CN 41-1243/TG
ISSN 1006-852X
EN
高级检索+
首页
期刊简介
编委会
编委会
编委会章程
青年编委会章程
在线投稿
期刊在线
最新录用
过刊浏览
当期目录
下载排行
浏览排行
引用排行
高级检索
期刊动态
学术日历
2023
2024
2025
出版伦理
常见问题
联系我们
所有
标题
作者
关键词
摘要
Doi
栏目
作者地址
基金
中图分类号
首页
期刊简介
编委会
编委会
编委会章程
青年编委会章程
在线投稿
期刊在线
最新录用
过刊浏览
当期目录
下载排行
浏览排行
引用排行
高级检索
期刊动态
学术日历
2023
2024
2025
出版伦理
常见问题
联系我们
留言板
尊敬的读者、作者、审稿人, 关于本刊的投稿、审稿、编辑和出版的任何问题, 您可以本页添加留言。我们将尽快给您答复。谢谢您的支持!
姓名
邮箱
手机号码
标题
留言内容
验证码
2022年 第42卷 第5期
上一期
|
下一期
选择全部
显示方式:
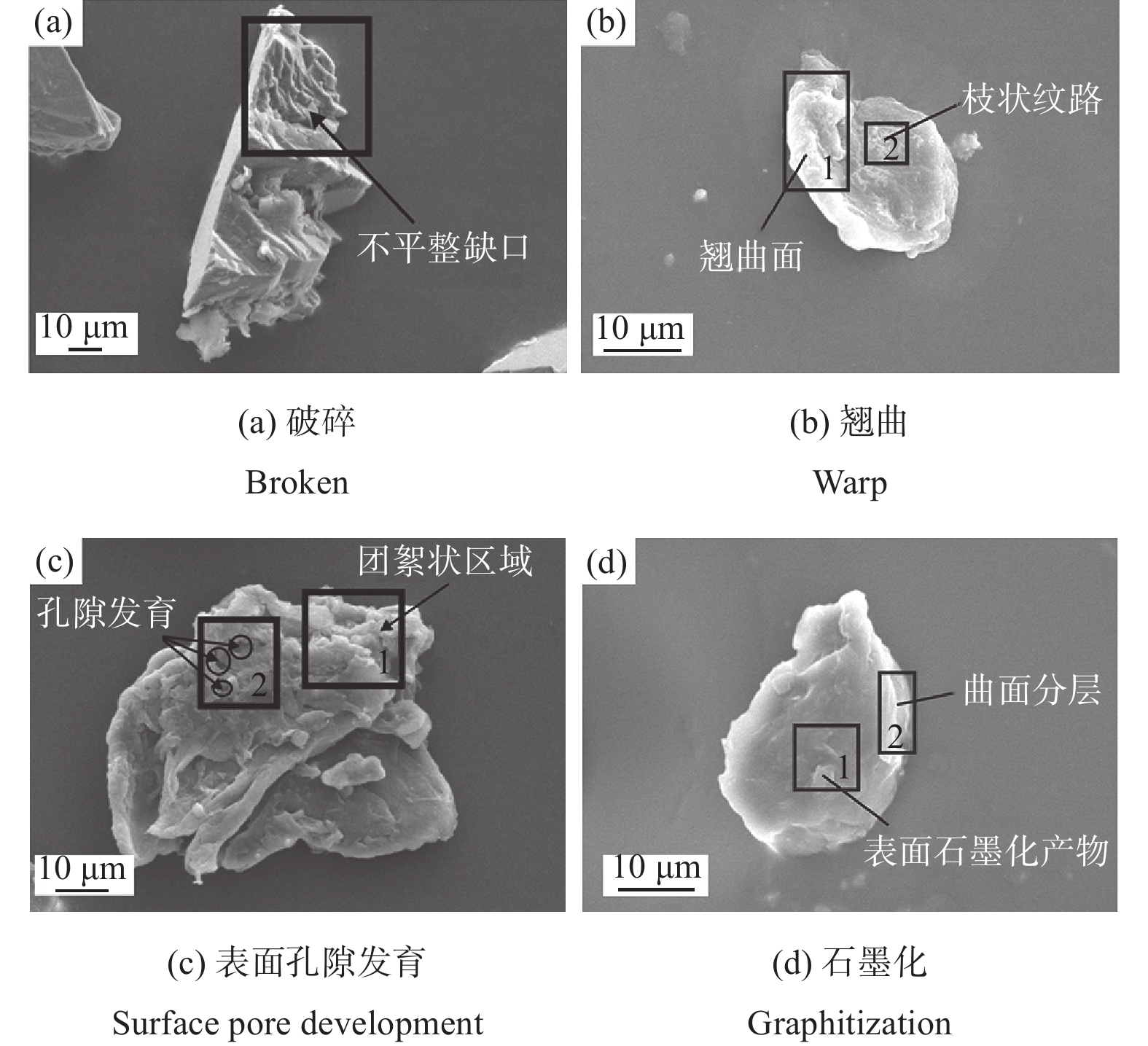
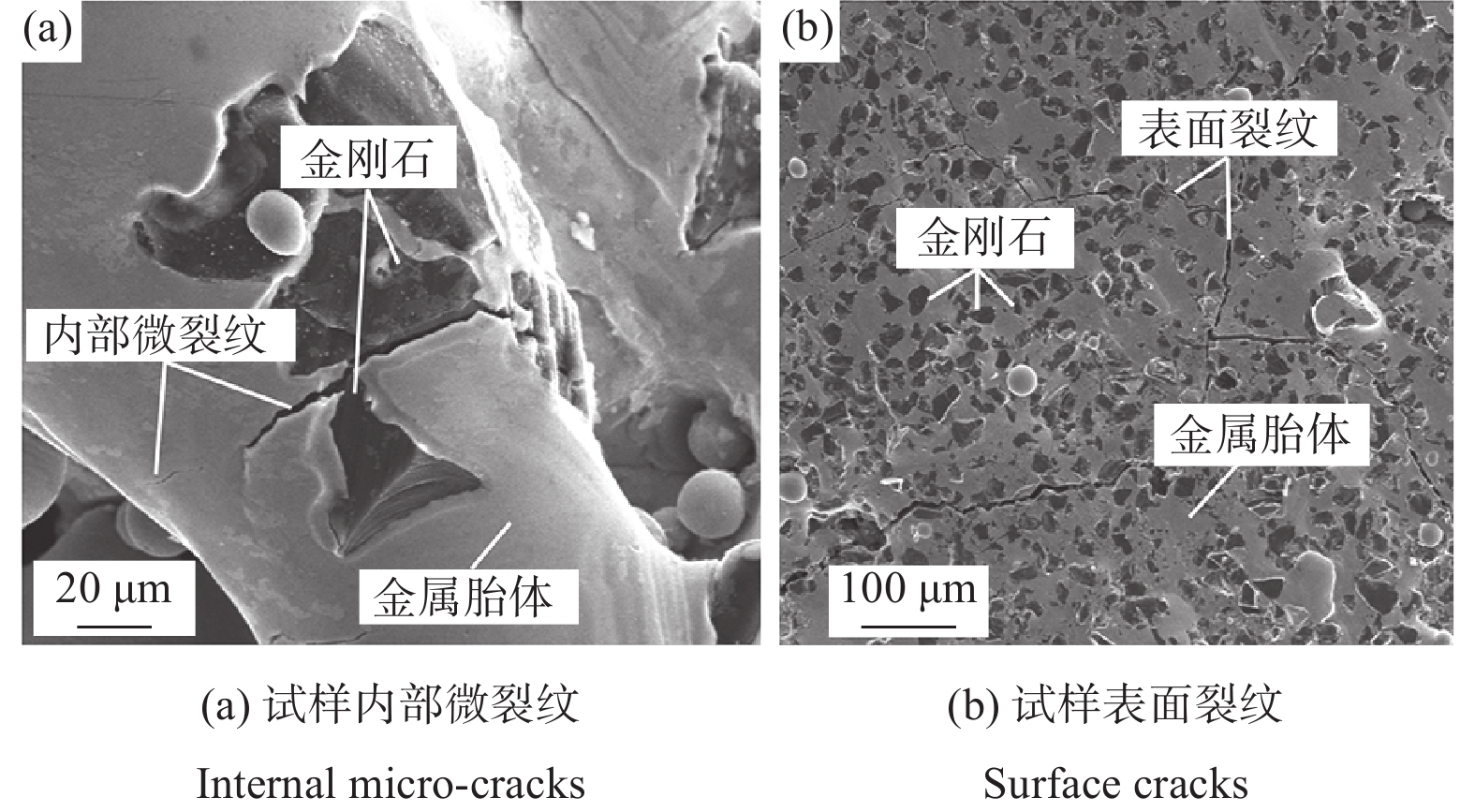
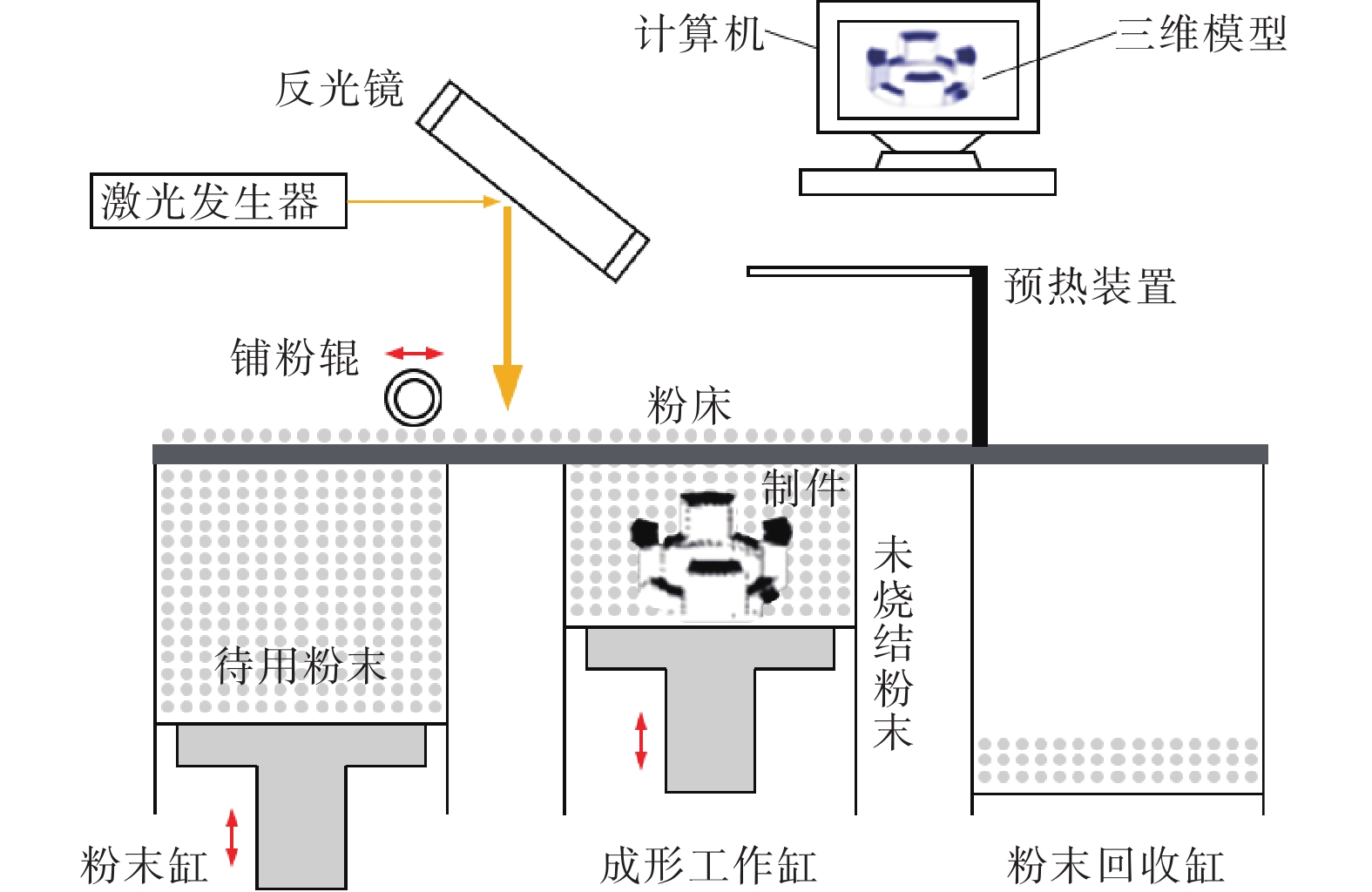
增材制造金刚石工具研究现状及展望
陶亚坤
,
甘杰
,
周燕
,
段隆臣
2022, 42(5): 511-517.
