

Numerical simulation of the influence of cutting parameters on the cutting process of ZrO2 ceramics
-
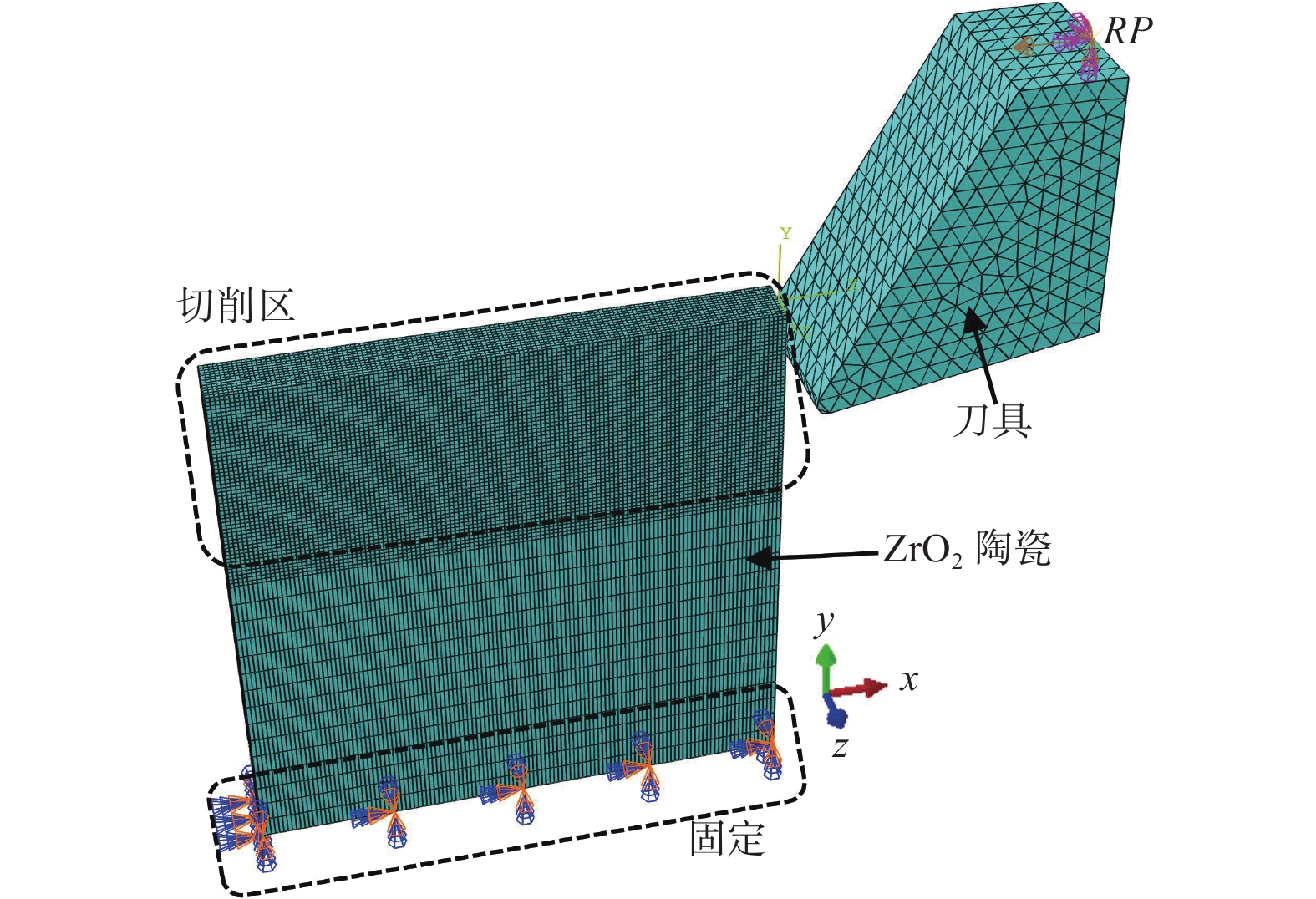
摘要: 采用有限元仿真方法对ZrO2陶瓷工件进行三维切削过程的数值模拟,探讨工件材料切削过程中切屑去除机理、应力动态变化与分布规律以及切削力的演变规律等。结果表明:切削过程中刀具的硬接触行为显著影响材料去除,导致切屑崩落、材料开裂和裂纹扩展等失效形式出现。在切削深度分别为200和250 μm时,工件末端边缘出现大量裂纹,并朝垂直切削方向扩展,导致工件边缘出现大尺寸碎裂。增大切削速度可引起应力和切削力的上下波动,但在整体上没有明显变化。刀具刃圆半径影响切入初期裂纹的形成,随着刃圆半径增大,刀具前端的裂纹长度逐渐缩短,但其对切削力的影响不明显。负的刀具前角切削不会使工件内部产生裂纹,可获得较好的加工质量;此外,在刀具前角为0°时,其最大切削力最大,但随着刀具前角增加,其平均切削力变化不明显。Abstract: Objectives: Research on ceramic processing primarily focuses on areas such as single abrasive grinding methods, processing mechanisms, processing efficiency, material removal mechanisms, and surface quality. However, research on ZrO2 ceramic cutting processing is relatively insufficient. Therefore, the 3D cutting process of ZrO2 ceramic workpieces was numerically simulated using the finite element simulation method. The study discusses the mechanism of chip removal, the dynamic change and distribution of stress, and the evolution law of cutting force under various cutting conditions. Methods: The 3D cutting process of ZrO2 ceramic workpieces, under different machining parameters and tool parameters, was numerically simulated using the finite element simulation method. The cutting forces under various feed speeds and cutting depths were compared to explore the failure modes and material removal mechanisms of ZrO2 ceramic during the cutting process. Results: The hard contact behavior between the cutting tool and the workpiece