

Simulation and experiment of abrasive flow finishing characteristics of nozzle jetting hole runner
-
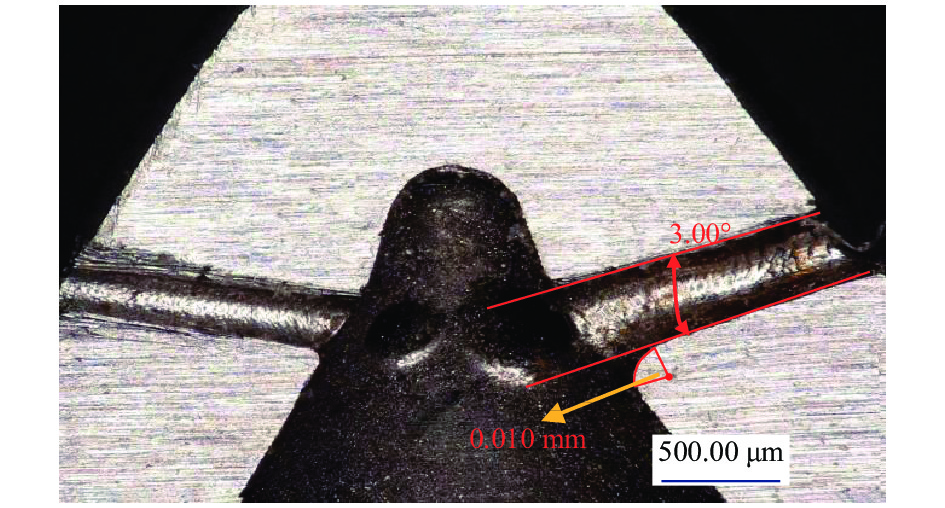
摘要: 喷油嘴喷孔流道入口有一定入口倒角和喷孔锥度,能通过提高喷油嘴的燃油雾化效果来进一步提高发动机的效率。通过软性流体磨料对喷孔流道进行加工,使喷孔流道入口有一定的入口倒角和喷孔锥度。结果表明:在5 MPa、8 MPa的入口压力下,使用平均粒径为5 μm、质量分数为25%的软性磨料加工800 s后,测得喷孔入口倒角曲率半径分别为0.018 mm和0.010 mm,喷孔流道锥度为1°和3°。在不同的入口压力下,通过polyflow软件对软性流体磨料在喷孔流道的流动特性进行了分析,并通过试验进行验证,发现仿真与试验结果误差在允许的范围内,证明了数值分析的可靠性。Abstract: When there is a certain inlet chamfer and nozzle taper at the inlet of the nozzle orifice passage, the efficiency of the engine can be further improved by improving the fuel atomization effect of the nozzle. In this paper, soft fluid abrasive is used to process the orifice channel, so that the orifice channel inlet has a certain inlet chamfer and orifice taper. The test results show that under the inlet pressure of 5 MPa and 8 MPa, the average particle size is 5 μm. After 800 s of processing with 25% soft abrasive, the measured radius of curvature of the orifice inlet chamfer is 0.018 mm and 0.01 mm respectively, and the taper of the orifice channel is 1° and 3°. Under different inlet pressures, this paper analyzes the flow characteristics of soft fluid abrasive in the orifice channel through the polyflow software. At the same time, the error between simulation and test results is found to be within the allowable range, which proves the reliability of numerical analysis.
-
Key words:
- abrasive flow machining /
- nozzle /
- polyflow /
- taper /
- fillet radius
-


图 9 不同入口压力时的喷孔流道压力场
Figure 9. Nozzle runner pressure distribution for different inlet pressures