doi:
10.13394/j.cnki.jgszz.2022.3004
摘要
(
2671
)
HTML
(
1059
)
PDF 3693KB
(
253
)
施引文献
(
)
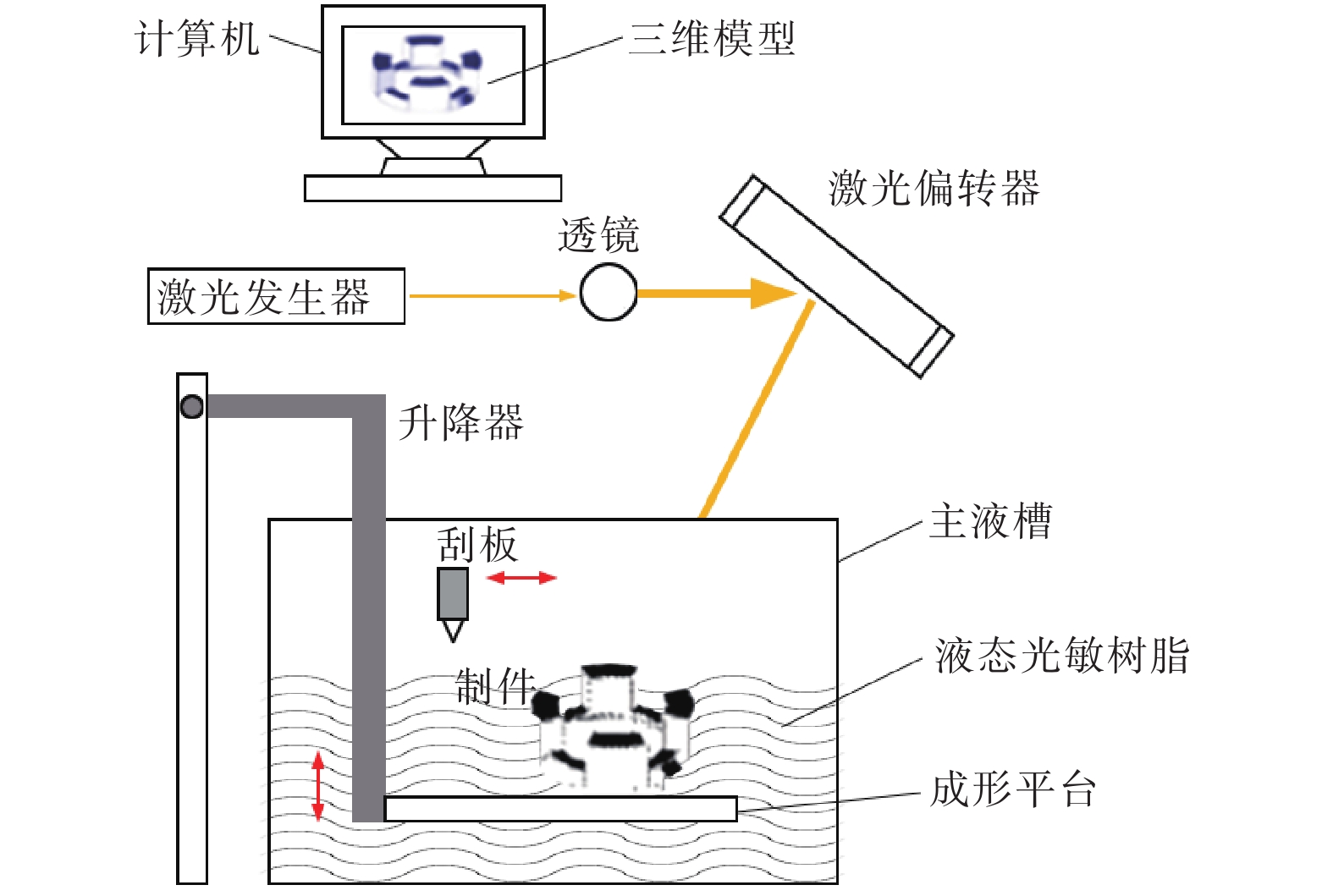
摘要:
随着金刚石工具朝着形状复杂化、结构精密化、性能高端化等方向发展,常规金刚石制造工艺受成形原理限制较难满足上述要求,亟须寻求新的金刚石工具制造工艺。增材制造是一项新兴的、降三维制造为二维制造的技术,近年来开始应用于复杂结构金刚石工具的制造。本文综述了激光选区熔化、激光选区烧结、立体光固化成形等目前主流增材制造工艺成形金刚石工具的研究进展,详细介绍了3种工艺的成形原理,重点阐述了不同工艺中金刚石与胎体材料的界面结合问题,简要对比了3种增材制造工艺成形金刚石工具的差异。最后,对未来增材制造金刚石工具的研究重点进行了展望。
