CN 41-1243/TG
ISSN 1006-852X
EN
高级检索+
首页
期刊简介
编委会
编委会
编委会章程
青年编委会章程
在线投稿
期刊在线
最新录用
过刊浏览
当期目录
下载排行
浏览排行
引用排行
高级检索
期刊动态
学术日历
2023
2024
2025
出版伦理
常见问题
联系我们
所有
标题
作者
关键词
摘要
Doi
栏目
作者地址
基金
中图分类号
首页
期刊简介
编委会
编委会
编委会章程
青年编委会章程
在线投稿
期刊在线
最新录用
过刊浏览
当期目录
下载排行
浏览排行
引用排行
高级检索
期刊动态
学术日历
2023
2024
2025
出版伦理
常见问题
联系我们
留言板
尊敬的读者、作者、审稿人, 关于本刊的投稿、审稿、编辑和出版的任何问题, 您可以本页添加留言。我们将尽快给您答复。谢谢您的支持!
姓名
邮箱
手机号码
标题
留言内容
验证码
2024年 第44卷 第6期
上一期
|
下一期
选择全部
显示方式:
铌酸锂晶体超精密加工技术研究进展
田业冰
,
魏成伟
,
宋晓梅
,
钱乘
2024, 44(6): 695-724.
doi:
10.13394/j.cnki.jgszz.2024.0011
摘要
(
1638
)
HTML
(
677
)
PDF 22587KB
(
173
)
施引文献
(
)
摘要:
铌酸锂(LiNbO
3
)晶体光电特性优异,是制造光学调制器、频率倍增器、滤波器等光电子器件的首选材料,在5G无线通信、微纳/集成光子学和人工智能等前沿领域具有巨大应用价值。然而,铌酸锂晶体硬度低、脆性大、各向异性强,大尺寸高品质晶体的制备方法及其高效高质低/无损伤的超精密加工技术是实现铌酸锂晶体器件广泛应用的重要瓶颈。本文主要介绍超精密加工铌酸锂晶体过程中表面/亚表面损伤的产生机理与演变规律,以及减薄、研磨、抛光、超构表面制备等方面的研究进展。分析铌酸锂加工过程中易出现划痕、裂纹和磨料嵌入的原因,以及目前常用铌酸锂晶体超精密加工方法的特点及局限性,提出未来实现大尺寸铌酸锂高效率高表面质量加工的新技术。研究表明:离子切片和磨削能有效实现铌酸锂晶体减薄,研磨和化学机械抛光是常用的铌酸锂晶体表面超精密加工技术,刻蚀、激光烧蚀、聚焦离子束等技术是制备高质量铌酸锂超构表面的微纳加工技术。同时,高剪低压磨削、磁性剪切增稠抛光等新技术在实现铌酸锂晶体表面高效高质加工方面具有极大潜力,但铌酸锂晶体材料去除机理、弹-塑-脆加工临界条件和表面质量控制等问题还亟待系统研究。
Ti
3
AlC
2
含量对聚晶金刚石性能的影响
张群飞
,
肖长江
,
汤黎辉
,
郑皓宇
,
栗正新
2024, 44(6): 725-732.
doi:
10.13394/j.cnki.jgszz.2023.0234
摘要
(
659
)
HTML
(
373
)
PDF 2521KB
(
23
)
施引文献
(
)
摘要:
结合剂的类型和含量对聚晶金刚石的性能有很大的影响。以5 μm金刚石为原材料,选用MAX相中的Ti
3
AlC
2
为结合剂,在5.5 GPa、
1500
℃下制备不同Ti
3
AlC
2
含量的聚晶金刚石,分析了Ti
3
AlC
2
的含量对聚晶金刚石的物相、显微结构及力学性能的影响。结果表明:Ti
3
AlC
2
在高温高压下会完全分解形成TiC和Al-Ti合金,并与金刚石反应生成Al
4
C
3
和TiC等物相,且TiC和Al
4
C
3
均匀分布在金刚石颗粒间并与金刚石紧密黏结在一起,从而提升聚晶金刚石的力学性能。当Ti
3
AlC
2
质量分数为20%时,聚晶金刚石的相对密度、维氏硬度和磨耗比均达到最大值,分别为99.3%、54.0 GPa和
5733.3
;当Ti
3
AlC
2
质量分数为25%时,聚晶金刚石的断裂韧性达到最大值5.23 MPa·m
1/2
。
基于小位移旋量理论的六面顶压机顶锤对中精度分析
王良文
,
董巳洁
,
司亮
,
汪曙光
,
谢贵重
,
杜文辽
,
李轲
,
鲁海霞
2024, 44(6): 733-743.
