摘要:
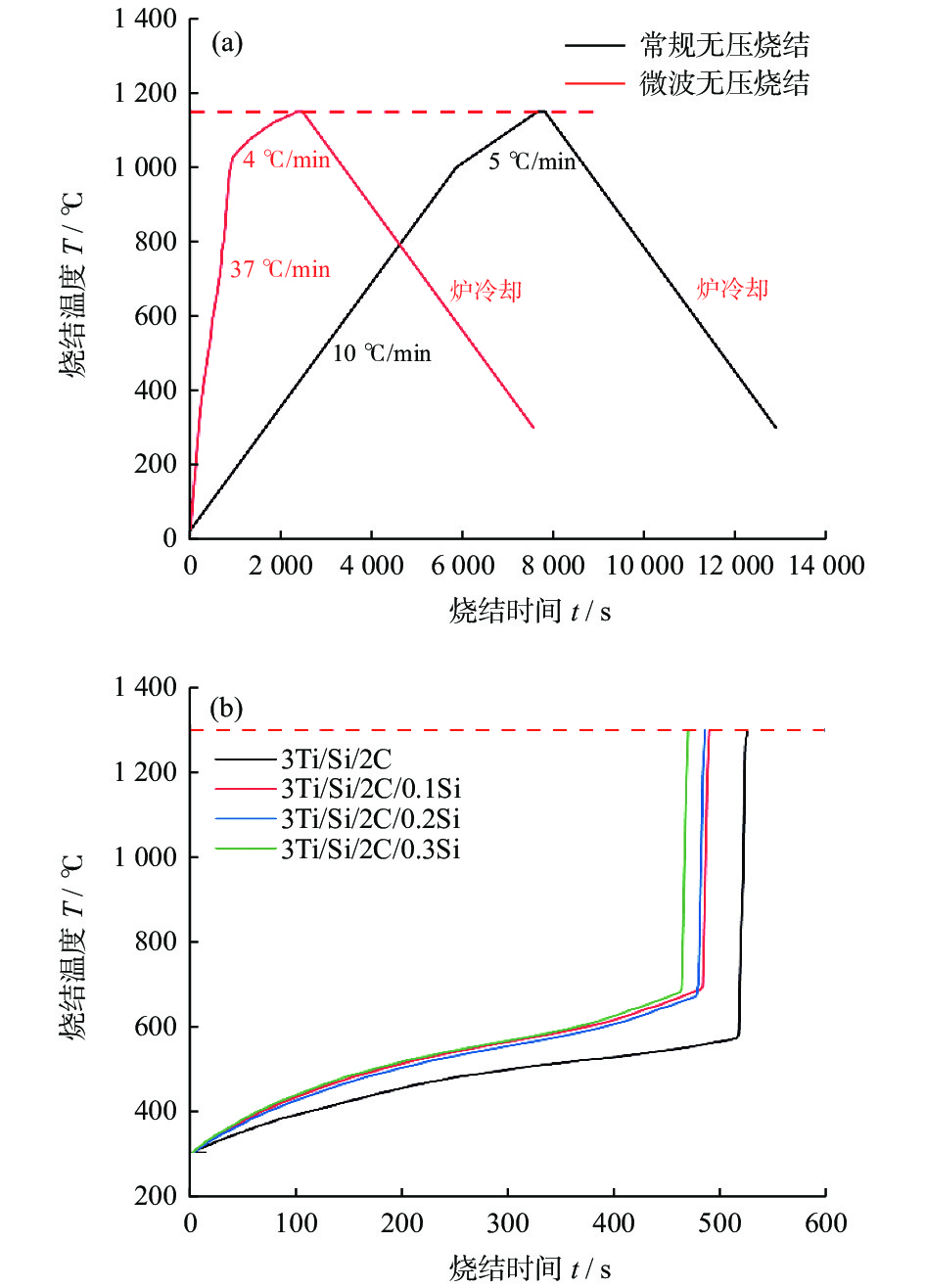
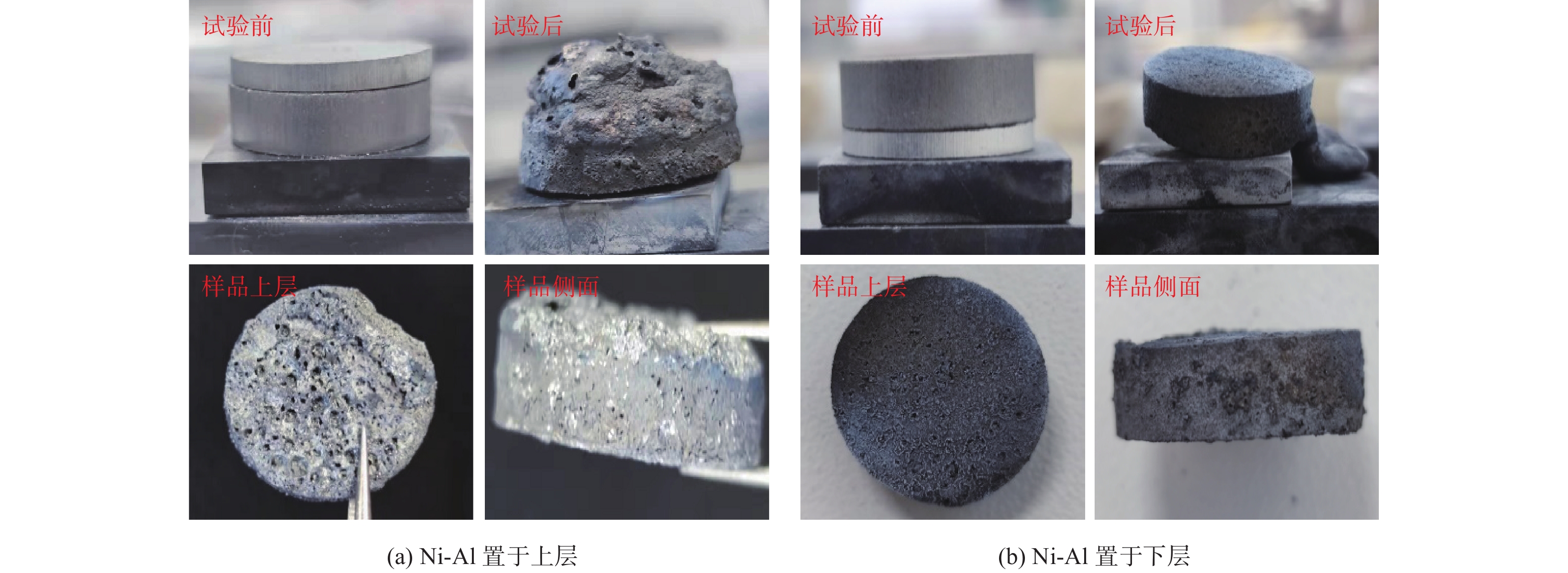
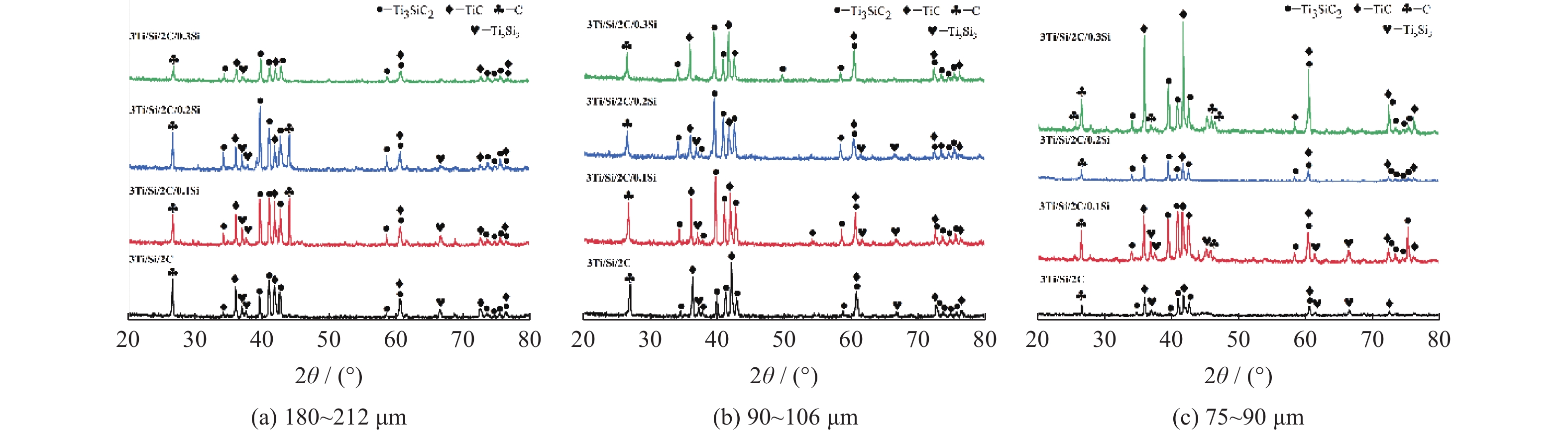