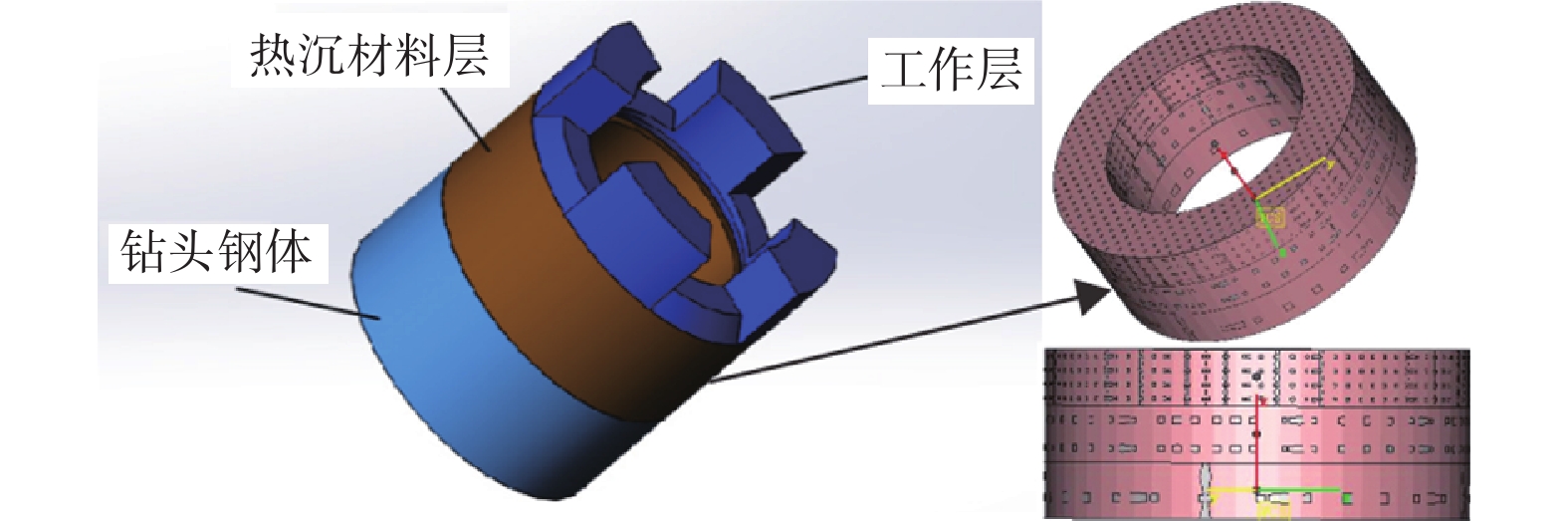
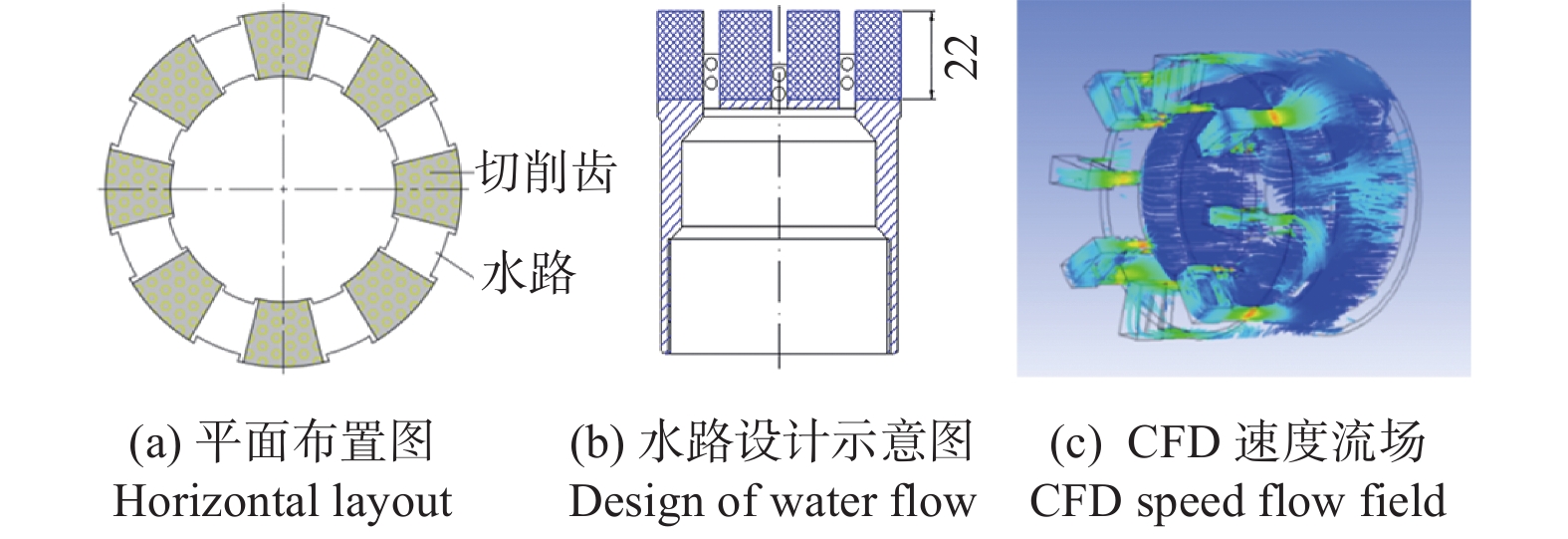
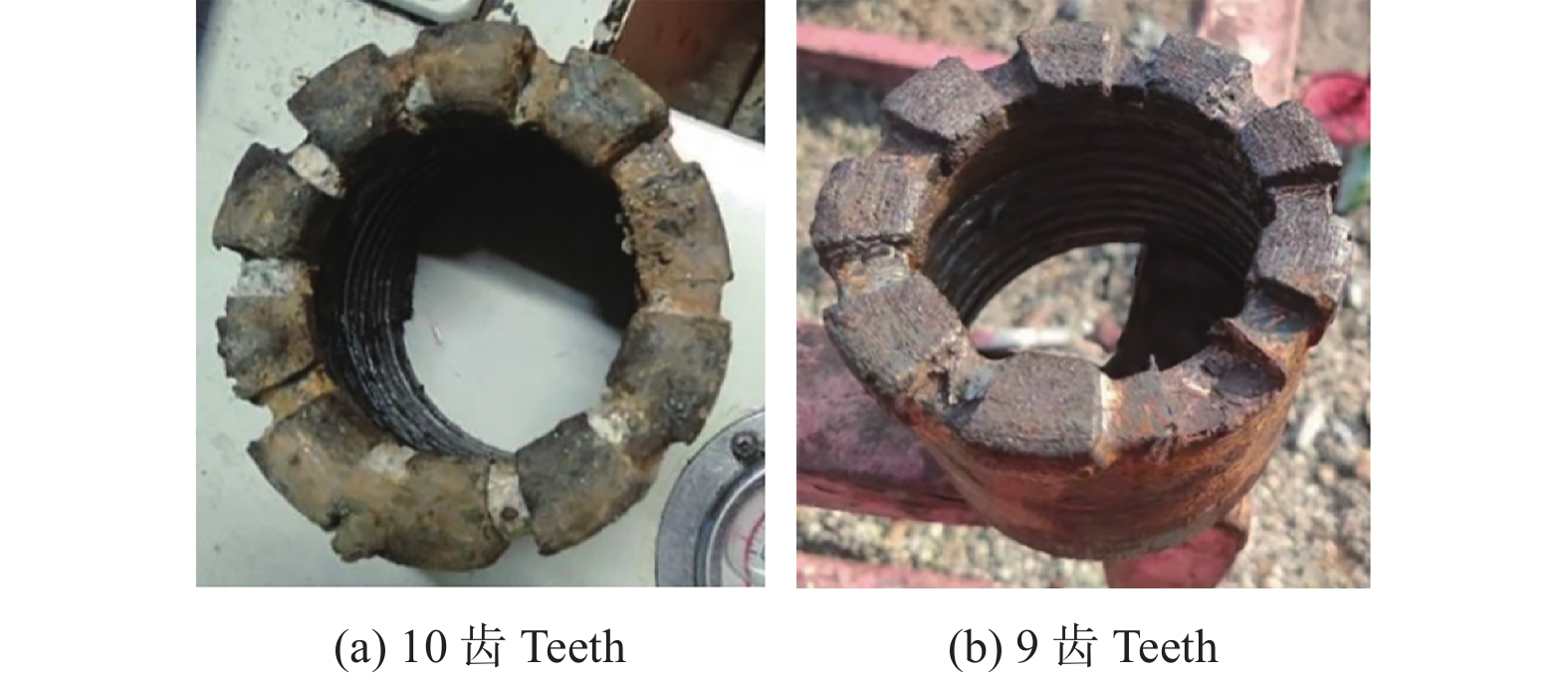
辽宁五龙金矿区金刚石取芯钻头研究
王鲁朝
,
吴海霞
2022, 42(5): 518-522.
doi:
10.13394/j.cnki.jgszz.2022.3010
摘要
(
1143
)
HTML
(
444
)
PDF 3808KB
(
69
)
施引文献
(
)
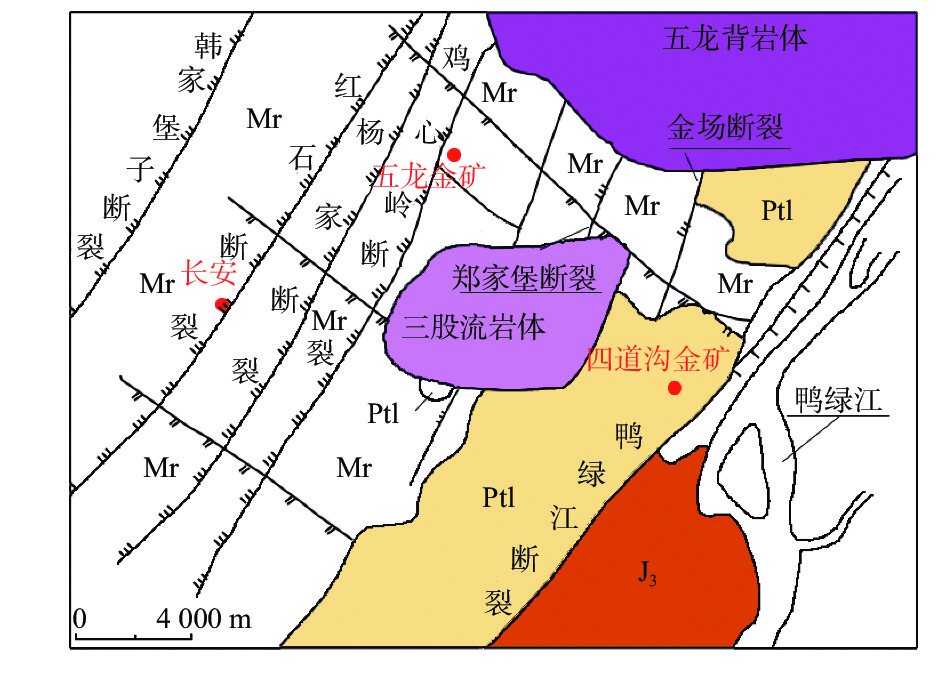
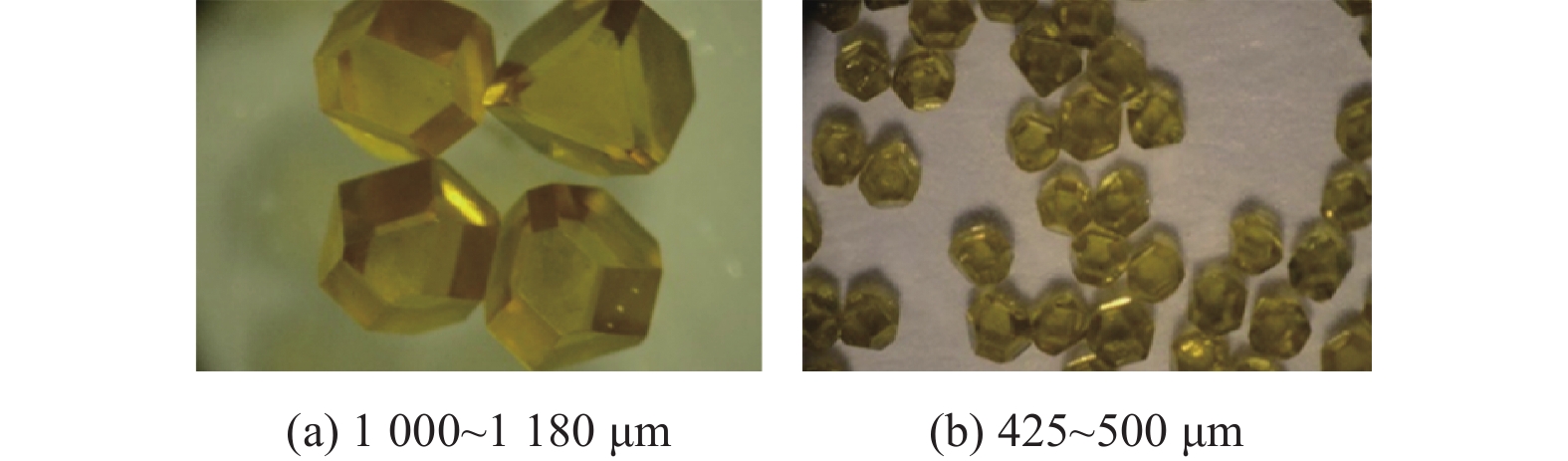