doi:
10.13394/j.cnki.jgszz.2023.0202
摘要
(
640
)
HTML
(
365
)
PDF 2170KB
(
27
)
施引文献
(
)
摘要:
为了提升金刚石合成装备六面顶压机顶锤的对中精度,开展六面顶压机铰链梁的工作腔体装配误差分析。首先,基于小位移旋量(small displacement torsor,SDT)理论,建立要素采用不同公差原则时的金刚石压机铰链梁装配公差模型;其次,利用空间矢量表示三维尺寸链,基于空间矢量环叠加原理推导出表示铰链梁活塞顶锤运动位姿的封闭环尺寸及其变动计算模型,进而得到其底、左、上顶锤中心轴线与各自顶锤外端面交点可能的误差范围;最后,比较三维公差分析得到的单个铰链梁活塞顶锤位姿累积闭环误差
FR
与一维尺寸链分析得到的类似误差
X
。结果表明:由于
FR
的组成环要多于
X
的组成环,其结果更能准确地表示铰链梁系统的误差传递结果,且
FR
[−1.005, 1.005]表示的误差范围要大于
X
[−1.000, 0.780]表示的误差范围,验证了该方法对装配公差分析的优越性和准确性。同时,通过筛选试验设计(Plackett-Burman design,PBD)筛选出对单个铰链梁活塞顶锤位姿封闭环影响较显著的变量,为合理分配压机铰链梁的加工精度提供了理论基础,有利于保障金刚石压机顶锤的对中精度,合理分配压机铰链梁相关结构配合公差及各部件的容差,并优化设备的加工成本。
聚晶金刚石层厚度与复合片直径对PDC残余热应力的影响
杨添添
,
黄凯
2024, 44(6): 744-751.
doi:
10.13394/j.cnki.jgszz.2023.0201
摘要
(
797
)
HTML
(
453
)
PDF 2256KB
(
61
)
施引文献
(
)
摘要:
残余热应力是导致聚晶金刚石复合片(PDC)失效的原因之一。为提升PDC在实际使用过程中的性能,并为PDC的设计提供模拟计算依据,利用ANSYS建立PDC的参数模型,通过“热-结构”耦合法计算PDC的残余热应力值,分析PCD层和硬质合金层的厚度比及PDC直径对残余热应力分布特征的影响规律。结果表明:当PDC直径为16 mm、总厚度为13 mm时,其PCD层和硬质合金层的最佳厚度比为0.180;当PCD层厚度为2.0 mm时,PDC最佳直径值为18 mm;当PCD层厚度为3.0 mm时,应根据实际使用情况确定PDC最佳直径值。
SiC晶片减薄用金属间化合物黏结剂金刚石砂轮制备及性能
陈帅鹏
,
何珂桥
,
康希越
,
贺跃辉
,
陈豫章
2024, 44(6): 752-760.