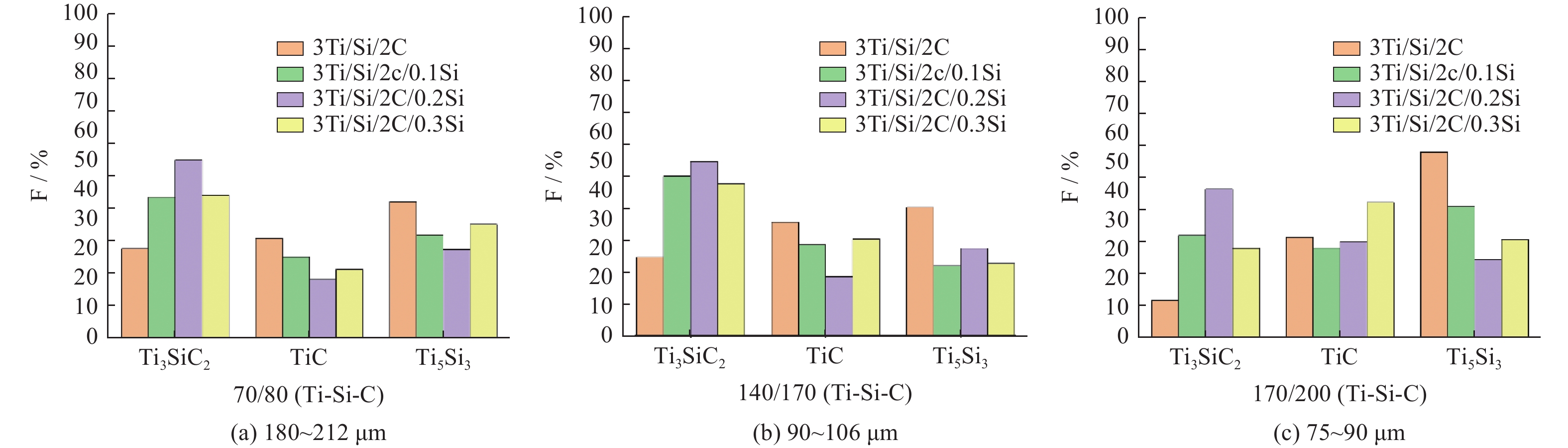
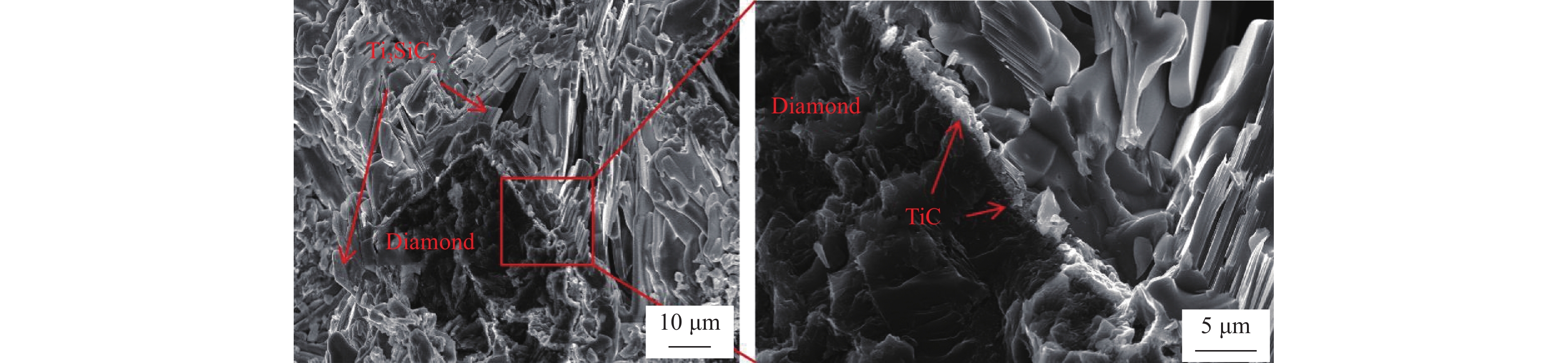
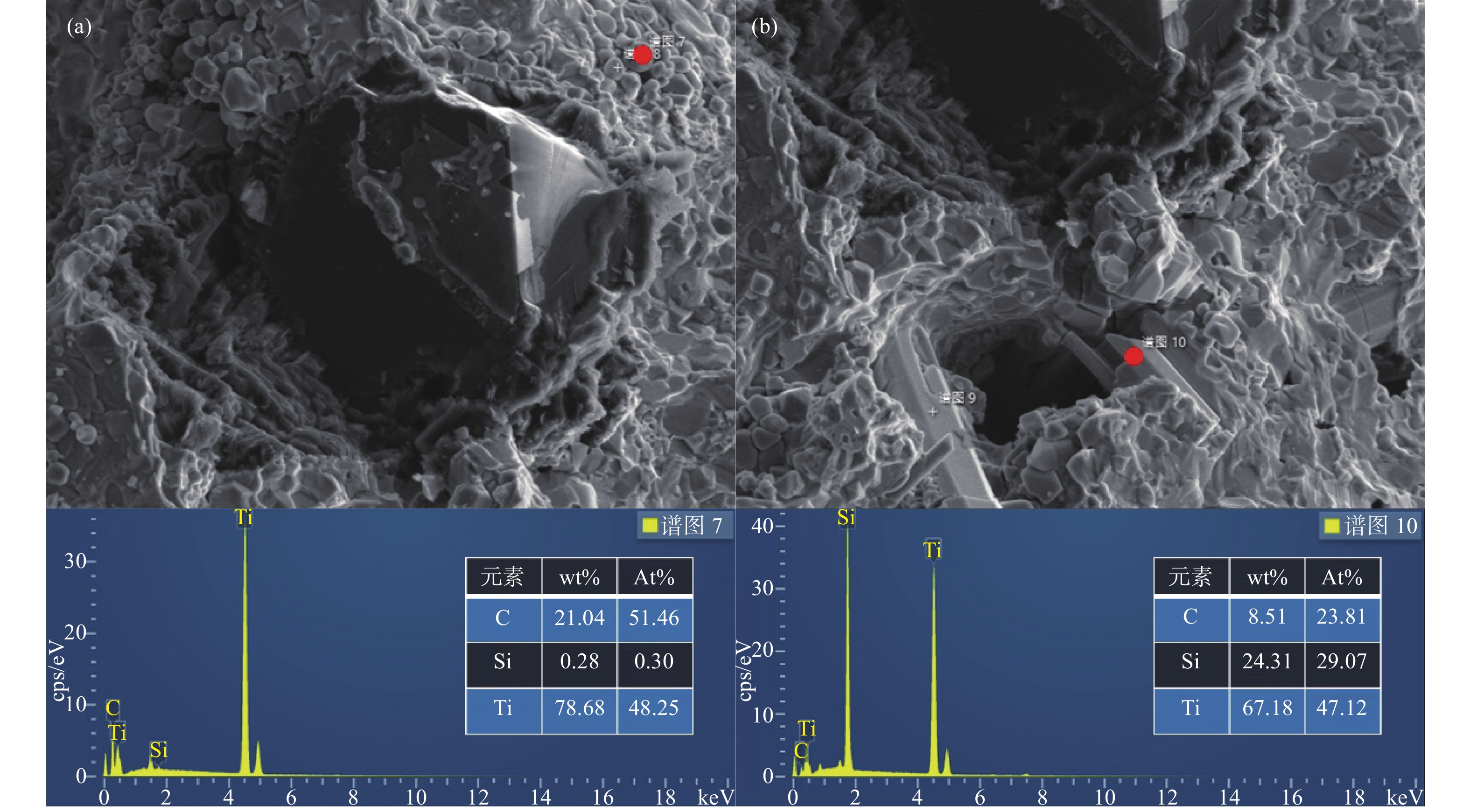
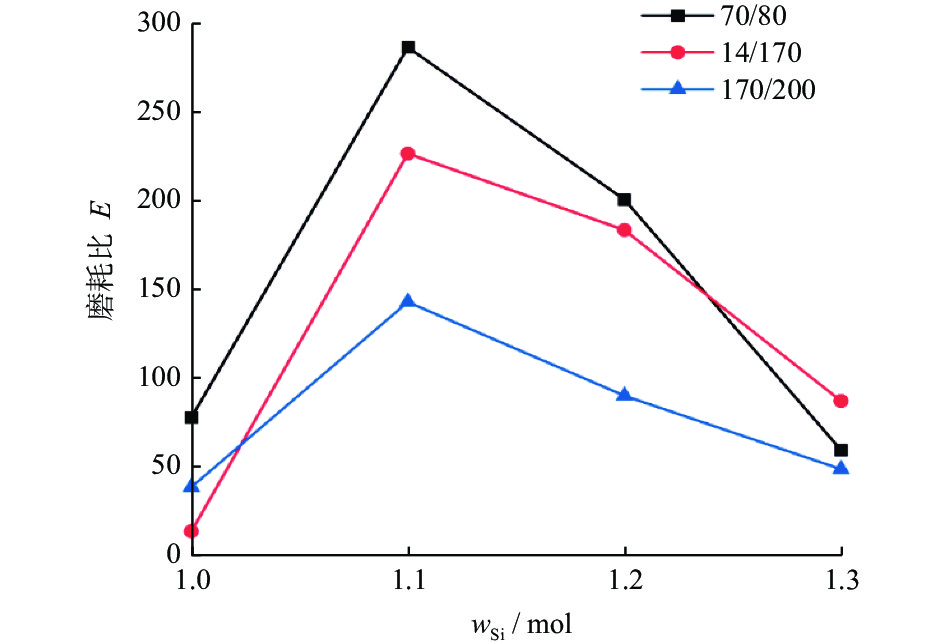
