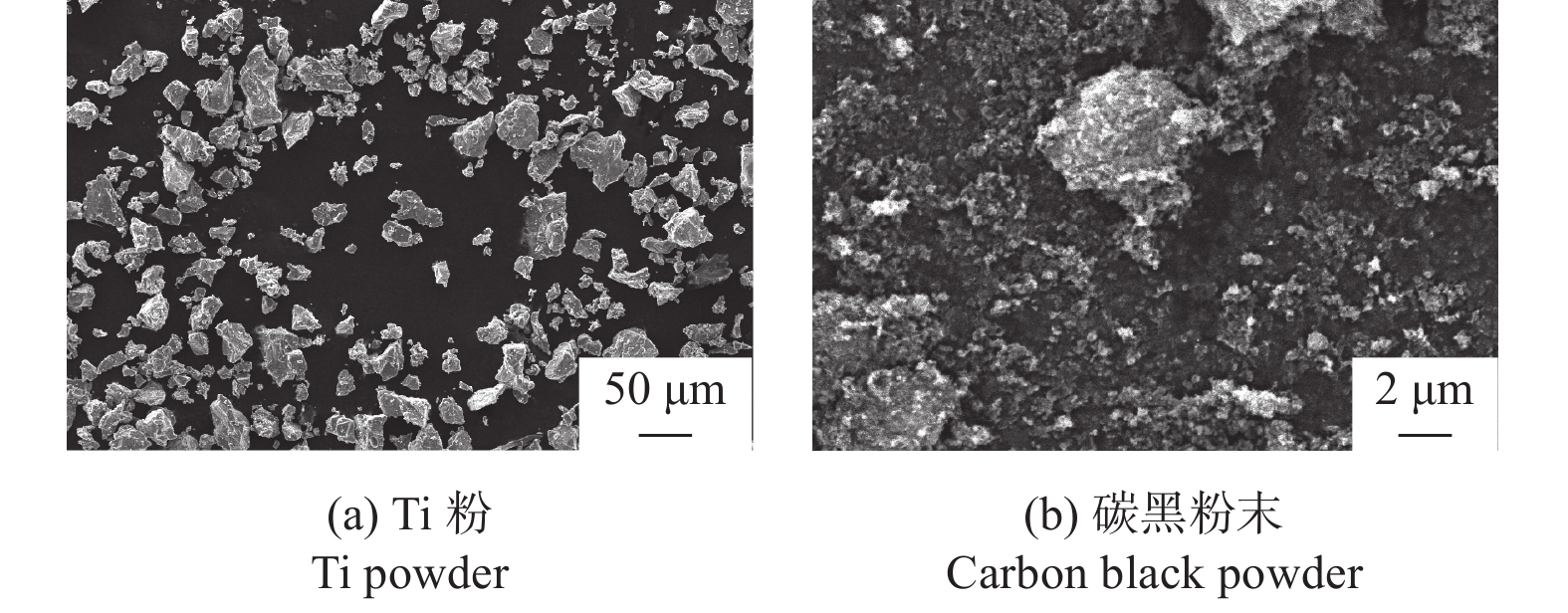
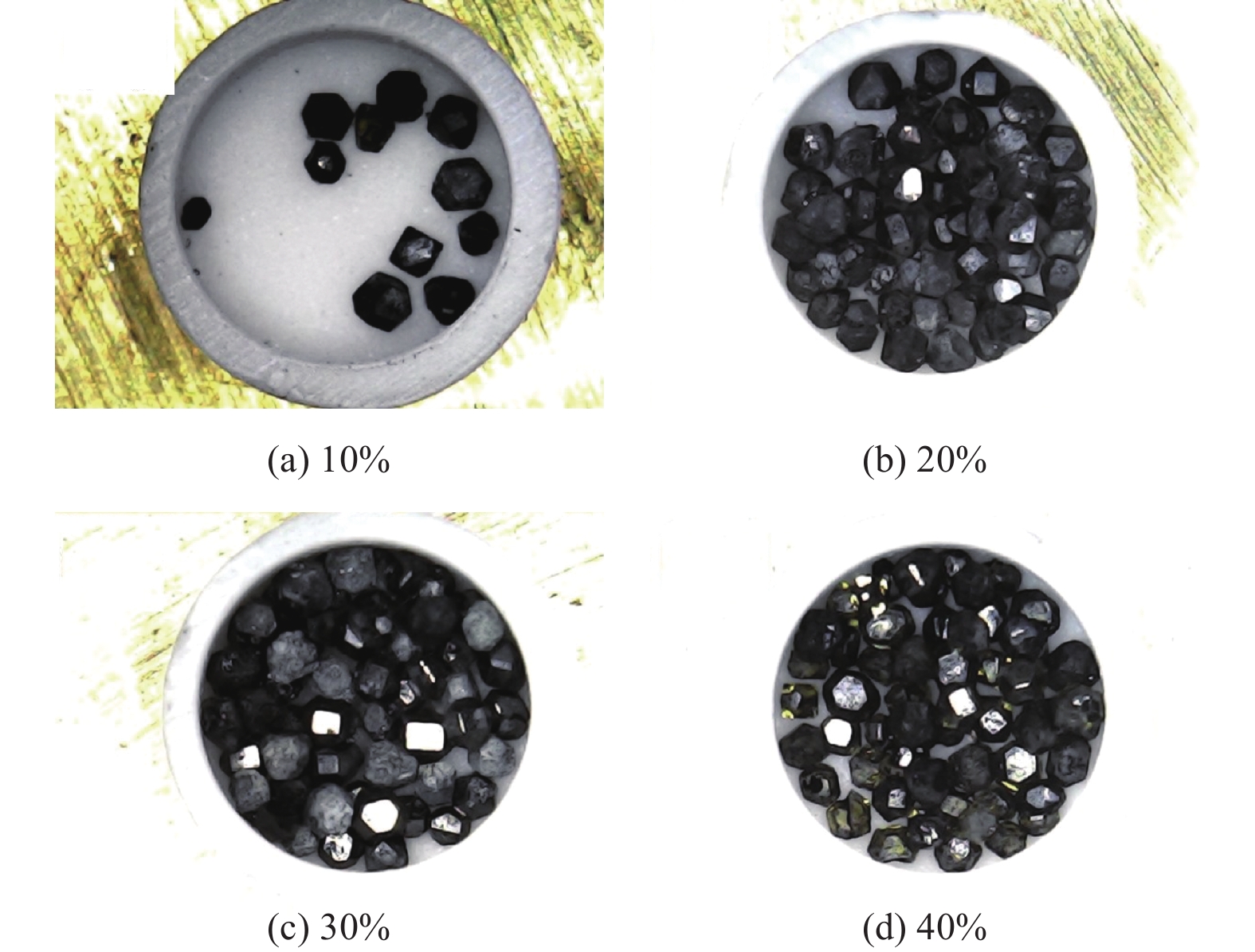
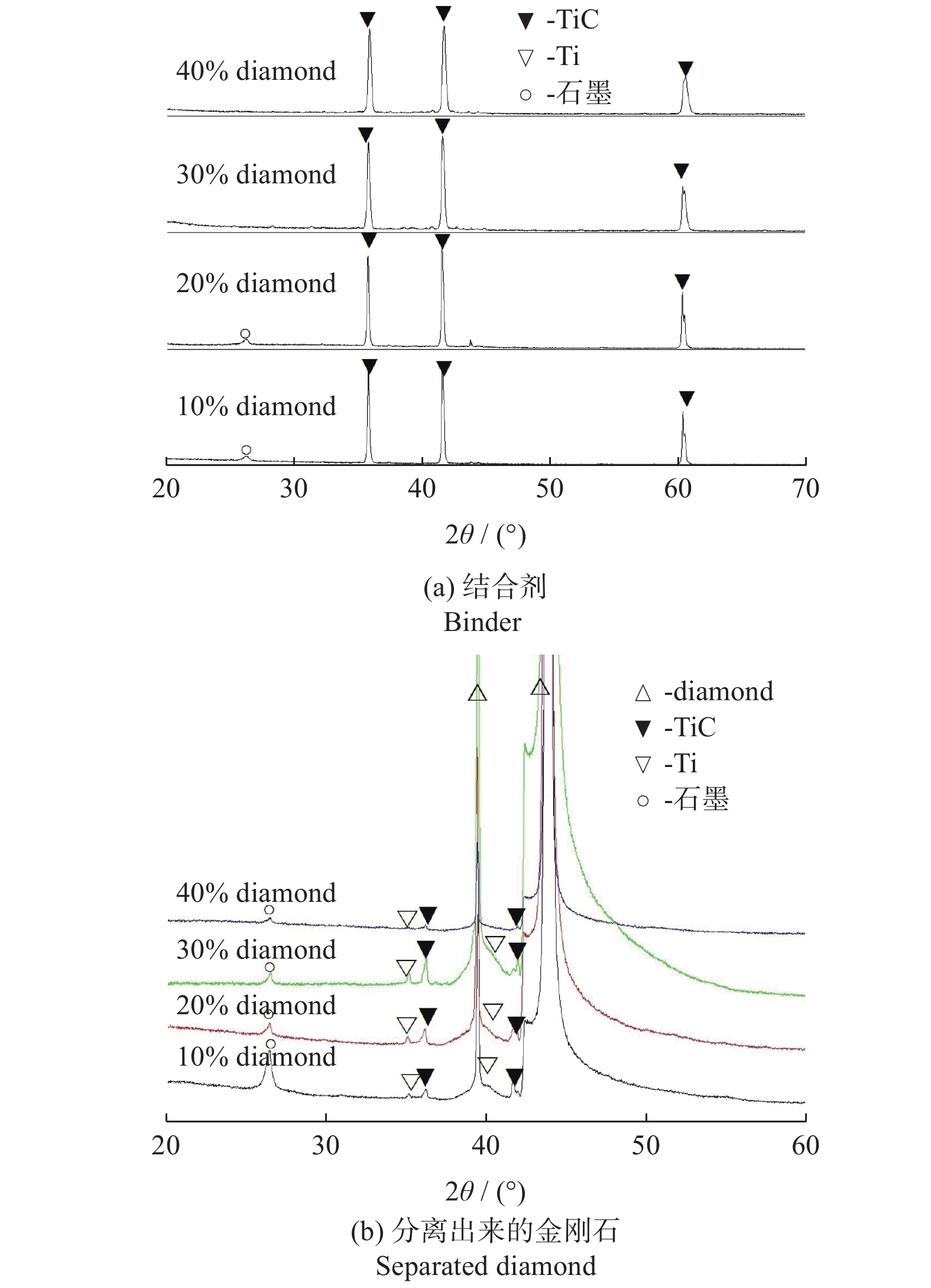