significantly affects the material removal process, leading to failure modes such as chip collapse, material cracking, and crack propagation. When the cutting depth is 200 μm or 250 μm, numerous cracks appear at the end edge of the workpiece and expand in the vertical cutting direction, resulting in significant fragmentation at the edge. An increase in cutting speed will causes fluctuations in stress and cutting force, but overall, there is no significant change in cutting performance. The radius of the cutting edge affects the formation of cracks in the initial cutting stage. As the edge radius increases, the length of the crack at the front end of the tool shortens, though the impact on cutting force is not significant. A negative tool rake angle during cutting does not induce cracks in the workpiece, and it leads to better machining quality. In addition, when the tool rake angle is 0 °, the maximum cutting force increases rapidly, but the cutting force variation is not obvious with increasing rake angle. Conclusions: As the cutting depth increases, the stress layer on the tool surface gradually expands from the tip to the front and rear cutting surfaces, and gradually increases. As the cutting depth increases, local cracks form at the cutting end of the workpiece and propagate downward. The position of maximum stress on the front cutting surface of the tool gradually increases with the increase in edge radius. However, the influence of the edge radius on the cutting force is relatively small. When cutting ZrO2 ceramics with a tool featuring a negative rake angle, no internal cracks are caused, and good machining quality can be achieved.