doi:
10.13394/j.cnki.jgszz.2023.0250
摘要
(
1548
)
HTML
(
613
)
PDF 3563KB
(
86
)
施引文献
(
)
摘要:
与Si基材料相比,SiC因其导热性好、击穿电场强度高和禁带宽度大等特性成为芯片制造的理想基底材料。但SiC晶片莫氏硬度高达9.5,磨削困难。实现SiC晶片的减薄加工,降低加工成本,提高SiC晶片的加工质量,成为半导体行业亟待解决的问题。采用Cu
3
Sn和Cu
6
Sn
5
金属间化合物为黏结剂,制备面向SiC晶片粗磨和精磨减薄的金刚石砂轮。结果表明:金刚石砂轮能够适用于SiC晶片的减薄加工,制备的M5/10金刚石粗磨砂轮减薄6英寸(15.24 cm)SiC晶片的磨耗比达1.0∶5.0,SiC晶片表面粗糙度为0.011 µm;制备的M1/2金刚石精磨砂轮减薄同种SiC晶片,其磨耗比为1.0∶0.6,SiC晶片表面粗糙度达2.076 nm,总厚度变化
R
TTV
< 3.00 µm。金刚石砂轮的减薄效果良好,可满足工业生产需要。
陶瓷结合剂中各组分含量对其性能的影响
陈棋
,
王春华
,
栗正新
,
张霖
,
张国威
,
周少杰
,
夏学峰
,
邵俊永
2024, 44(6): 761-768.
doi:
10.13394/j.cnki.jgszz.2023.0126
摘要
(
867
)
HTML
(
421
)
PDF 2052KB
(
43
)
施引文献
(
)
摘要:
为探究R
2
O-Al
2
O
3
-B
2
O
3
-SiO
2
体系结合剂中各组分含量变化对其性能的影响,通过改变结合剂中Al
2
O
3
、B
2
O
3
和SiO
2
的含量,对各组结合剂的耐火度、流动性、热膨胀系数、抗折强度以及显微硬度进行测定。结果表明:当Al
2
O
3
和SiO
2
的质量分数分别达到最大25%和65%时,结合剂的耐火度最大,可达815 ℃;当B
2
O
3
的质量分数达到最大30%、Al
2
O
3
的质量分数达到最小10%时,结合剂的耐火度最小,为744 ℃;不同配方结合剂的流动性均为95%~135%;结合剂的热膨胀系数和抗折强度都会根据