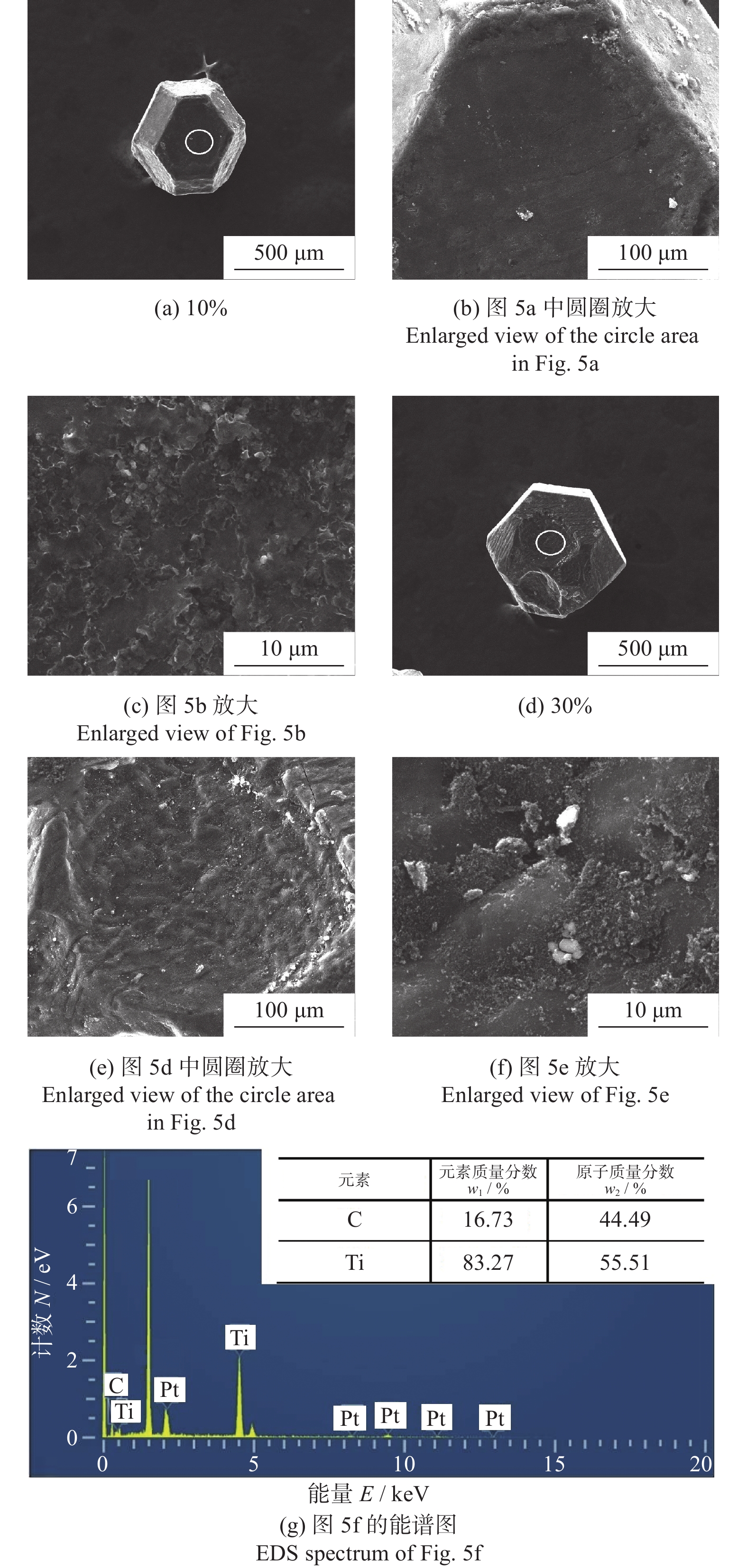
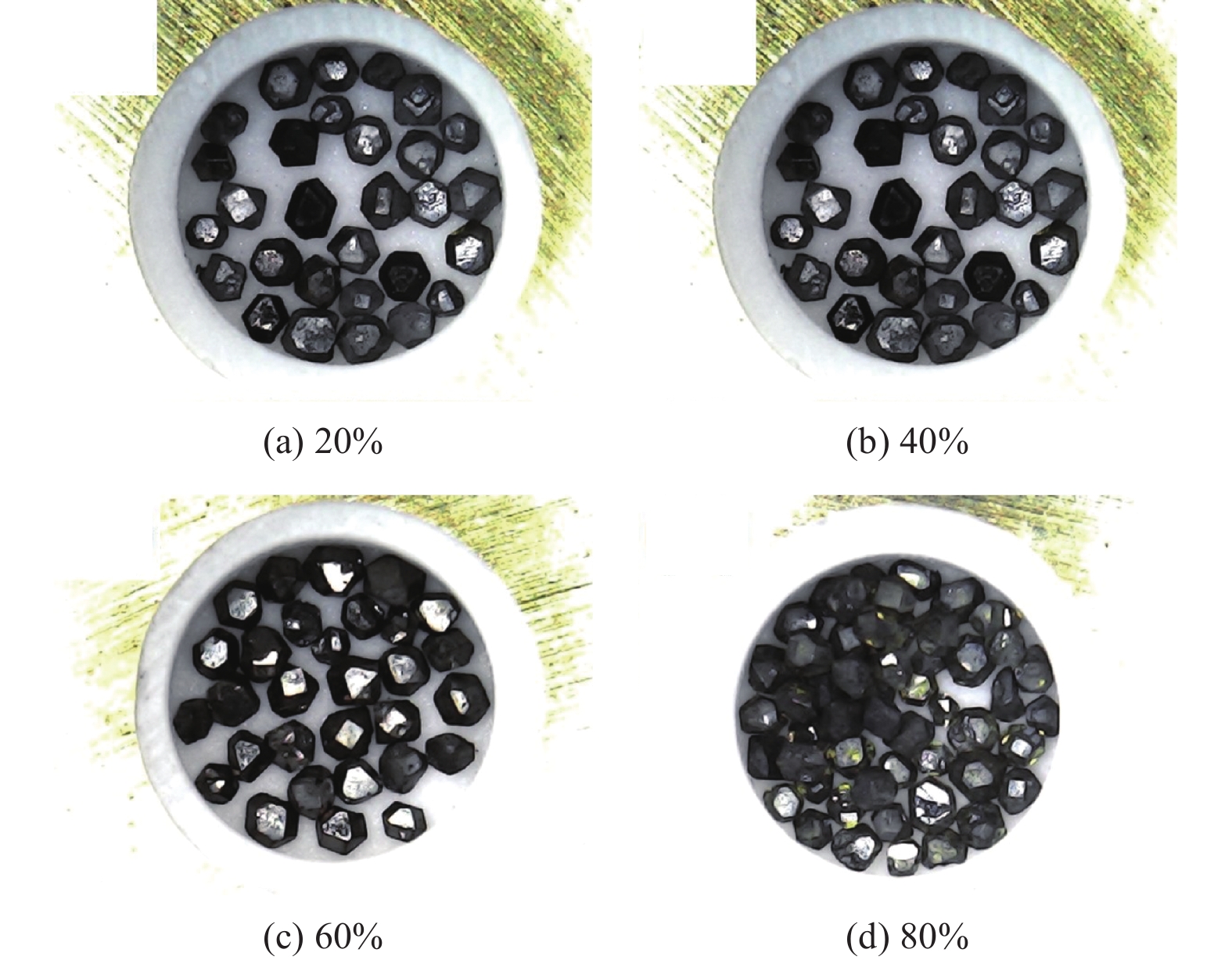
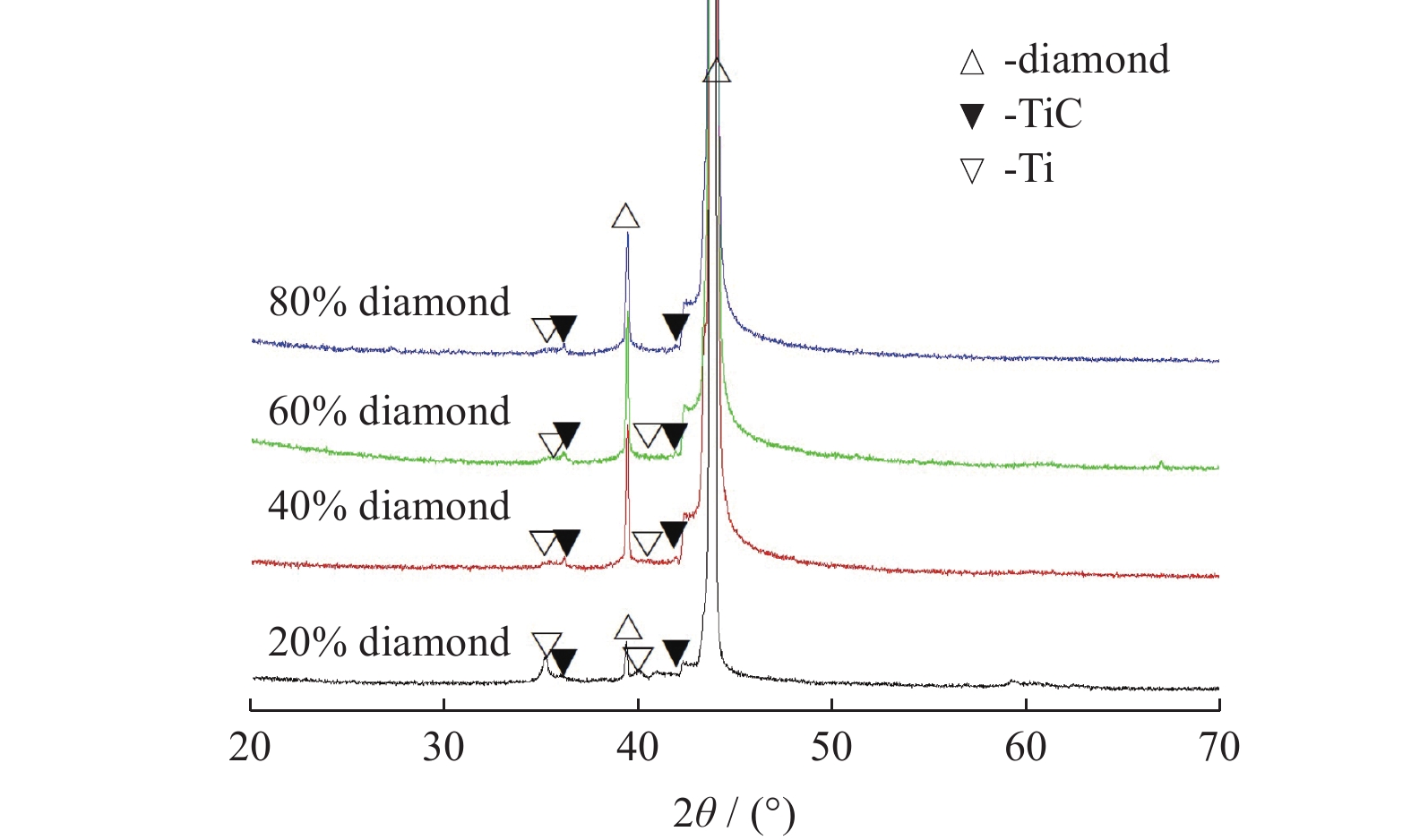