-
Key words:
- ZrO2 ceramics /
- finite element simulation /
- cutting depth /
- cutting edge radius /
- tool rake angle /
- cutting speed
-
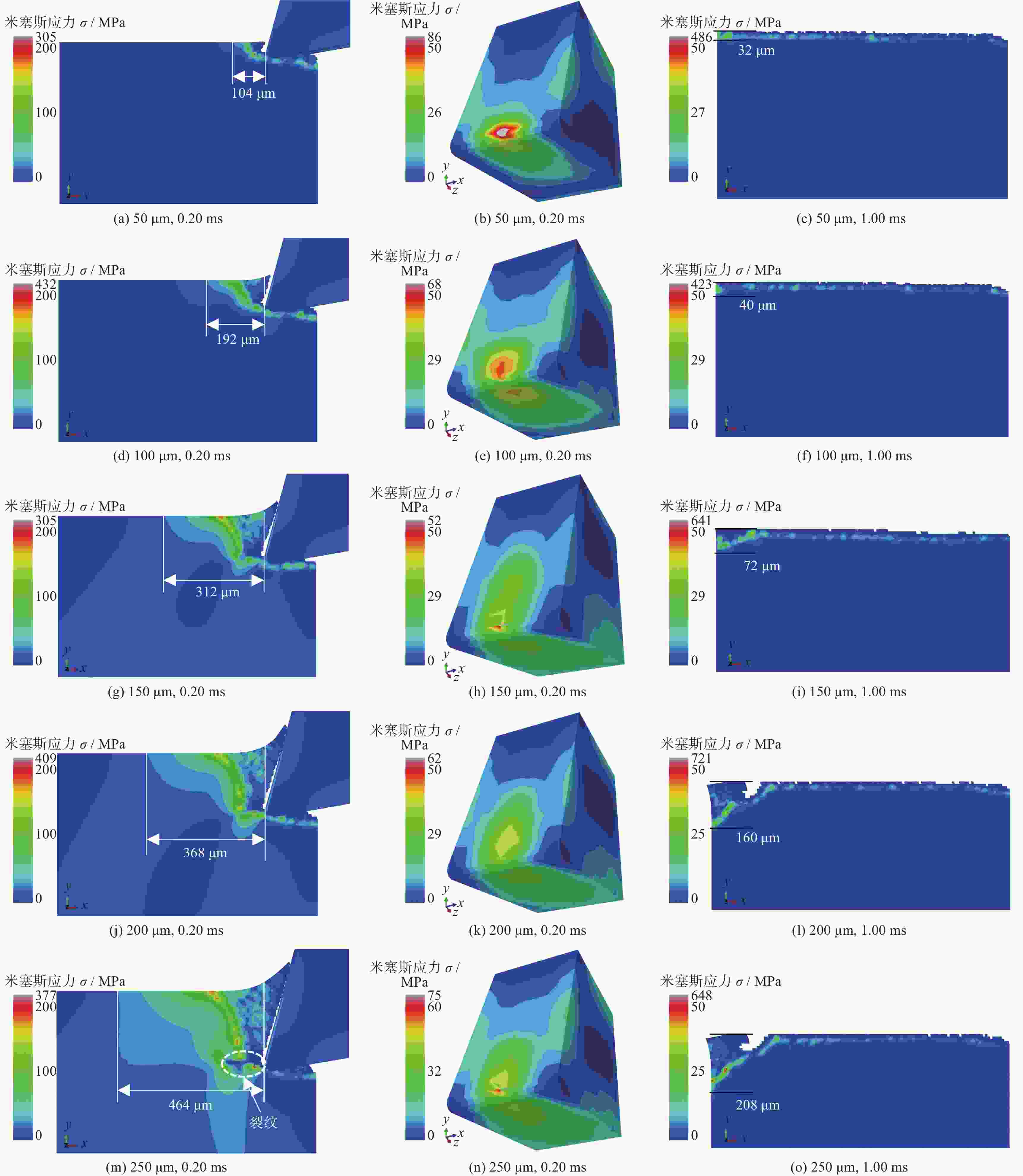
图 6 不同切削深度下的ZrO2陶瓷工件及刀具表面应力云图
Figure 6. Stress clouds of ZrO2 ceramics workpiece and tool surfaces at different cutting depths
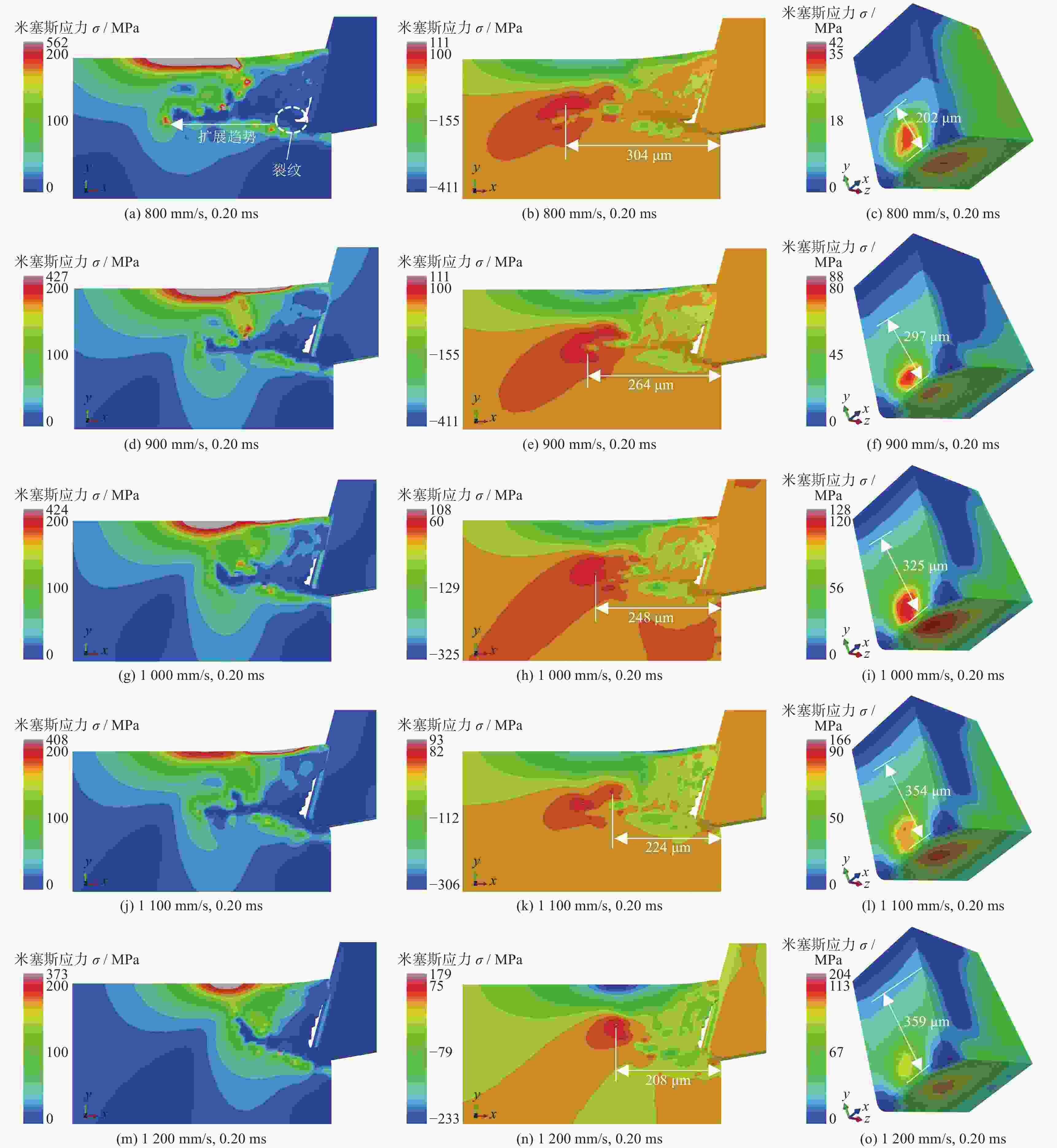
图 8 不同切削速度下的工件表面、工件x轴方向和刀具表面应力云图
Figure 8. Stress clouds of workpiece surface, x-axis directions of workpiece and tool surface at different cutting speeds
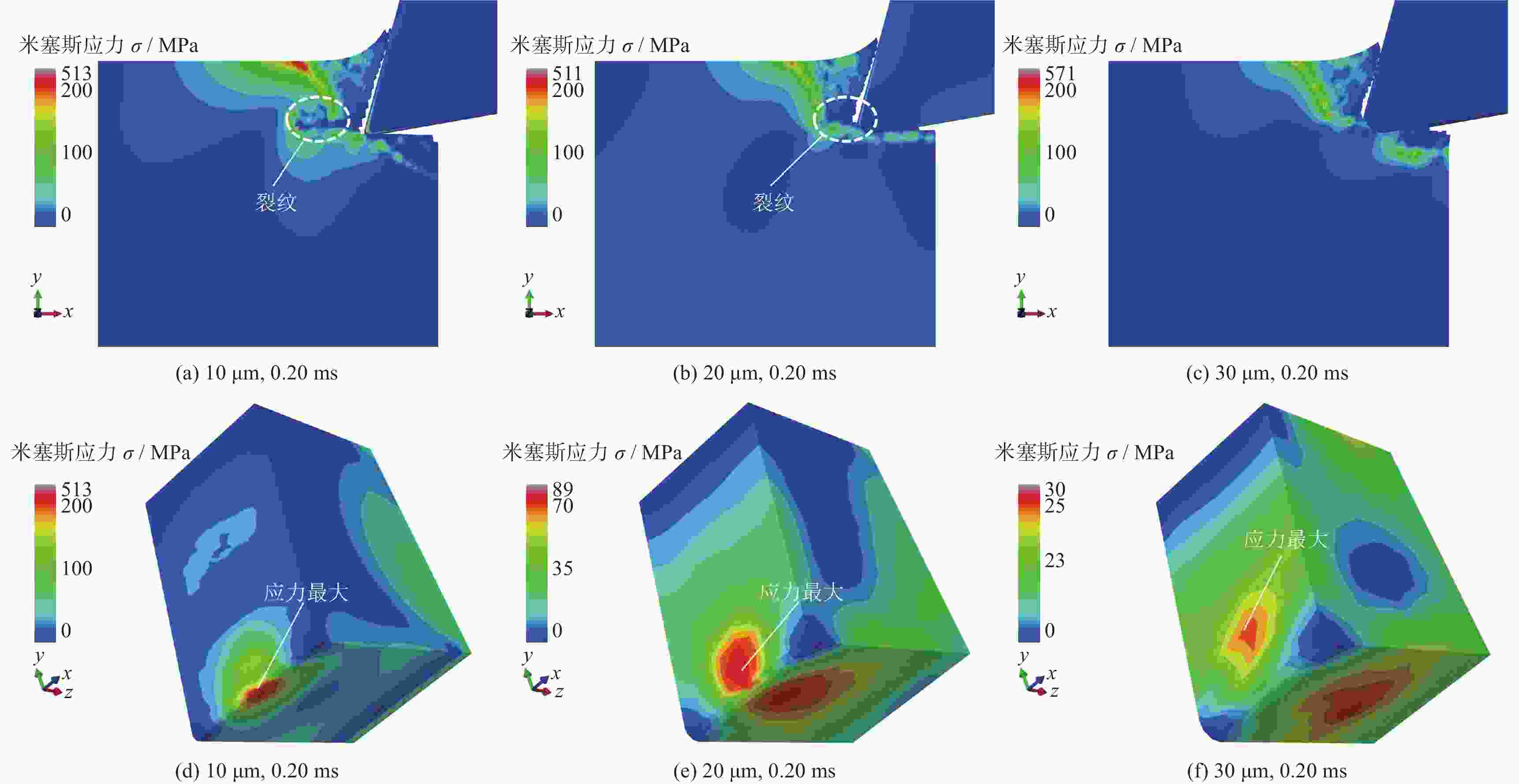
图 10 不同刃圆半径下工件表面和刀具表面的应力云图
Figure 10. Stress nephograms of workpiece surfaces and tool surfaces under different blade radii
表 1 材料物性参数
Table 1. Materials physical propertiy parameters
参数 ZrO2陶瓷 硬质合金刀具 密度 ρ1 / (kg·m−3) 6 050 8 120 杨氏模量 E1 / GPa 239 223 导热系数 κ / [W·(m·K)−1] 2.6 59.0 比热容 c / [J·(kg·K)−1] 400 520 泊松比 ε 0.30 0.28  下载: 导出CSV
下载: 导出CSV
表 2 ZrO2陶瓷JH-2本构模型参数
Table 2. JH-2 constitutive model parameters of ZrO2 ceramics
参数 取值 参数 取值 密度 ρ / (kg·m−3) 6 050 强度
常量A 0.93 剪切模量 E2 / GPa 95.31 B 0.31 损伤
常量D1 0.005 C 0 D2 1.0 M 0.6 FS 1.0 N 0.6 状态
方程
常量K1 / GPa 130.95 EPSI 1.0 K2 / GPa 0 T / GPa 0.23 K3 / GPa 0 HEL / GPa 2.79 BETA 1.0 PHEL / GPa 1.46
下载: 导出CSV
表 3 仿真参数
Table 3. Simulation parameters
参数名称 取值 刀具刃圆半径 R / μm 10,20,30 刀具前角 θ /(°) −15,0,15,30 切削深度 ap / μm 50,100,150,200,250 切削速度 v / (mm·s−1) 800,900,1 000,1 100,1 200
下载: 导出CSV
-