n
(Al
2
O
3
+ B
2
O
3
) /
n
(Na
2
O)的变化表现出不同的变化;各组分对结合剂显微硬度提高的影响为SiO
2
> B
2
O
3
>Al
2
O
3
。
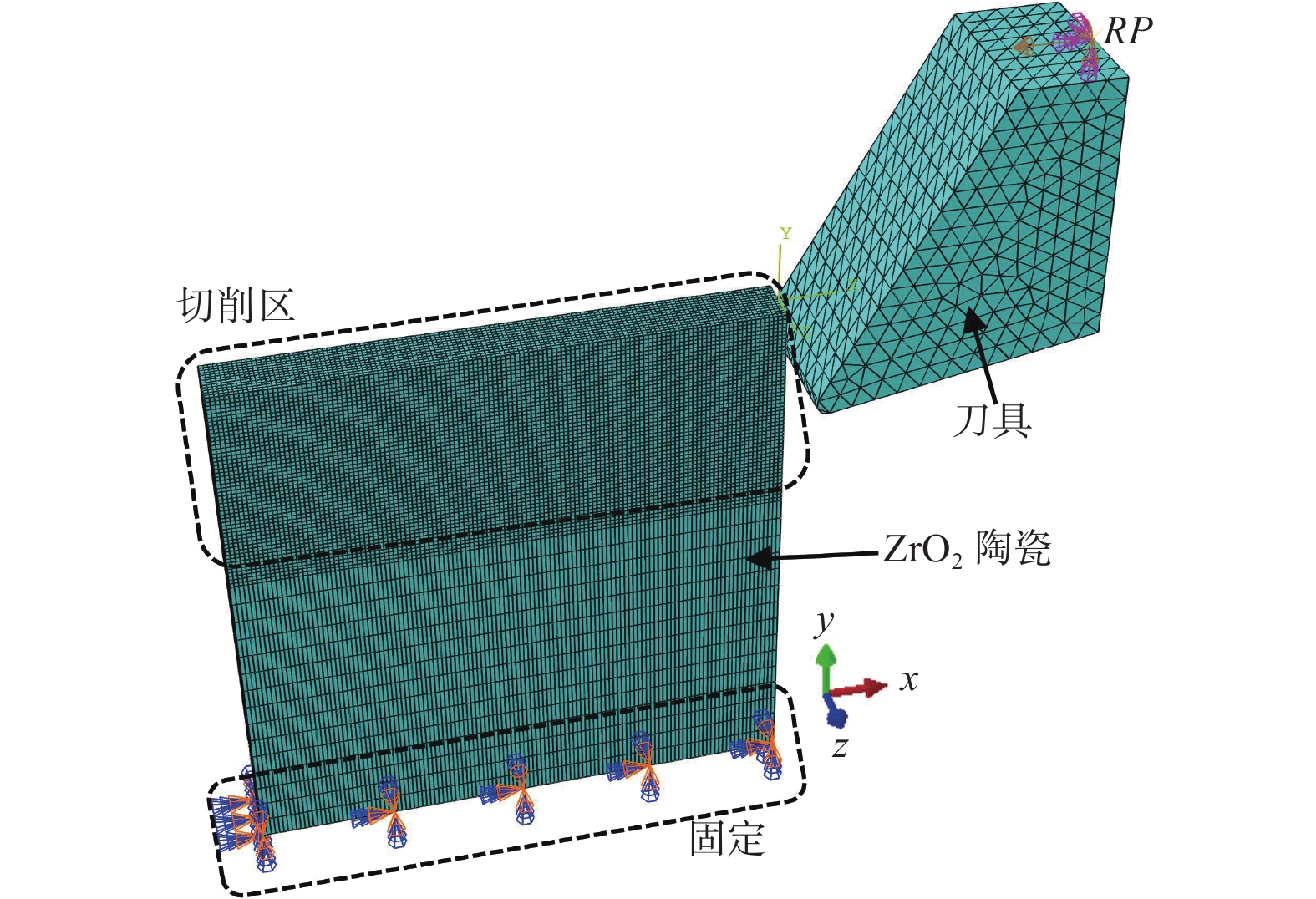
切削参数对ZrO
2
陶瓷切削过程影响的数值模拟
吕世聪
,
刘寅
,
孙兴伟
,
董祉序
,
杨赫然
,
张维锋
2024, 44(6): 769-780.
doi:
10.13394/j.cnki.jgszz.2023.0188
摘要
(
977
)
HTML
(
500
)
PDF 5117KB
(
28
)
施引文献
(
)
摘要:
采用有限元仿真方法对ZrO
2
陶瓷工件进行三维切削过程的数值模拟,探讨工件材料切削过程中切屑去除机理、应力动态变化与分布规律以及切削力的演变规律等。结果表明:切削过程中刀具的硬接触行为显著影响材料去除,导致切屑崩落、材料开裂和裂纹扩展等失效形式出现。在切削深度分别为200和250 μm时,工件末端边缘出现大量裂纹,并朝垂直切削方向扩展,导致工件边缘出现大尺寸碎裂。增大切削速度可引起应力和切削力的上下波动,但在整体上没有明显变化。刀具刃圆半径影响切入初期裂纹的形成,随着刃圆半径增大,刀具前端的裂纹长度逐渐缩短,但其对切削力的影响不明显。负的刀具前角切削不会使工件内部产生裂纹,可获得较好的加工质量;此外,在刀具前角为0°时,其最大切削力最大,但随着刀具前角增加,其平均切削力变化不明显。
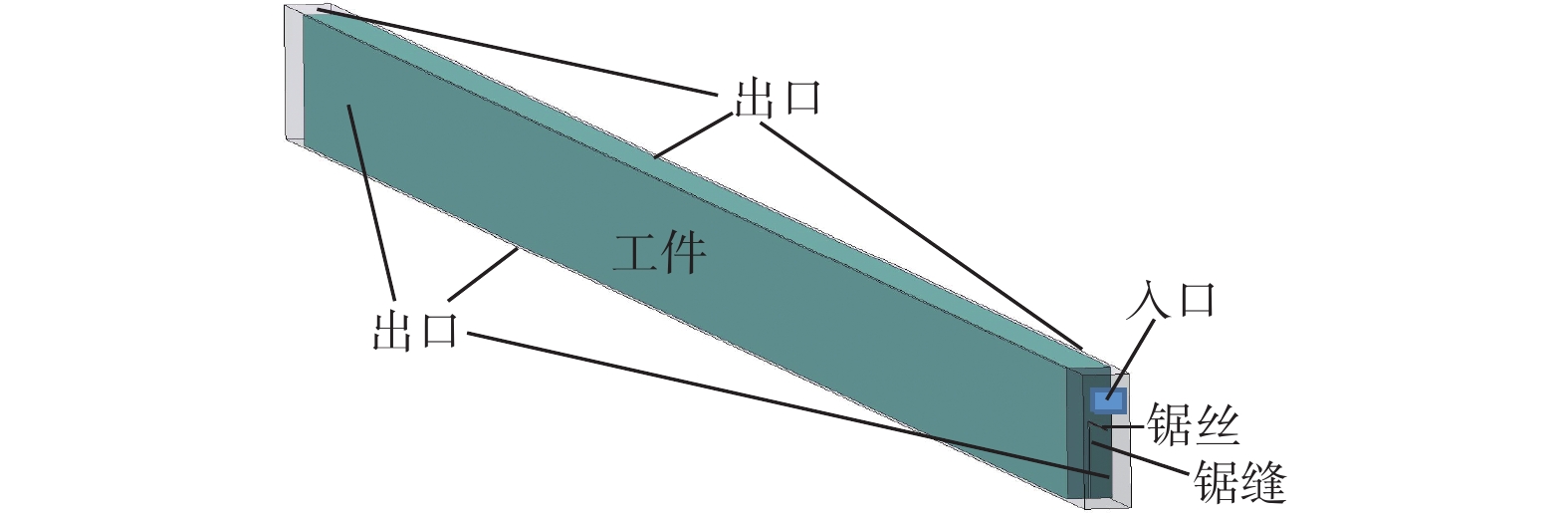
细径金刚石线锯锯缝内切削液流场仿真研究
陈佳虎
,
葛培琪
2024, 44(6): 781-788.
doi:
10.13394/j.cnki.jgszz.2023.0235
摘要
(
1234
)
HTML
(
691
)
PDF 2173KB
(
57
)
施引文献
(
)
摘要:
随着工件大尺寸化及锯丝细线化,锯切加工过程中的锯缝越来越深且窄,切削液在锯切过程中无法充分发挥作用,对切片质量影响较大。基于计算流体力学(computational fluid dynamics,CFD)数值模拟,通过建立CFD锯缝模型,对金刚石线锯锯切加工材料时锯缝内切削液流场进行分析研究。仿真分析发现:在小尺寸锯缝内,随着走丝速度增大至25 m/s,切削液更能充分进入锯缝,在锯丝与工件接触区域及非接触区域充满液体后,接触区域流体压力在
0.1790
MPa左右,非接触区域流体压力在
0.1590
MPa左右;切削液黏度和表面张力在一定范围内的降低,有利于保证锯缝内切削液的相对饱和与稳定,同时可以使锯缝内切削液压力分布更为稳定。
PDC磨损齿切削破岩数值模拟研究
蔡茂盛
,
王红波
,
张春江
,
李赛
,
程书婷
2024, 44(6): 789-797.
doi:
10.13394/j.cnki.jgszz.2023.0258
摘要
(
987
)
HTML
(
577
)
PDF 2815KB
(
28
)
施引文献
(
)
摘要:
现有文献针对切削齿的数值模拟研究较少考虑磨损高度对切削齿温度、切削载荷的影响,然而聚晶金刚石复合片(PDC)切削齿磨损后受力恶化、热磨损加剧会导致其快速失效。为探讨这一问题,基于弹塑性力学和岩石力学,以Drucker-Prager准则为岩石的本构模型建立磨损齿的三维动态旋切仿真模型,运用数值模拟的方法分析在不同磨损高度、切削深度、前倾角的条件下切削齿的受力状态以及温升幅度。结果表明:与未磨损齿相比,磨损齿的切削载荷随磨损高度的增加而变大,且切削齿(直径13.4 mm、总高8 mm)磨损高度为1.5 mm时达到最大;切削齿磨损越严重,吃入到同一深度所需的力越大;前倾角增加,导致切削载荷也会变大。因此磨损齿在切削钻进过程中,磨损高度越高、前倾角越大,切削齿的失效风险越高;随着切削齿磨损高度增加,切削齿温升显著增加,在模拟条件下可提高54%~103%。
低温喷雾冷却下骨组织磨削温度和磨削力的实验研究
张丽慧
,
谢硕
,
罗明发
,
王旭东
,
杨会闯
2024, 44(6): 798-806.