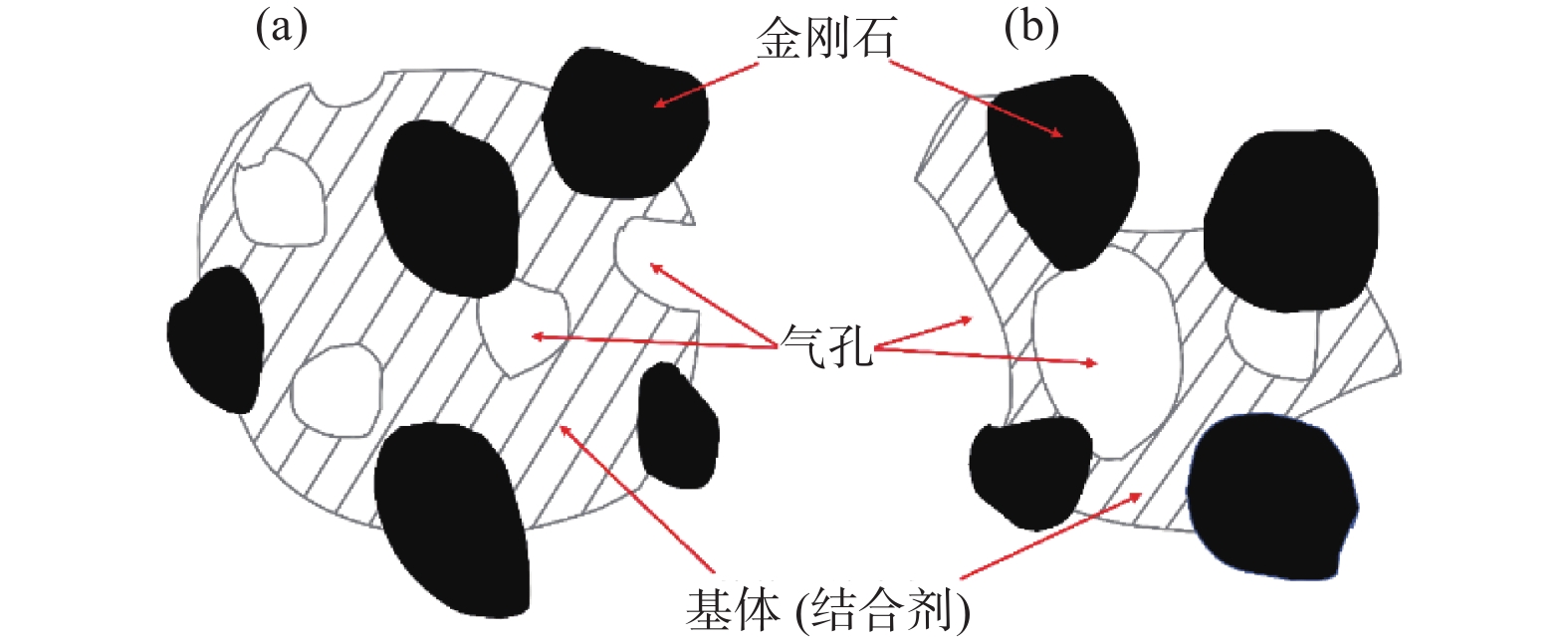
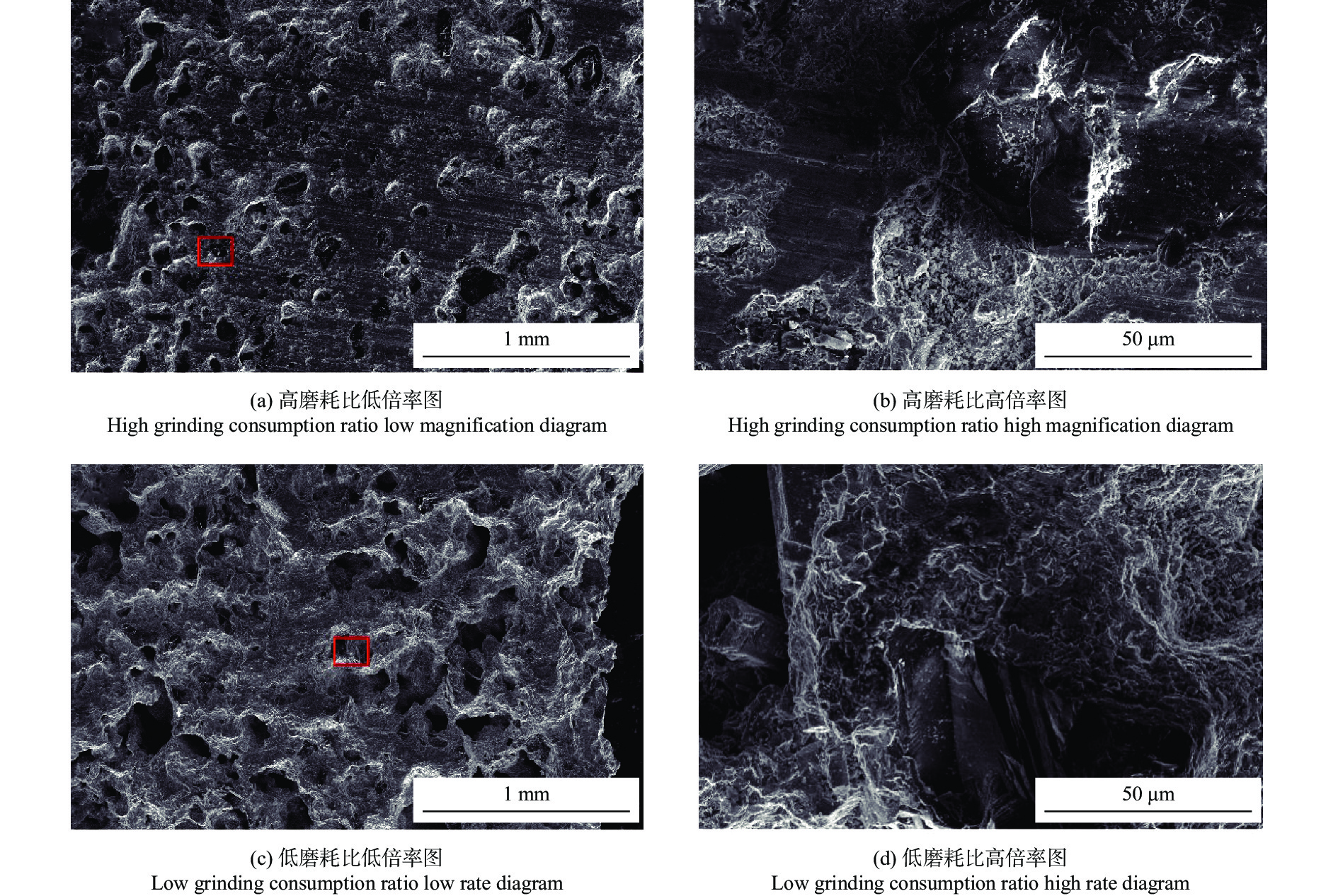
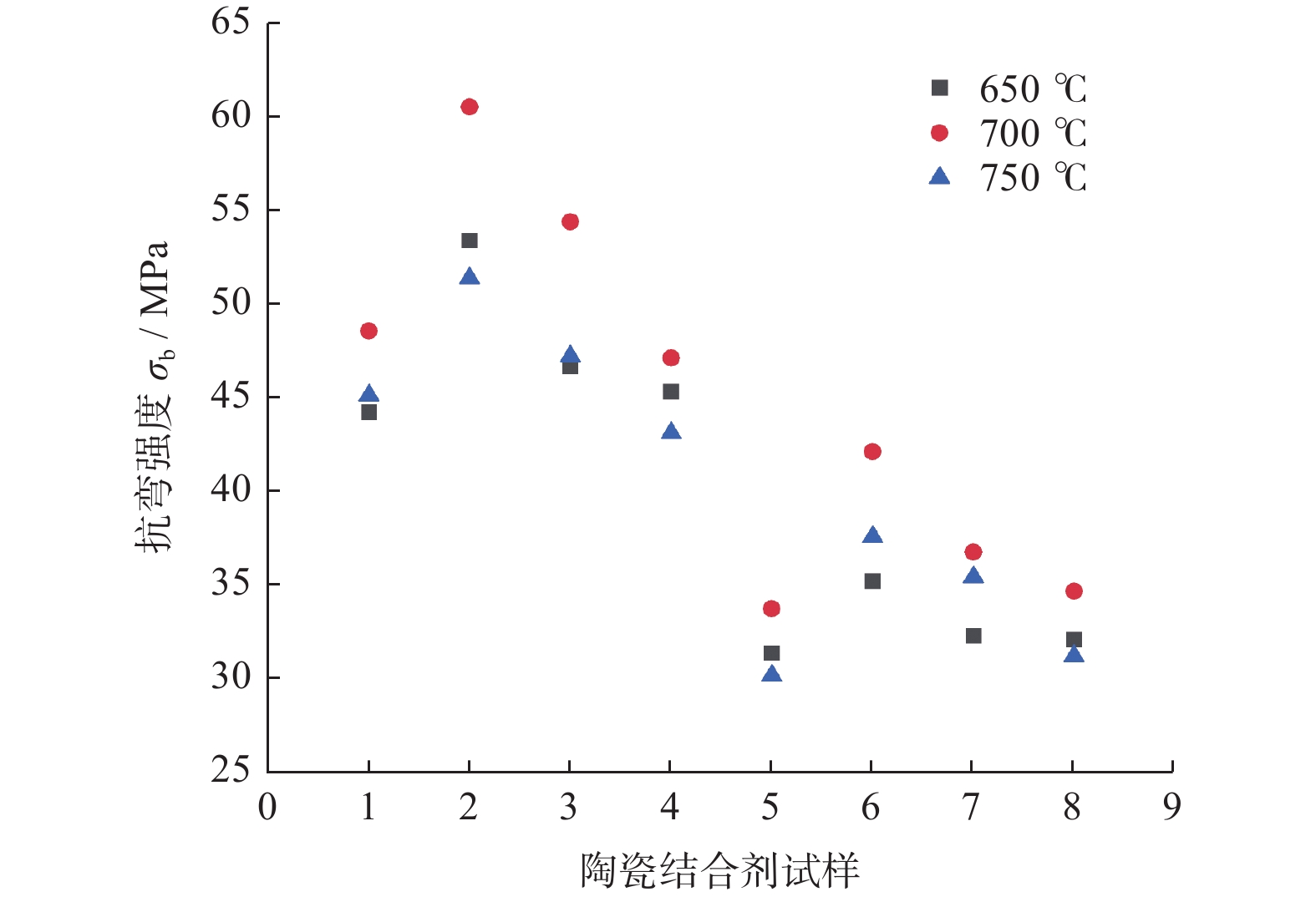
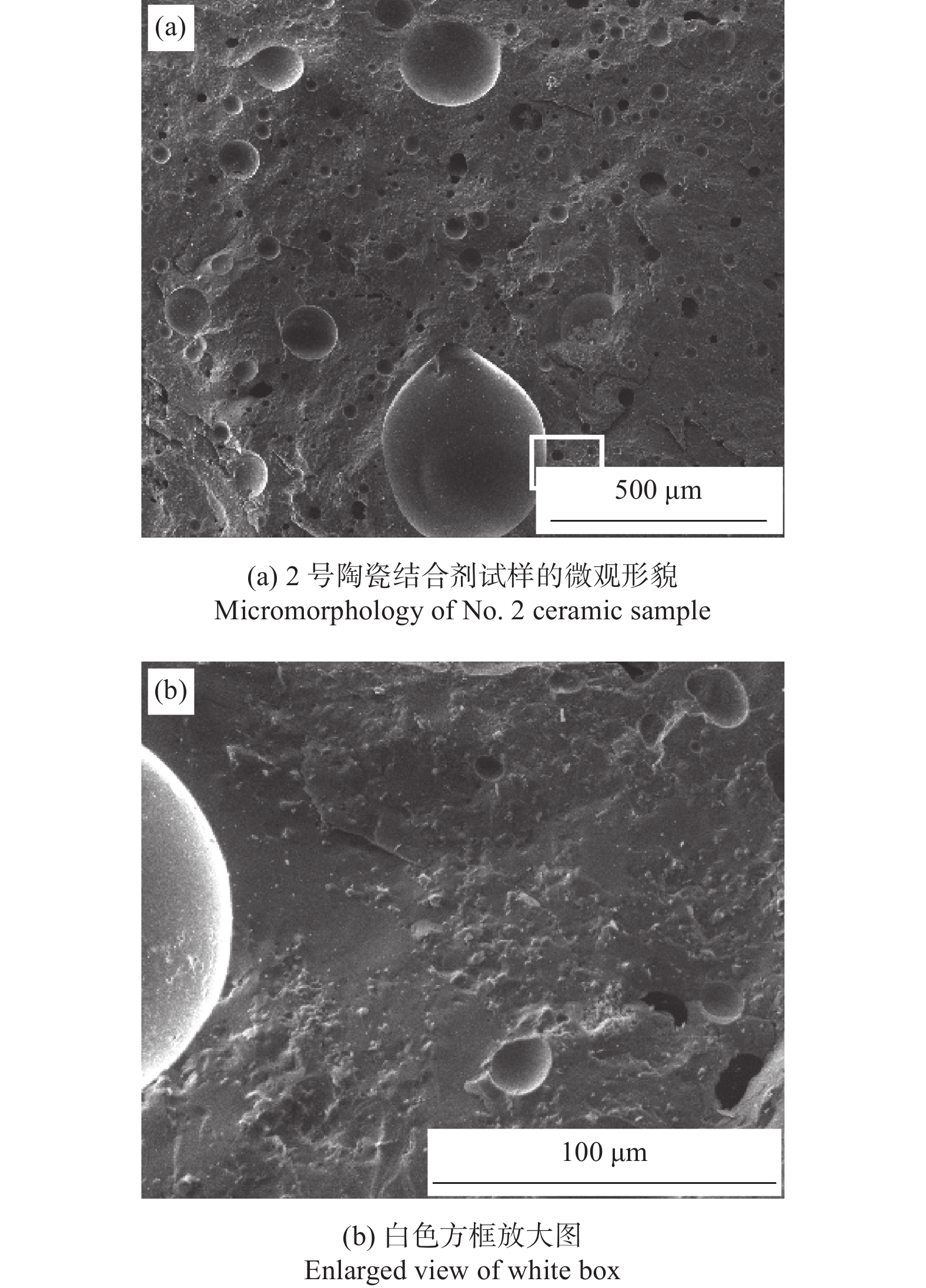