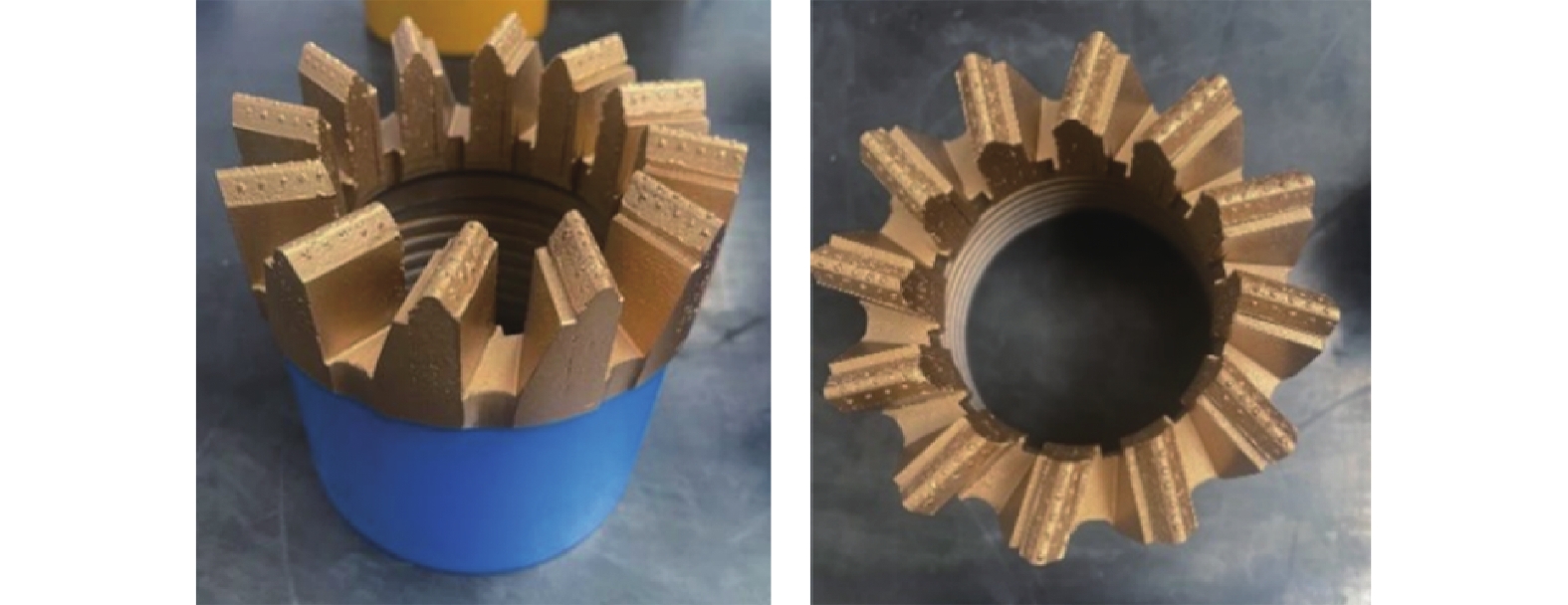
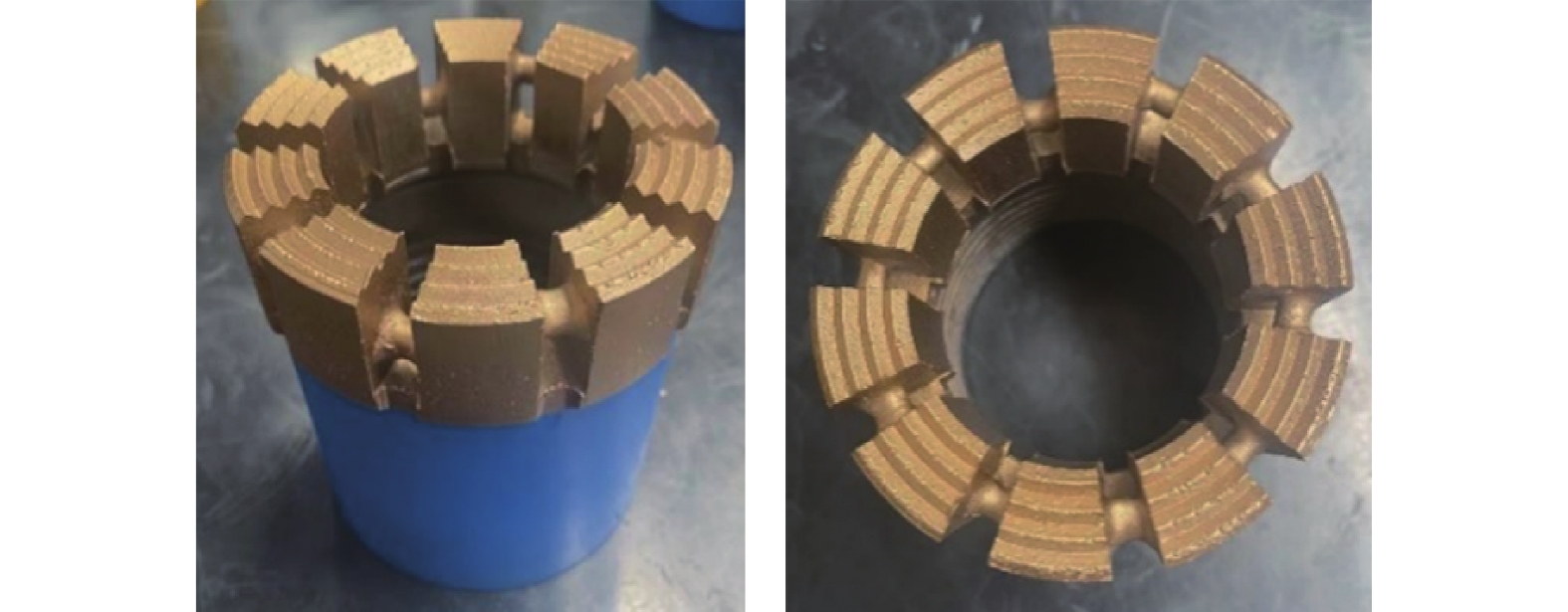
摘要:
五龙金矿是辽东矿集区的大型石英脉型金矿床,累计黄金储量超过80 t,但随着开采量的增加,目前该矿床开采深度达近千米,保有储量不断减少,所以亟须开展矿区深部找矿研究。在以往研究的基础上,通过钻头胎体配方、金刚石参数及钻头结构等研究,试制高胎块金刚石取芯钻头。现场试验表明:钻头效果显著,机械钻速为1.4 m/h,钻头寿命达到132.2 m,解决了该矿区钻头钻进效率低、使用寿命短的问题。
中国超硬材料行业2021年运行报告
李利娟
,
张贝贝
,
赵兴昊
,
李志宏
,
孙兆达
2022, 42(5): 523-526.