doi:
10.13394/j.cnki.jgszz.2023.0238
摘要
(
792
)
HTML
(
396
)
PDF 3708KB
(
21
)
施引文献
(
)
摘要:
为提高骨磨削手术的安全性,提出采用低温喷雾冷却对骨磨削过程进行热控制。搭建可三维运动的骨磨削实验平台,采用直径为4 mm的医用金刚石球状磨头以20 000 r/min高转速在骨表面磨削加工。 磨具前、后进给方式下磨削力值相近,当磨削深度为0.5 mm时磨削平均功率约为1.75 W。为降低磨削热引起的热损伤影响,将低温生理盐水喷雾(13 ℃,400 mL/h)输送到磨削区,并考察喷雾射流方向和磨头进给方向对磨削温度的共同影响。研究结果表明:低温喷雾冷却能使骨磨削温升低于4.0 ℃,低于神经组织热损伤温升阈值6.0 ℃,但喷雾的射流方向对温度场有较大的影响。当喷嘴位于磨具上方时,有利于向后进给;位于磨具前方时,有利于向前进给;位于磨具侧面时,对进给方向的影响较小。
固结树脂金刚石工具抛光钛合金叶片叶缘工艺
张万一
,
徐成宇
,
季冬锋
,
张天鸿
,
朱永伟
,
秦凤鸣
2024, 44(6): 807-815.
doi:
10.13394/j.cnki.jgszz.2023.0272
摘要
(
926
)
HTML
(
504
)
PDF 3171KB
(
18
)
施引文献
(
)
摘要:
叶缘作为航空发动机叶片的关键部位,其加工精度直接影响叶片的气动性能,降低叶缘表面粗糙度和轮廓度对延长发动机服役寿命至关重要。为此,设计并开发了固结树脂金刚石弹性抛光轮,基于机器人平台研究钛合金叶片叶缘的抛光工艺。采用正交试验法探索主轴转速、进给速度、加工压力、磨料粒径4个主要工艺参数对叶缘表面粗糙度及轮廓度的影响规律。试验确定的最佳工艺参数组合是:主轴转速为800 r/min,进给速度为6 mm/min,加工压力为4 N,磨料粒径为10~14 μm。在此最佳参数组合下,钛合金叶片叶缘抛光的综合效果较好,其表面形貌得到改善,面型精度提高,表面粗糙度由初始的1.165 μm降为0.213 μm ,轮廓度由初始的0.048 mm降为0.016 mm,可满足使用要求。
光学玻璃CMP用LaCePr抛光液制备及其组织和性能
张全鑫
,
李虎平
,
史俊龙
,
宿爱
,
陈贵青
,
谢浩
,
金玉培
,
胡广寿
2024, 44(6): 816-824.