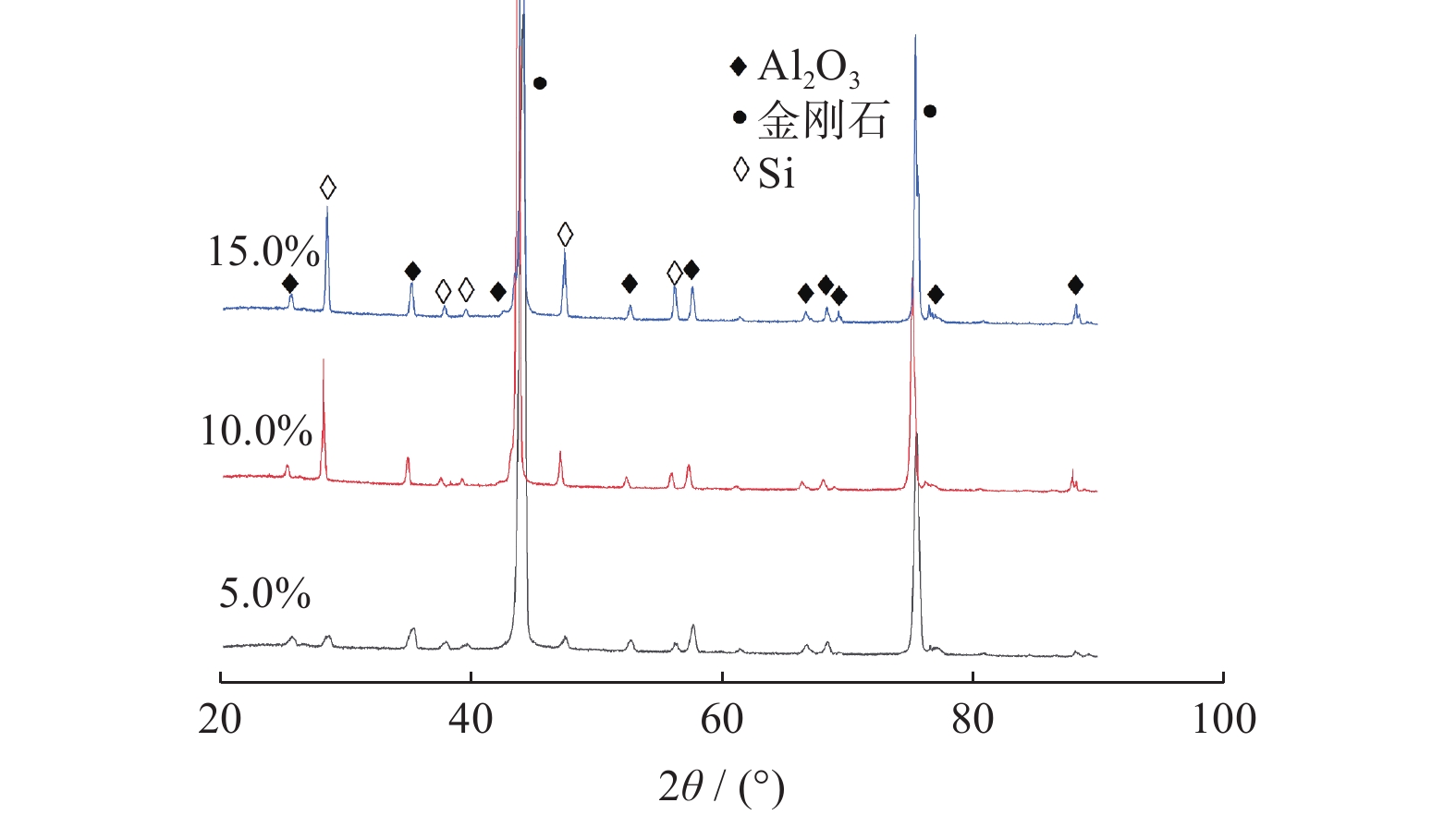
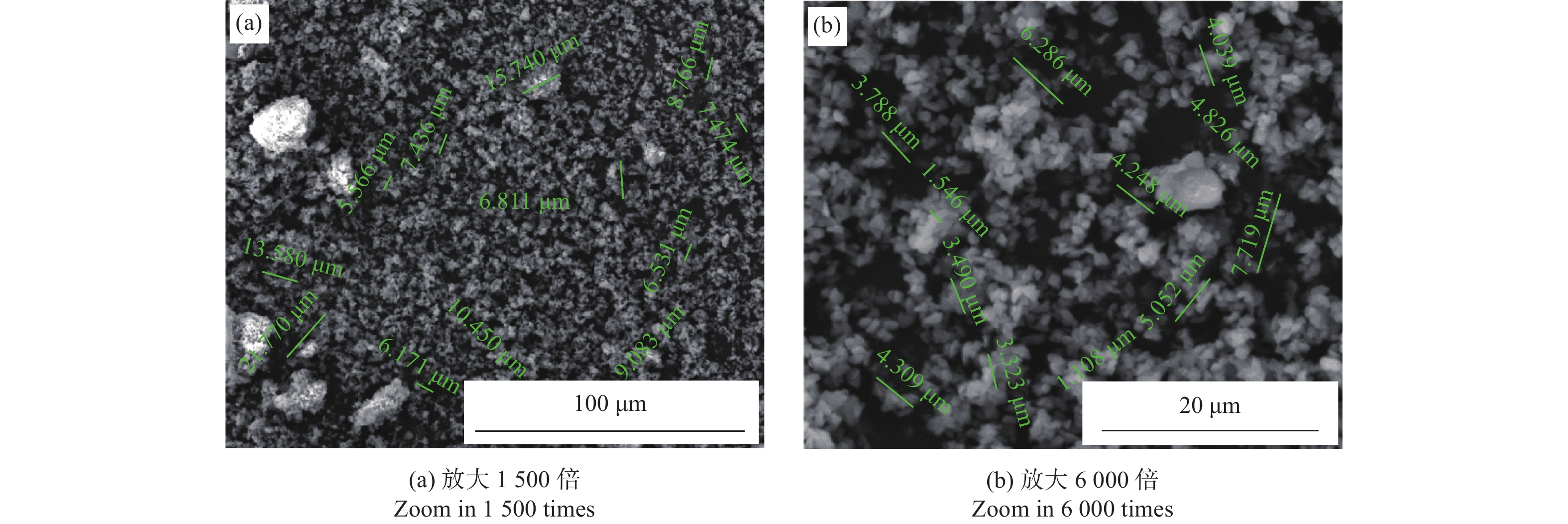
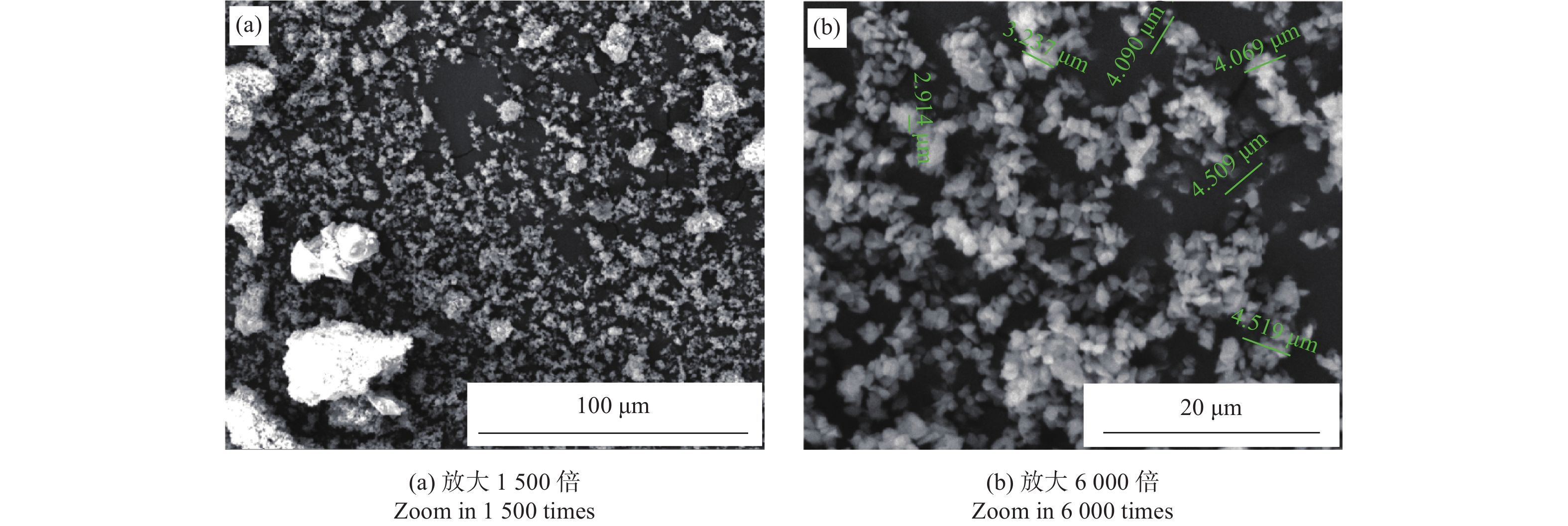