[1] 任永国, 刘自强, 杨凯, 等. 氧化锆材料种类及应用 [J]. 中国陶瓷,2008(4):44-46. doi: 10.3969/j.issn.1001-9642.2008.04.014REN Yongguo, LIU Ziqiang, YANG Kai, et al. Types and applications of zirconia materials [J]. China Ceramics,2008(4):44-46. doi: 10.3969/j.issn.1001-9642.2008.04.014 [2] AGARWAL S, RAO P V. Modeling and prediction of surface roughness in ceramic grinding [J]. International Journal of Machine Tools & Manufacture,2010,50(12):1056-1076. doi: 10.1016/j.ijmachtools.2010.08.009 [3] 于思远. 工程陶瓷材料的加工技术及其应用 [M]. 北京: 机械工业出版社, 2008.YU Siyuan. Processing technology and application of engineering ceramic materials [M]. Beijing: China Machine Press, 2008. [4] 田欣利, 徐西鹏, 袁巨龙. 工程陶瓷先进加工与质量控制技术 [M]. 北京: 国防工业出版社, 2014.TIAN Xinli, XU Xipeng, YUAN Julong. Advanced processing and quality control technology for engineering ceramics [M]. Beijing: National Defense Industry Press, 2014. [5] REN N, XIA K, YANG H, et al. Water-assisted femtosecond laser drilling of alumina ceramics [J]. Ceramics International,2021,47(8):11465-11473. doi: 10.1016/j.ceramint.2020.12.274 [6] GENG T, XU Z. Electrochemical discharge machining for fabricating holes in conductive materials: A review [J]. Journal of Advanced Manufacturing Science and Technology,2021,1(3):2021006. doi: 10.51393/j.jamst.2021006 [7] KLIUEV M, MARADIA U, BOCCADORO M, et al. Experimental study of EDM-drilling and shaping of SiSiC and SiC [J]. Procedia CIRP,2016,42:191-196. doi: 10.1016/j.procir.2016.02.269 [8] XU J, LI L, JI M, et al. Study on PCD tool wear in hard milling of fully-sintered 3Y-TZP ceramics [J]. Journal of Superhard Materials,2022,44:292-300. doi: 10.3103/S1063457622040098 [9] WANG Z, RAJURKAR K P, MURUGAPPAN M. Cryogenic PCBN turning of ceramic (Si3N4) [J]. Wear,1996,195(1/2):1-6. doi: 10.1016/0043-1648(95)06645-4 [10] ZHENG L, WEI W, FENG Y, et al. Drilling machinability of engineering ceramics under low-frequency axial vibration processing by sintering / brazing composite diamond trepanning bit [J]. Ceramics International,2019,45(9):11905-11911. doi: 10.1016/j.ceramint.2019.03.077 [11] 刘伟, 邓朝晖, 万林林, 等. 单颗金刚石磨粒切削氮化硅陶瓷仿真与试验研究 [J]. 机械工程学报,2015,51(21):191-198. doi: 10.3901/JME.2015.21.191LIU Wei, DENG Zhaohui, WAN Linlin, et al. Simulation and experimental study on single diamond abrasive grain cutting of silicon nitride ceramics [J]. Journal of Mechanical Engineering,2015,51(21):191-198. doi: 10.3901/JME.2015.21.191 [12] 宿崇, 许立, 刘元伟, 等. 基于SPH法的CBN磨粒切削过程数值模拟 [J]. 中国机械工程,2013,24(5):667-671. doi: 10.3969/j.issn.1004-132X.2013.05.021SU Chong, XU Li, LIU Yuanwei, et al. Numerical simulation of CBN abrasive grain cutting process based on SPH method [J]. China Mechanical Engineering,2013,24(5):667-671. doi: 10.3969/j.issn.1004-132X.2013.05.021 [13] PENG Y, LIANG Z, WU Y, GUO Y et al. Characteristics of chip generation by vertical elliptic ultrasonic vibration-assisted grinding of brittle materials [J]. The International Journal of Advanced Manufacturing Technology,2012,62:563-568. doi: 10.1007/s00170-011-3839-8 [14] 曹建国, 张勤俭. 碳化硅陶瓷超声振动辅助磨削材料去除特性研究 [J]. 