图 10 不同入口压力时的喷孔流道速度场
Figure 10. Nozzle runner velocity distribution for different inlet pressures
表 1 不同入口压力所得的锥度
Table 1. Taper for different inlet pressures
入口压力 p / MPa 直径差 ΔL / μm 长度 H / μm 锥度 θ /(°) 5 16.83 1 000 0.96 8 54.02 1 000 3.09 10 90.21 1 000 5.17  下载: 导出CSV
下载: 导出CSV
-
[1] 程强, 张振东, 谢乃流, 等. 喷孔结构对多孔GDI喷油器喷雾特性的影响 [J]. 内燃机学报,2014,32(1):45-51. doi: 10.16236/j.cnki.nrjxb.2014.01.009CHENG Qiang, ZHANG Zhendong, XIE Nailiu, et al. Effect of nozzle structure on spray characteristics of porous GDI injector [J]. Transactions of CSICE,2014,32(1):45-51. doi: 10.16236/j.cnki.nrjxb.2014.01.009 [2] 张雪瑶. 微小孔磨粒流抛光工艺数值分析 [J]. 内燃机与配件,2019(21):130-132. doi: 10.3969/j.issn.1674-957X.2019.21.068ZHANG Xueyao. Numerical analysis of millimeter flow polishing process of tiny pores [J]. Internal Combustion Engine and Accessories,2019(21):130-132. doi: 10.3969/j.issn.1674-957X.2019.21.068 [3] GUPTA K, KHAN M A, PATHAK S. Surface morphology investigation of miniature gears manufactured by abrasive water jet machining [J]. International Journal of Surface Science and Engineering,2020,14(2):158-173. doi: 10.1504/IJSURFSE.2020.108227 [4] KARTHIKEYAN S, MOHAN B, KATHIRESAN S. Influence of rotational magnetorheological abrasive flow finishing process on biocompatibility of stainless steel 316L [J]. Journal of Materials Engineering and Performance,2021,30(2):1545-1553. doi: 10.1007/s11665-020-05442-0 [5] 张雪瑶. 喷油器小孔AFM工艺仿真研究 [J]. 内燃机与配件,2021(19):16-17. doi: 10.3969/j.issn.1674-957X.2021.19.006ZHANG Xueyao. Simulation study on AFM process with small holes in injectors [J]. Internal Combustion Engine and Accessories,2021(19):16-17. doi: 10.3969/j.issn.1674-957X.2021.19.006 [6] ZHANG G Z, HAN J. Study on honing mechanism of gear surface using an internal honing wheel based on single-particle abrasive [J]. Key Engineering Materials, 2018,4493:235-244. [7] 计时鸣, 李琛, 谭大鹏, 等. 基于Preston方程的软性磨粒流加工特性 [J]. 机械工程学报,2011,47(17):156-163. doi: 10.3901/JME.2011.17.156JI Shiming, LI Chen, TAN Dapeng, et al. Machining characteristics of soft abrasive flow based on Preston equation [J]. Journal of Mechanical Engineering,2011,47(17):156-163. doi: 10.3901/JME.2011.17.156 [8] 张宇超, 董志国. 超声振动辅助软性磨料流喷孔光整加工研究 [J]. 组合机床与自动化加工技术,2021(7):165-169. doi: 10.13462/j.cnki.mmtamt.2021.07.038ZHANG Yuchao, DONG Zhiguo. Research on ultrasonic vibration-assisted soft abrasive flow nozzle finishing [J]. Combined Machine Tool and Automated Machining Technology,2021(7):165-169. doi: 10.13462/j.cnki.mmtamt.2021.07.038 [9] 王鹏里, 董志国, 轧刚, 等. 基于软性磨料流的Preston方程 kp 参数的修正与测定 [J]. 科学技术与工程,2018,18(2):232-236. doi: 10.3969/j.issn.1671-1815.2018.02.035WANG Pengli, DONG Zhiguo, YA Gang, et al. Correction and determination of kp parameters of preston equation based on soft abrasive flow [J]. Science Technology and Engineering,2018,18(2):232-236. doi: 10.3969/j.issn.1671-1815.2018.02.035 [10] 段泽斌, 轧刚, 董志国, 等. 可控倒锥角微孔磨料流加工成形研究 [J]. 机械设计与制造,2018(3):116-119. doi: 10.3969/j.issn.1001-3997.2018.03.035DUAN Zebin, YA Gang, DONG Zhiguo, et al. Study on flow processing forming of microporous abrasive with controllable chamfer angle [J]. Mechanical Design and Manufacturing,2018(3):116-119. doi: 10.3969/j.issn.1001-3997.2018.03.035 -






 点击查看大图
点击查看大图
图(15) / 表(1)
计量
- 文章访问数: 381
- HTML全文浏览量: 192
- PDF下载量: 34
- 被引次数: 0
 邮件订阅
邮件订阅 RSS
RSS