为降低金刚石磨削工具的制造成本和能耗,探寻一种在低能耗下实现高性能陶瓷结合剂金刚石磨具的制备工艺,同时研究助燃剂Si和金刚石粒度等因素对样品物相组成、显微形貌和磨削性能的影响。采用Ti、Si、石墨粉和金刚石磨料作为原料,经冷压成型至生胚,通过Ni-Al辅助在微波场加热诱发Ti-Si-C体系发生自蔓延高温合成(SHS)反应以制备Ti3SiC2基金刚石复合材料。结果表明,高热值Ni-Al合金辅助可以缩短样品的烧结时间,还可以将诱发SHS反应的温度点控制在金刚石石墨化温度以下。在Ar保护气氛下,Ti-Si-C体系发生SHS反应,可生成Ti3SiC2、TiC和Ti5Si3等3种物相。随Si含量升高,Ti3SiC2相先增多后减少,当n (Ti): n (Si): n (C)= 3∶1.1∶2时,复合材料的磨削性能最佳,磨耗比最高可达286.53。分析不同原料配比下的试样磨耗比差异的产生机制,认为基体组织中存在微小且分布均匀的气孔结构,在磨削时可产生大区域的平整磨削面,易于发挥金刚石磨料的磨削效果,有利于提升复合材料样品的磨削性能。


 摘要
摘要 HTML
HTML PDF 3238KB
PDF 3238KB 施引文献
施引文献



































 第二轮(征文)通知
第二轮(征文)通知






 邮件订阅
邮件订阅 RSS
RSS