机械工程学报,2019,55(13):205-211. doi: 10.3901/JME.2019.13.205CAO Jianguo, ZHANG Qinjian. Study on material removal characteristics in ultrasonic vibration-assisted grinding of silicon carbide ceramics [J]. Journal of Mechanical Engineering,2019,55(13):205-211. doi: 10.3901/JME.2019.13.205 [15] 刘松恺, 张午阳, 徐锦泱, 等. 基于SPH方法的氧化锆陶瓷正交切削仿真研究 [J]. 工具技术,2023,57(9):103-109. doi: 10.3969/j.issn.1000-7008.2023.09.016LIU Songkai, ZHANG Wuyang, XU Jinyang, et al. Simulation study of orthogonal cutting of zirconia ceramic based on SPH method [J]. Tool Engineering,2023,57(9):103-109. doi: 10.3969/j.issn.1000-7008.2023.09.016 [16] 何天伦, 贾乾忠, 刘明贺. 氧化锆陶瓷材料磨削表面残余应力研究与预测仿真 [J]. 机电产品开发与创新,2023,36(4):106-109. doi: 10.3969/j.issn.1002-6673.2023.04.029HE Tianlun, JIA Qianzhong, LIU Minghe. Research and simulation of residual stress on ground surface of zirconia ceramic materials [J]. Development and Innovation of Machinery and Electrical Products,2023,36(4):106-109. doi: 10.3969/j.issn.1002-6673.2023.04.029 [17] 邓泽辉. 力热耦合作用下氧化锆陶瓷精密磨削损伤仿真与实验研究 [D]. 湘潭: 湖南科技大学, 2018.DENG Zehui. Simulation and experimental study of damage in precision grinding of zirconia ceramics under the action of mechanothermal coupling [D]. Xiangtan: Hunan University of Science and Technology, 2018. [18] JOHNSON G R, HOLMQUIST T. Response of boron carbide subjected to large strains, high strain rates, and high pressures [J]. Journal of Applied Physics,1999,85(12):8060-8073. doi: 10.1063/1.370643 [19] 杨震琦, 庞宝君, 王立闻, 等. JH-2模型及其在Al2O3陶瓷低速撞击数值模拟中的应用 [J]. 