doi:
10.13394/j.cnki.jgszz.2023.0225
摘要
(
708
)
HTML
(
681
)
PDF 3487KB
(
28
)
施引文献
(
)
摘要:
以包头混合型稀土矿经浓硫酸强化焙烧、水浸、中和除杂、P
507
萃取转型分级的产物为原料配制LaCePr氯化液,以碳酸氢铵和氨水的混合液为沉淀剂,氢氟酸为氟化剂,聚丙烯酸钠、六偏磷酸钠、氢氧化钠等为添加助剂,通过并流沉淀、氟化、高温焙烧、引入助剂、调浆湿法球磨等工序成功制备LaCePr稀土CMP抛光液。借助扫描电子显微镜(SEM)、透射电子显微镜(TEM)、X-Ray衍射仪(XRD)、平面精密研磨抛光机及光学3D表面轮廓仪对制备的抛光液性能进行表征。结果表明:La、Pr和F元素均以溶质原子固溶的方式进入CeO
2
晶格中,LaCePr抛光液风干后样品中的立方萤石结构CeO
2
、四方结构LaOF、面心立方Pr
6
O
11
起协同CMP作用。累积抛光H-K9L光学玻璃片120 min后,其最大抛蚀速率可达219.7 nm/min,表面粗糙度
S
a
由抛光前的1.123 nm降至抛光后的0.668 nm。相同条件下用于对比测试的LaCe抛光液的最大抛蚀速率仅为199.9 nm/min,且抛光后的表面粗糙度
S
a
降至0.659 nm。因此,制备的LaCePr CMP抛光液综合性能较优。
金刚石纳米流体重力热管换热性能试验研究
杨勇
,
陈佳佳
,
刘松炎
,
袁冬冬
,
仝子杰
2024, 44(6): 825-833.
doi:
10.13394/j.cnki.jgszz.2023.0257
摘要
(
626
)
HTML
(
402
)
PDF 2474KB
(
14
)
施引文献
(
)
摘要:
热管是通过工质在管内的气液相态变化实现热量高效传递的换热元件,其中重力热管具有结构简单、工作稳定、成本低廉等优势,被广泛应用于工业生产的各个换热场合,尤其在节能、新能源的开发和利用方面发挥了显著的作用。本文中基于金刚石纳米流体开展重力热管的换热特性研究,探索特定条件下重力热管的最优工作参数。研究不同的纳米颗粒质量分数(0.5%~2.0%)、充液率(8%~26%)、纳米颗粒粒径(20和50 nm)、电源加热功率(3~18 W)和有无吸液芯等对金刚石纳米流体重力热管换热性能的影响,结果表明:当纳米颗粒质量分数为2.0%时,重力热管换热性能最佳,总热阻相比最大值降低28.4%~64.7%;当充液率为14%时,换热性能最好,总热阻相比最大值降低6.1%~8.5%;当选用粒径为50 nm的金刚石纳米流体时,重力热管换热性能整体优于20 nm的;当电源加热功率提高时,换热性能随之提升;当选用吸液芯重力热管时,其换热性能整体优于无吸液芯重力热管的换热性能。
新闻公告
更多>
矢志创新发展 建设科技强国
中国科协等21部门联合组织开展2024年全国科普日活动
关于公开竞聘2024—2025年度期刊副主编的通知
2024年高性能工具国重实验室公众开放日
会议通知
更多>
会议征文(第二轮通知) | 第二十三届中国磨粒技术学术会议CCAT 2025
第二轮(征文)通知
行业活动 | 2024金刚石产业大会
11月7日—11日
郑州
学术会议 | 中国刀协切削先进技术研究分会2024年华东区学术年会
11月15日—17日
黄山
学术会议 | 第十八届中日超精密加工国际会议
11月7日—9日
无锡
友情链接
更多>
×
Close
导出文件
文件类别
RIS(可直接使用Endnote编辑器进行编辑)
Bib(可直接使用Latex编辑器进行编辑)
Txt
引用内容
引文——仅导出文章的Citation信息
引文和摘要——导出文章的Citation信息和文章摘要信息
×
Close
引用参考文献格式


 摘要
摘要 HTML
HTML PDF 22587KB
PDF 22587KB 施引文献
施引文献













































































































































































 第二轮(征文)通知
第二轮(征文)通知






 邮件订阅
邮件订阅 RSS
RSS