doi:
10.13394/j.cnki.jgszz.2022.4001
摘要
(
2014
)
HTML
(
779
)
PDF 2554KB
(
196
)
施引文献
(
)
摘要:
为反映中国超硬材料行业2021年运行情况,结合国家宏观经济指标,对行业发展情况进行分析。研究发现:在制造业逆势而上的大环境下,我国超硬材料行业成绩喜人,主要经济指标均高于全国平均水平。但仍有企业处于微利甚至亏损状态,部分产品的进出口单价比仍居高不下。
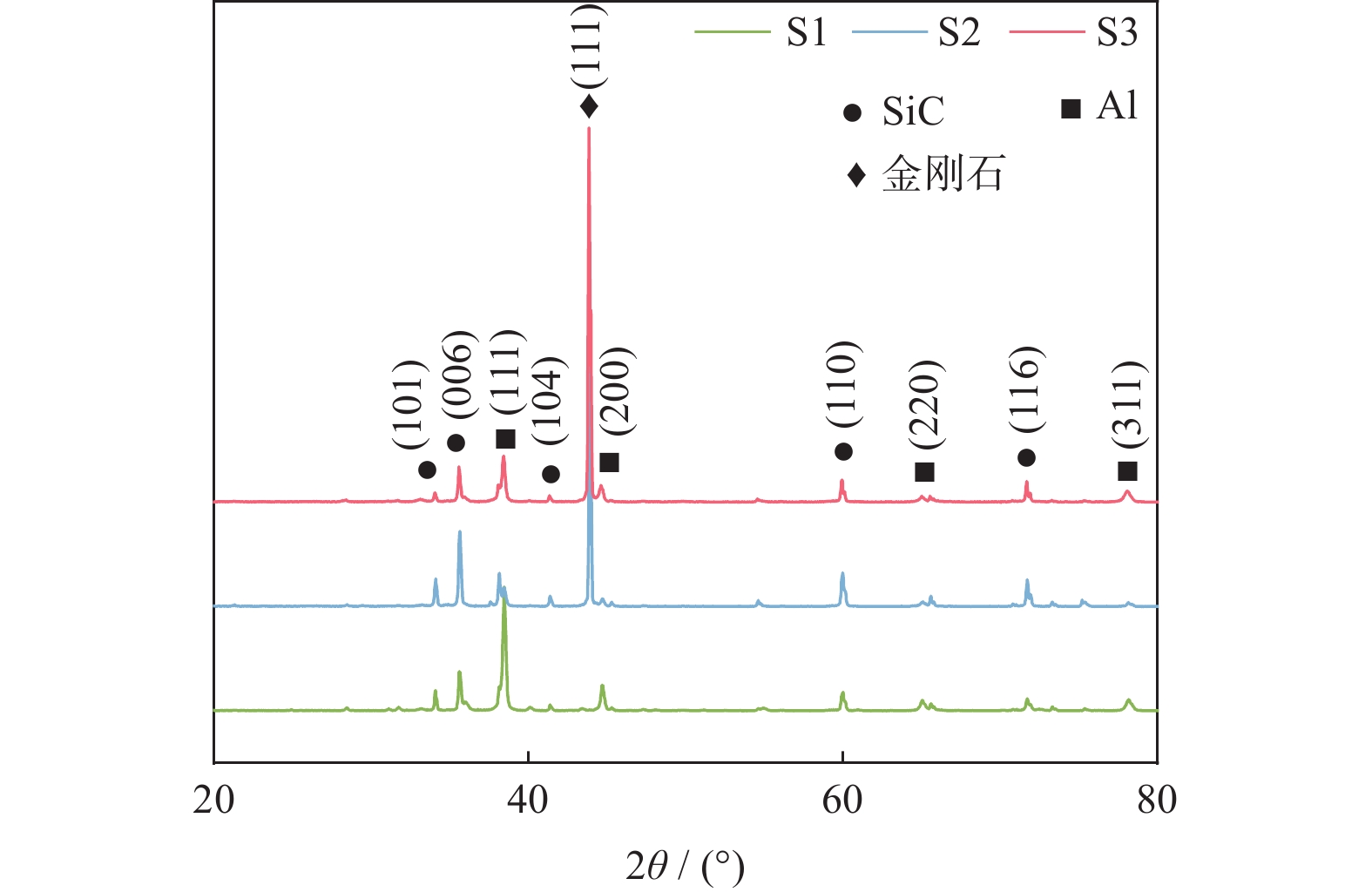
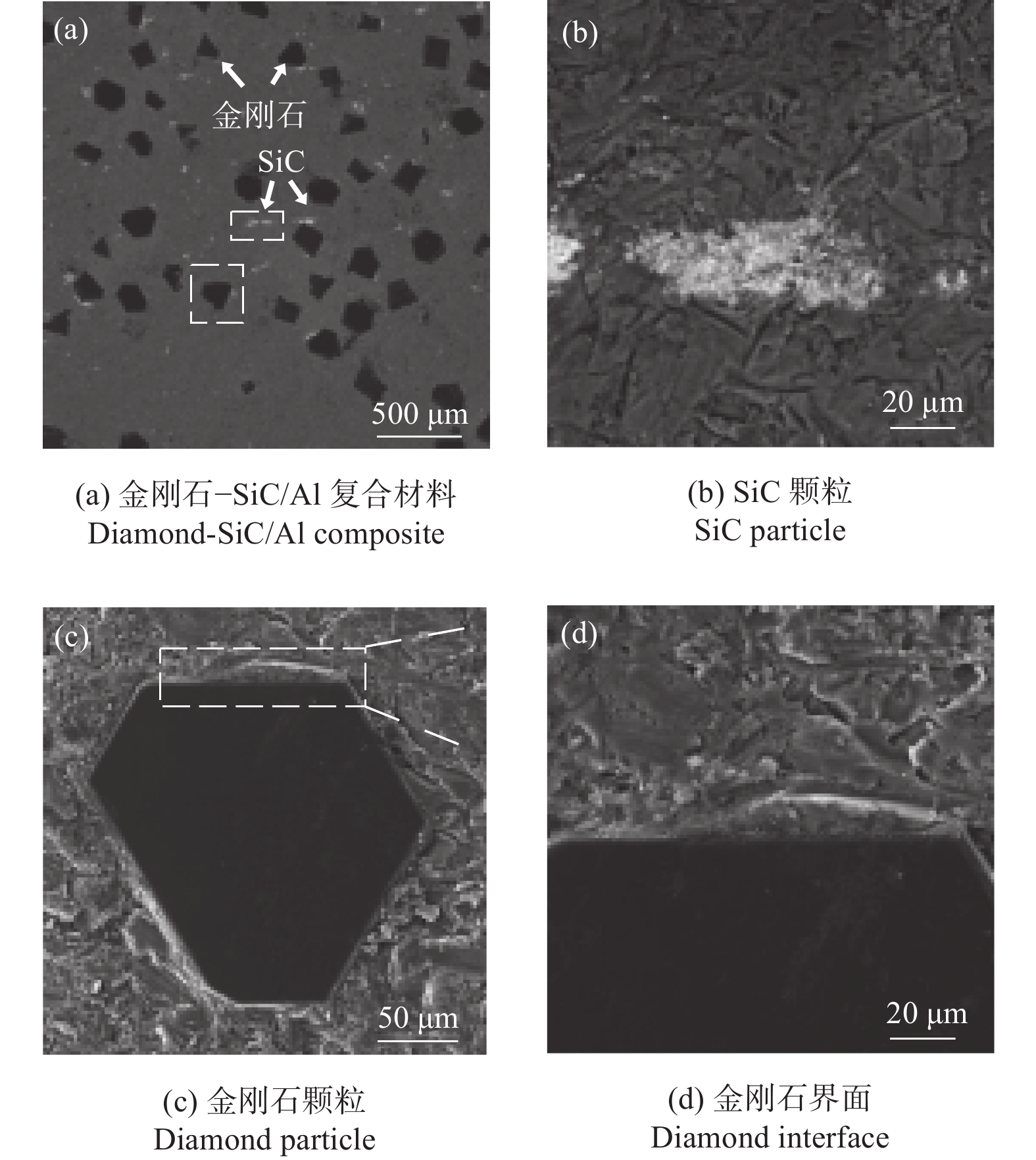
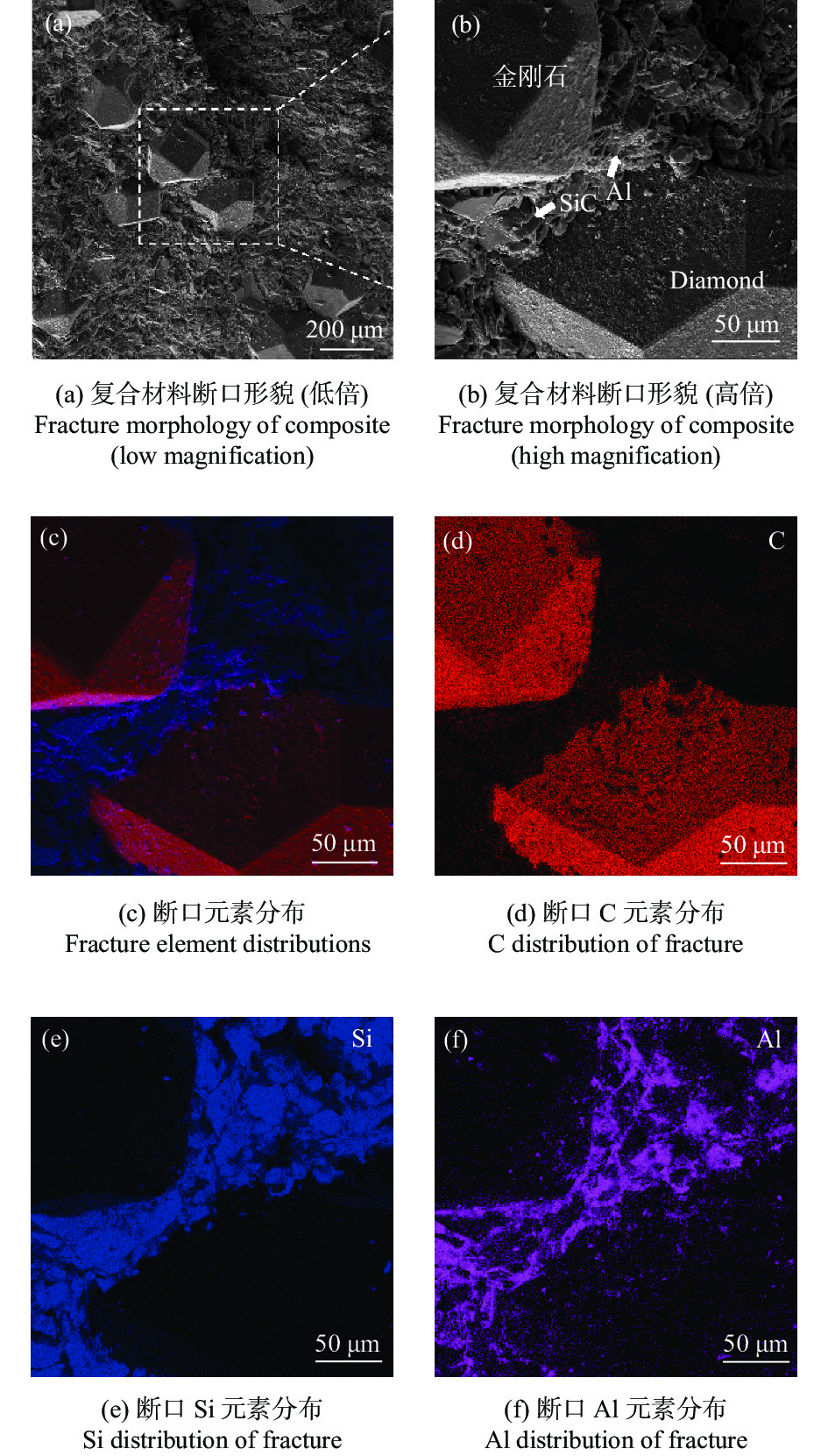
金刚石–SiC/Al复合材料的构型设计与导热性能
康惠元
,
康翱龙
,
焦增凯
,
王熹
,
周科朝
,
马莉
,
邓泽军
,
王一佳
,
余志明
,
魏秋平
2022, 42(5): 527-534.