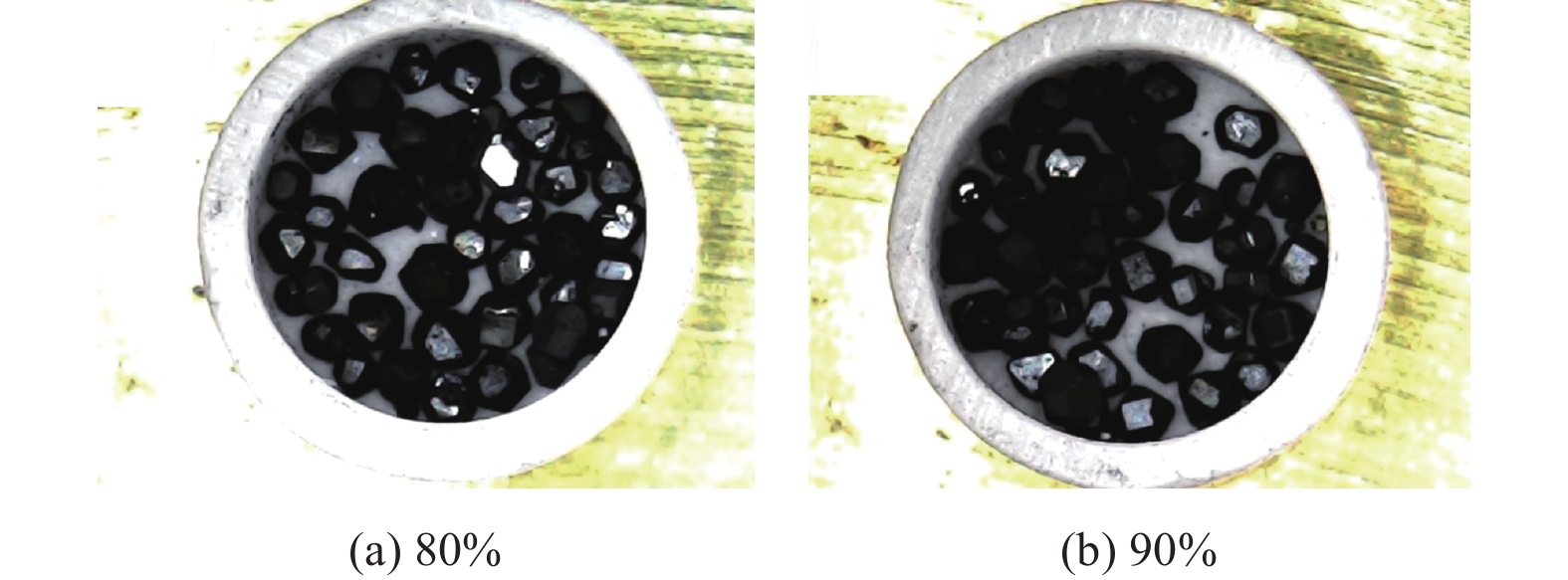
分别采用Ti/碳黑/diamond和Ti/碳黑/PTFE/diamond粉体为原料,通过热爆反应在金刚石颗粒表面形成以TiC为主的涂层,研究原料中金刚石含量及添加PTFE对金刚石表面TiC涂层的影响。结果表明:2种体系的原料热爆反应后基体的组成为TiC。Ti/碳黑/diamond体系中,当原料中金刚石质量分数为10%~30%时,反应后的金刚石表面均实现良好的TiC涂层涂覆。在Ti/碳黑/PTFE/diamond体系中,当原料中添加质量分数为3%的PTFE并减少原料中碳黑的质量分数时,可明显促进金刚石表面的TiC涂覆;且当原料中金刚石质量分数为80%~90%时,仍可使金刚石颗粒表面实现良好的TiC涂覆。


 摘要
摘要 HTML
HTML PDF 4040KB
PDF 4040KB 施引文献
施引文献





















 11月7日—11日
11月7日—11日 郑州
郑州





 邮件订阅
邮件订阅 RSS
RSS