爆炸与冲击,2010(5):18-26. doi: 10.11883/1001-1455(2010)05-0463-09YANG Zhenqi, PANG Baojun, WANG Liwen, et al. The application of the JH-2 model and its application in Al2O3 ceramic low-speed impact numerical simulation [J]. Explosion and Shock Waves,2010(5):18-26. doi: 10.11883/1001-1455(2010)05-0463-09 [20] HOLMQUIST T J, TEMPLETON D W, BISHNOI K D. Constitutive modeling of aluminum nitride for large strain, high-strain rate, and high-pressure applications [J]. International Journal of Impact Engineering,2001,25(3):211-231. doi: 10.1016/S0734-743X(00)00046-4 [21] 熊益波, 陈剑杰, 胡永乐. 混凝土Johnson-Holmquist本构模型灵敏参数的初步确认 [J]. 兵工学报,2009,30(S2):145-148.XIONG Yibo, CHEN Jianjie, HU Yongle. Preliminary confirmation of sensitive parameters of the Johnson-Holmquist constitutive model for concrete [J]. Acta Armamentarii,2009,30(S2):145-148. [22] LI J, HUANG Z, LIU G, et al. An experimental and finite element investigation of chip separation criteria in metal cutting process [J]. The International Journal of Advanced Manufacturing Technology,2021,116:3877-3889. doi: 10.1007/s00170-021-07461-0 [23] JOHNSON G R, COOK W H. Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures [J]. Engineering Fracture Mechanics,1985,21(1):31-48. doi: 10.1016/0013-7944(85)90052-9 [24] DENG B, YANG M, ZHOU L, et al. Smoothed particle hydrodynamics (SPH) simulation and experimental investigation on the diamond fly-cutting milling of zirconia ceramics [J]. Procedia CIRP,2019,82:202-207. doi: 10.1016/j.procir.2019.04.001 -

 下载:
下载:













 点击查看大图
点击查看大图
计量
- 文章访问数: 1080
- HTML全文浏览量: 553
- PDF下载量: 28
- 被引次数: 0
 邮件订阅
邮件订阅 RSS
RSS