doi:
10.13394/j.cnki.jgszz.2022.0015
摘要
(
1413
)
HTML
(
517
)
PDF 3406KB
(
115
)
施引文献
(
)
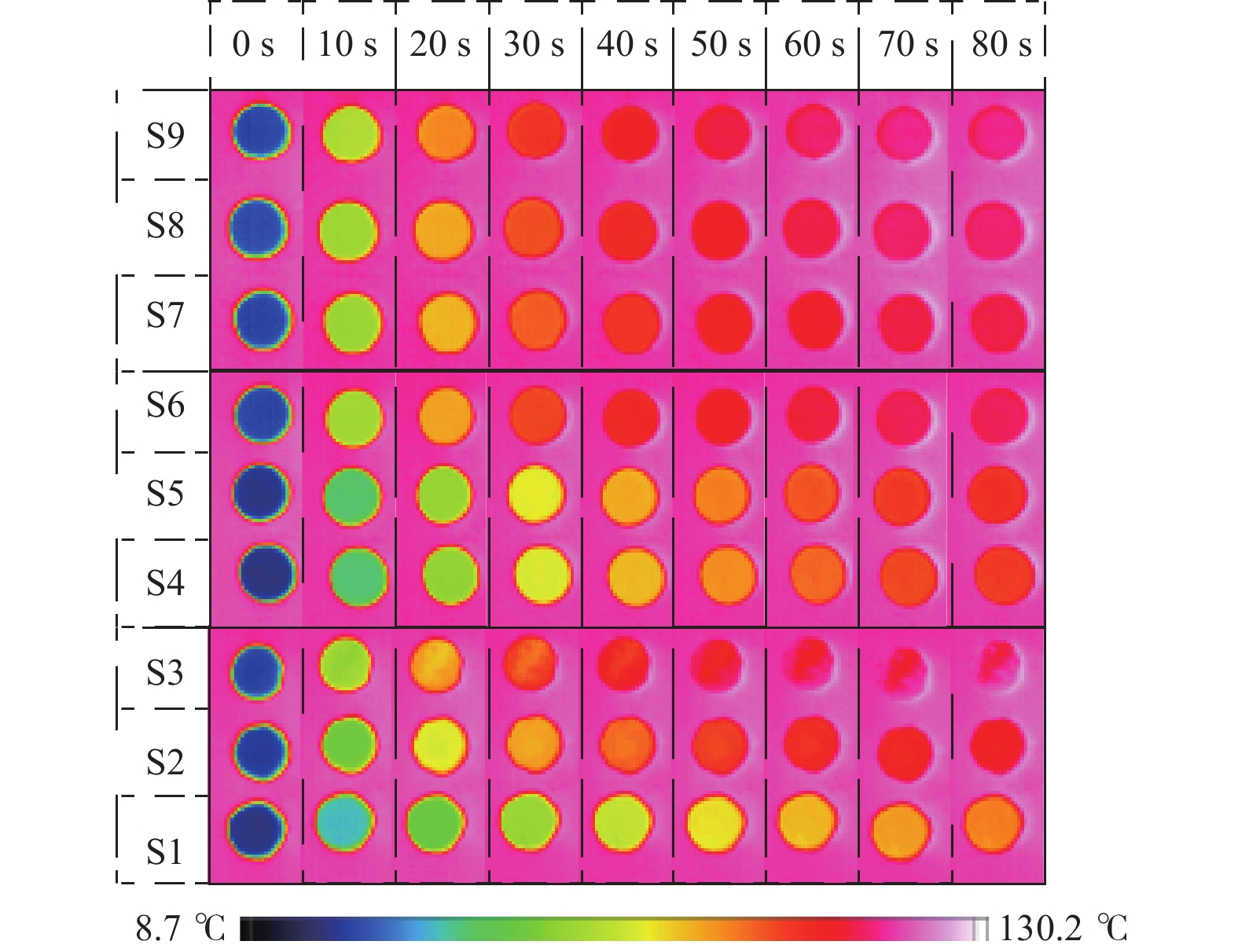
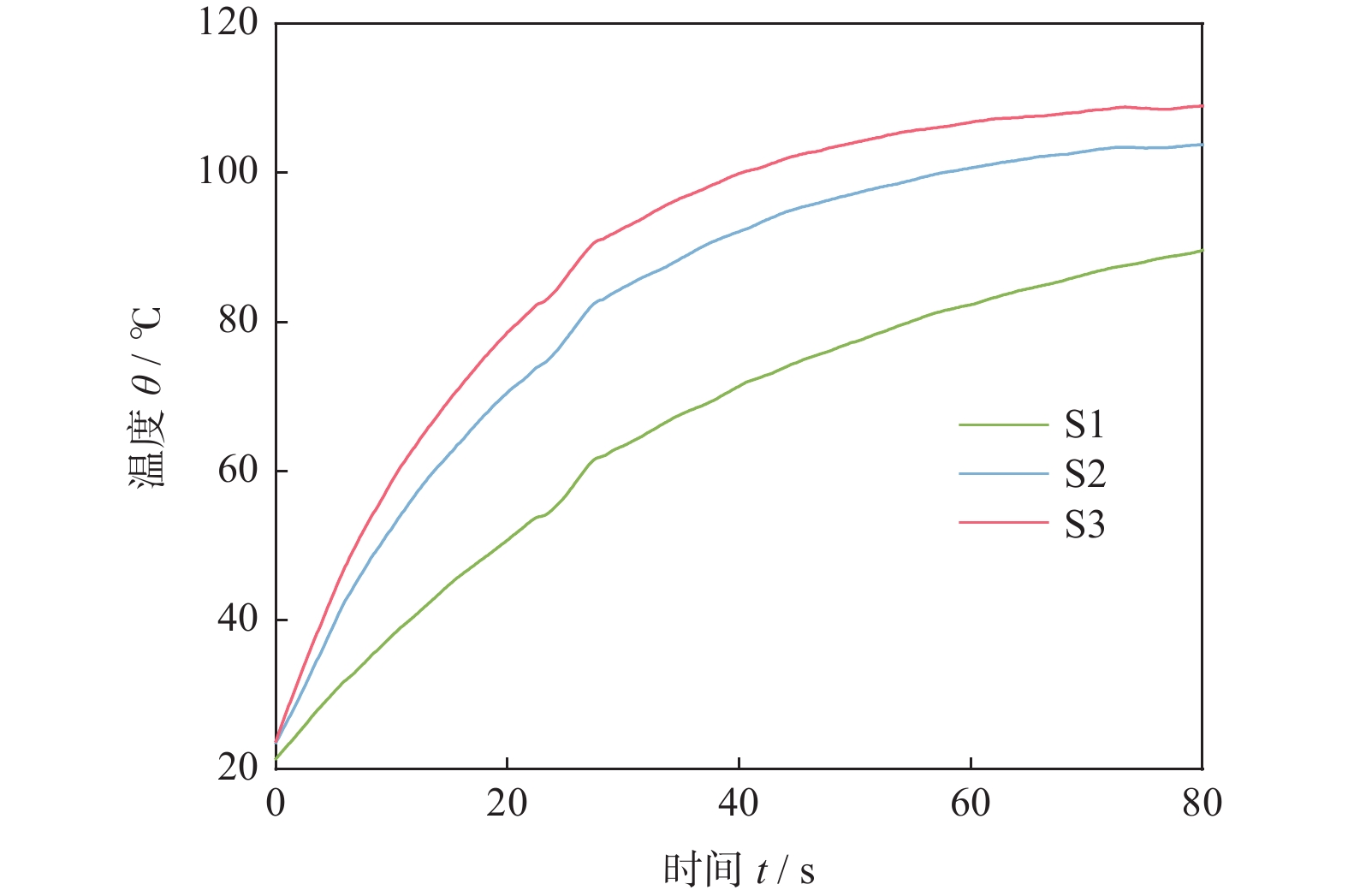
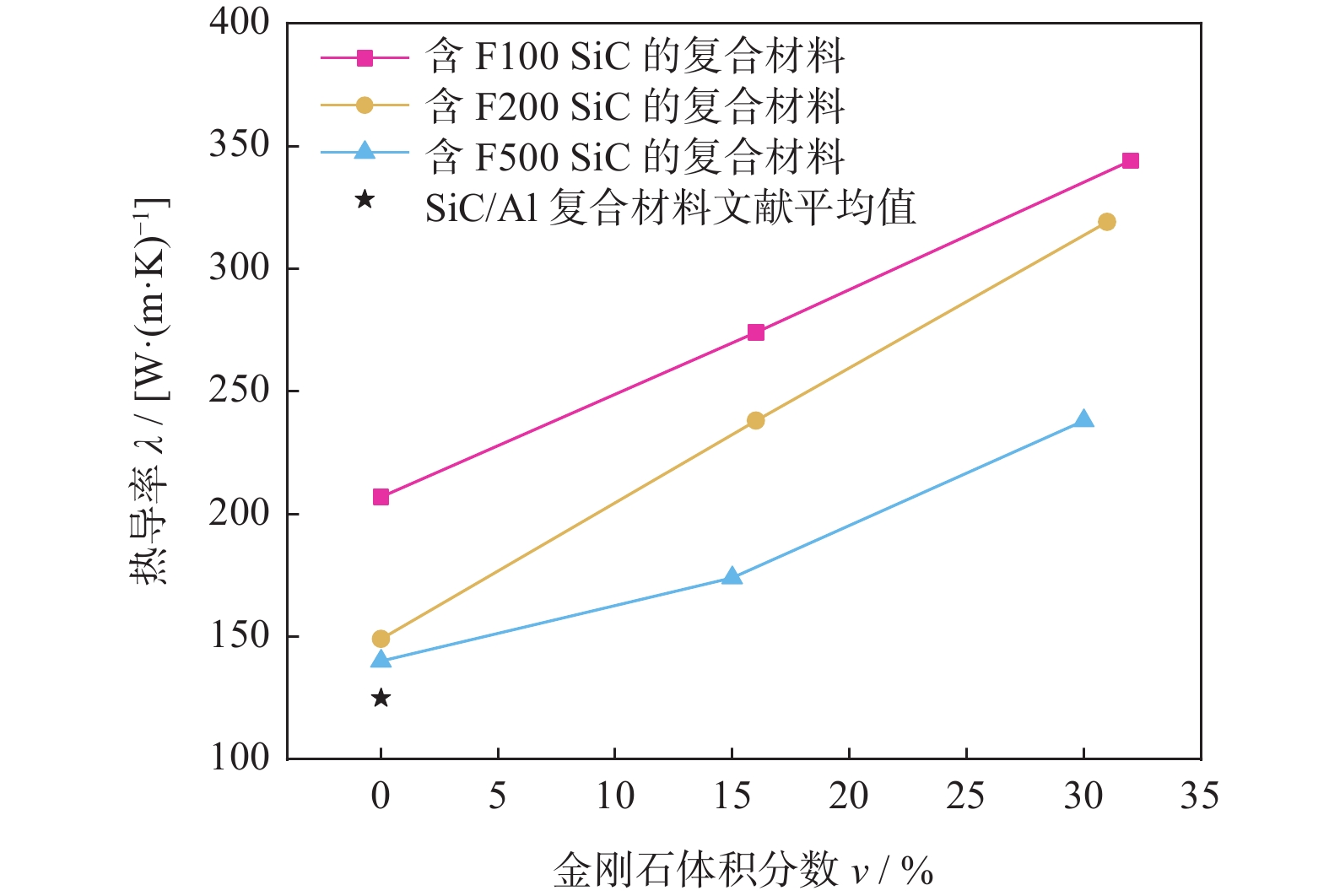
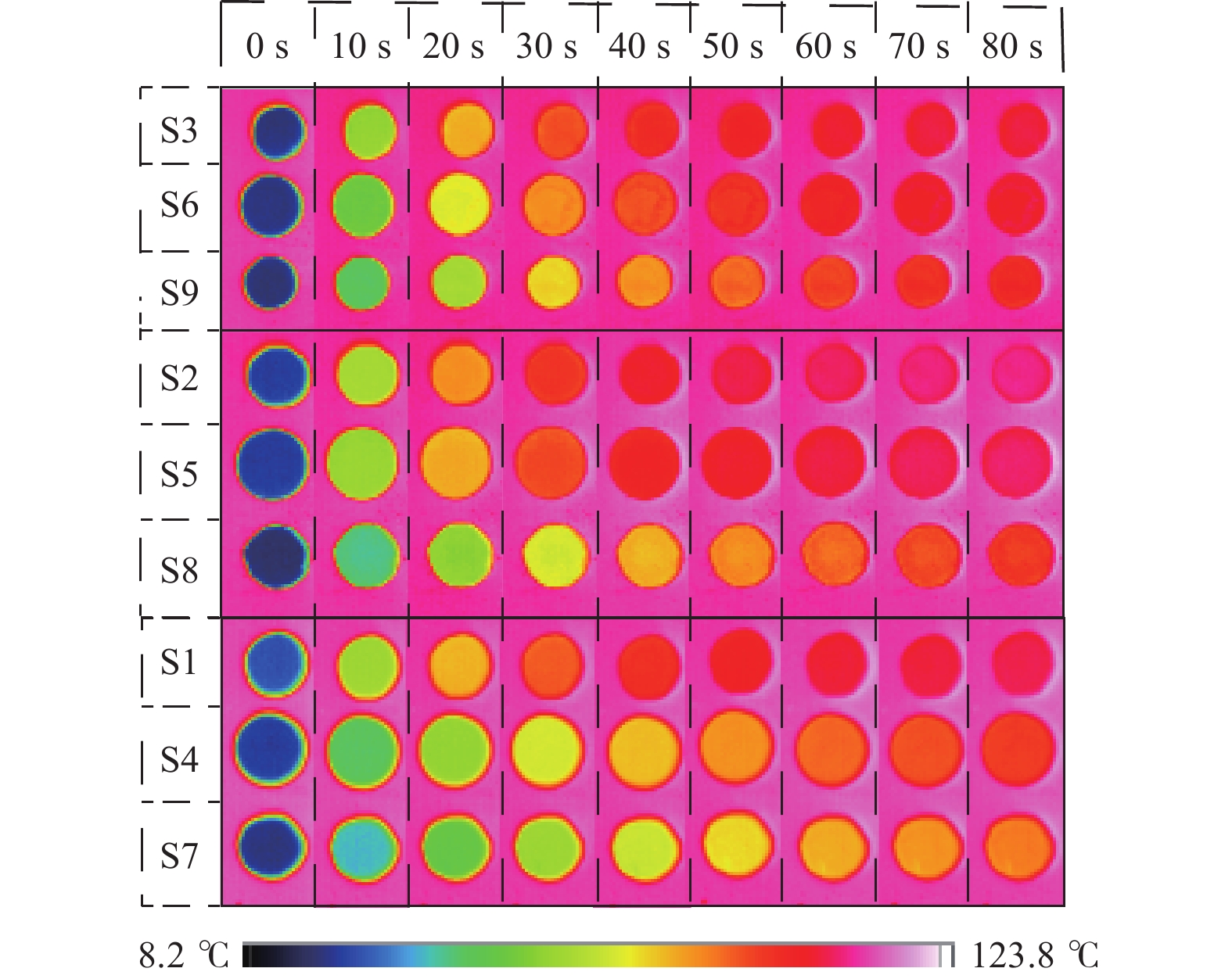
摘要:
以SiC和镀钨金刚石增强体为原料制备预制体,通过气压浸渗技术在800 ℃,5 MPa条件下制备金刚石–SiC/Al复合材料。利用扫描电镜、红外热成像仪、激光导热仪等对复合材料性能进行分析,研究SiC和金刚石的含量与粒径比对复合材料构型的影响,从而优化复合材料导热性能。结果表明:在相同的SiC粒径下,金刚石体积分数的增加将使复合材料的导热性能明显提升。当金刚石体积分数为30%时,含F100 SiC的复合材料导热性能最佳,其热导率为344 W/(m∙K)。当金刚石体积分数相同,粒径比从0.07增大到0.65时,复合材料导热性能依次提升;且在金刚石体积分数为15%时,复合材料的热导率增幅最大,从174 W/(m∙K)增大到274 W/(m∙K),增长了57%。通过改善金刚石–SiC/Al复合材料中增强体的含量和粒径比可以调控复合材料构型,充分发挥复合材料的导热潜力。
金刚石/铜(银、碳化钛)界面性质的第一性原理计算
韩金江
,
陈冰威
,
路朋献
,
李颖
,
栗正新
2022, 42(5): 535-542.
doi:
10.13394/j.cnki.jgszz.2022.5002
摘要
(
1141
)
HTML
(
568
)
PDF 3537KB
(
112
)
施引文献
(
)
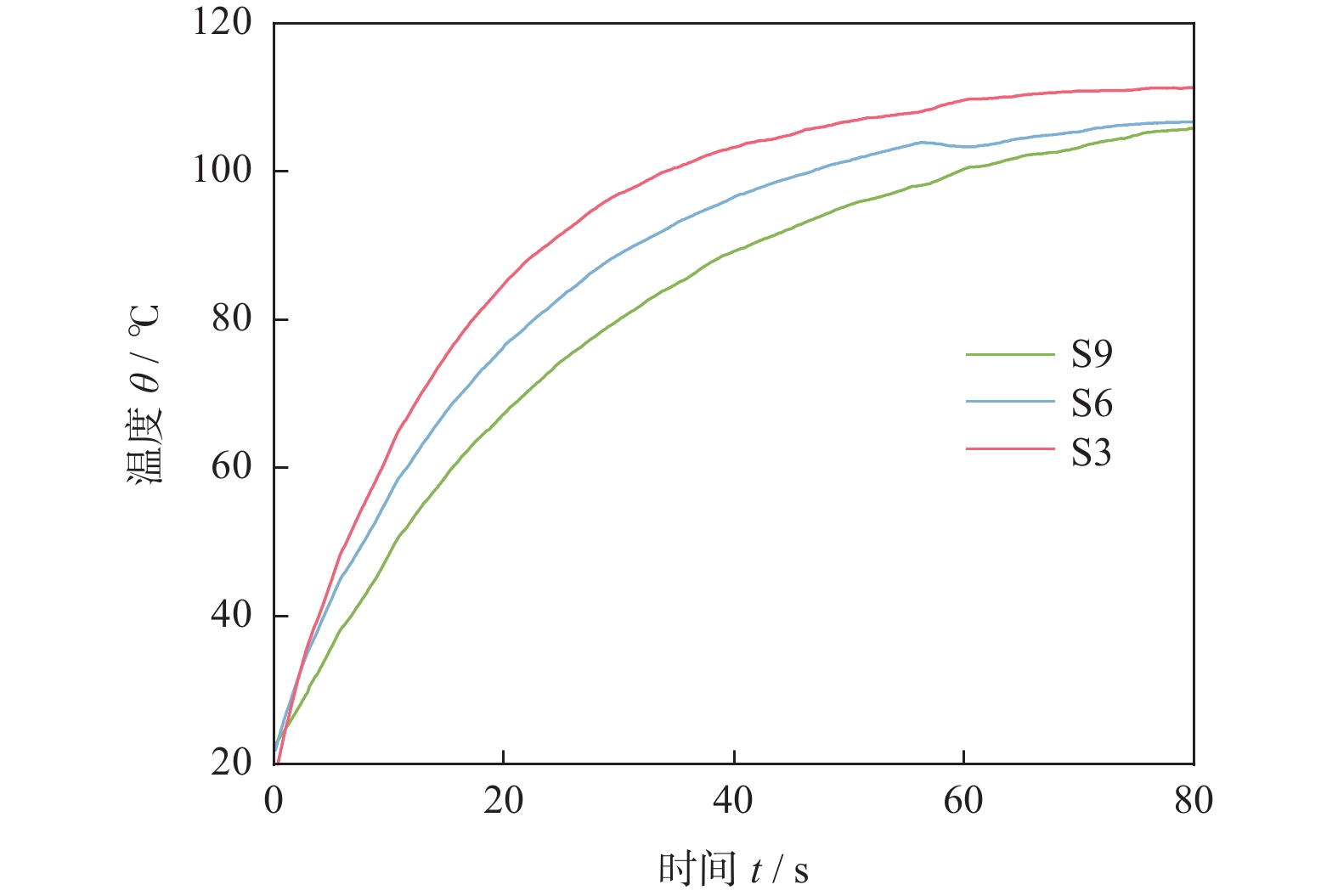
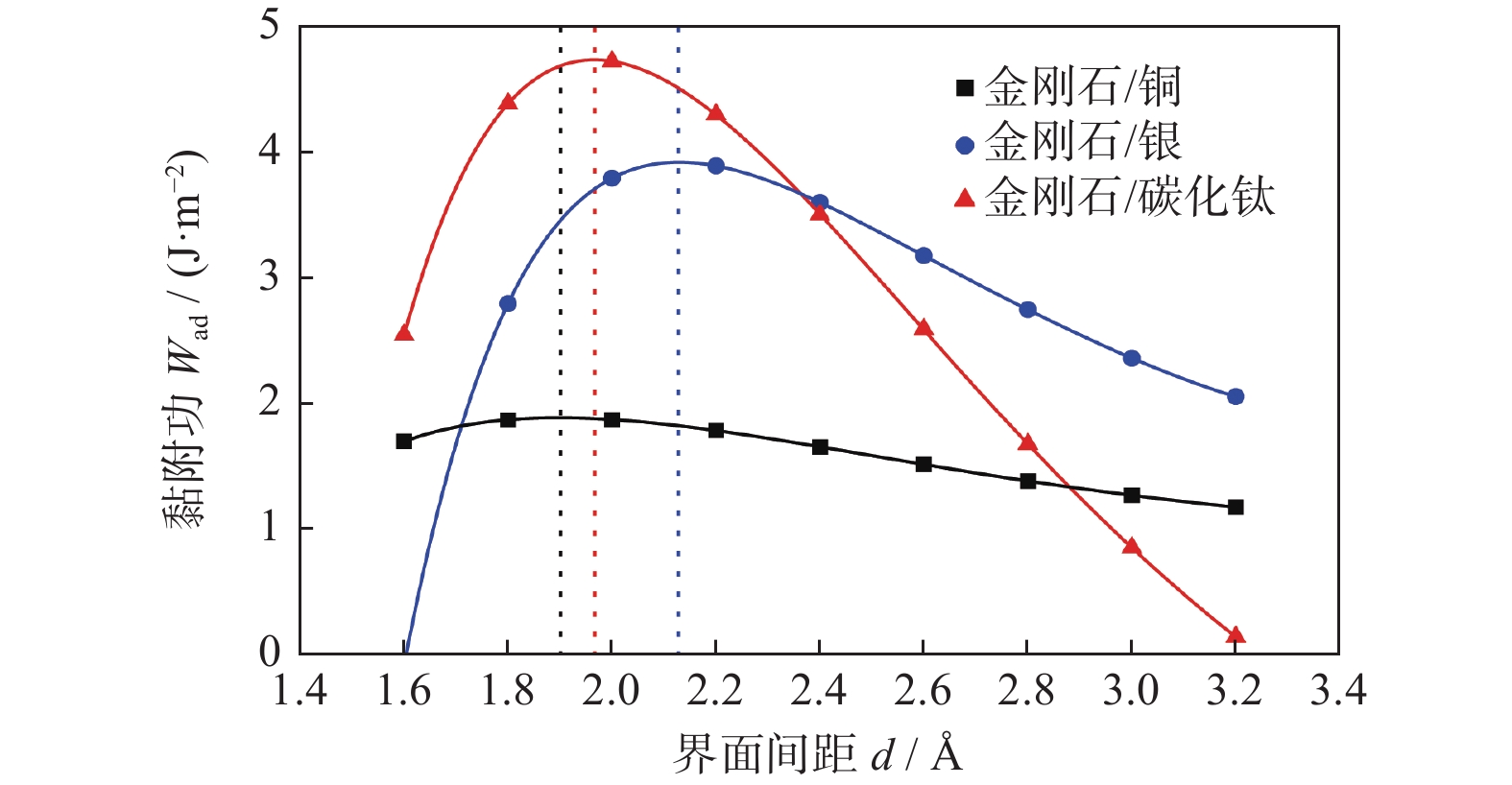
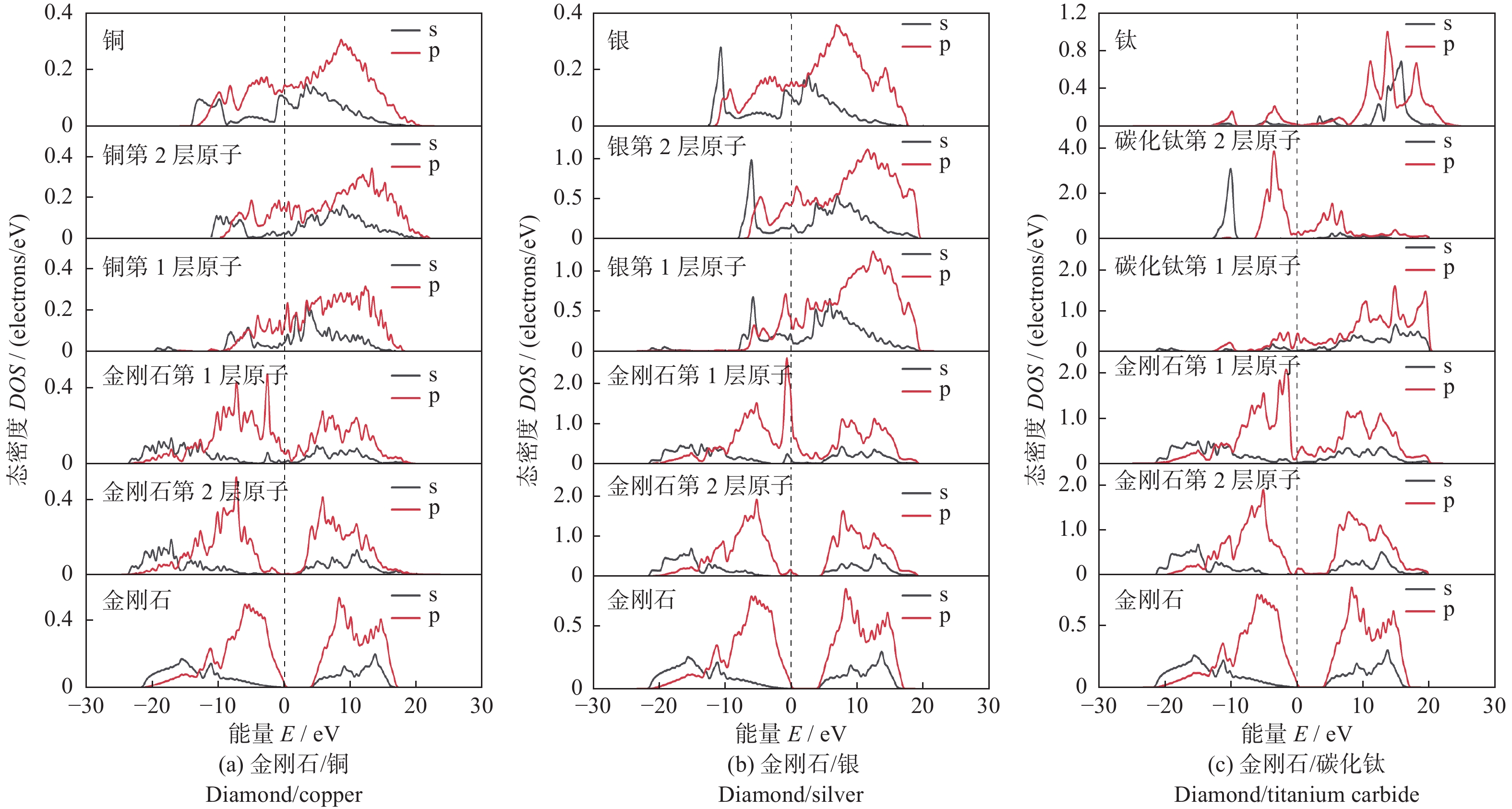
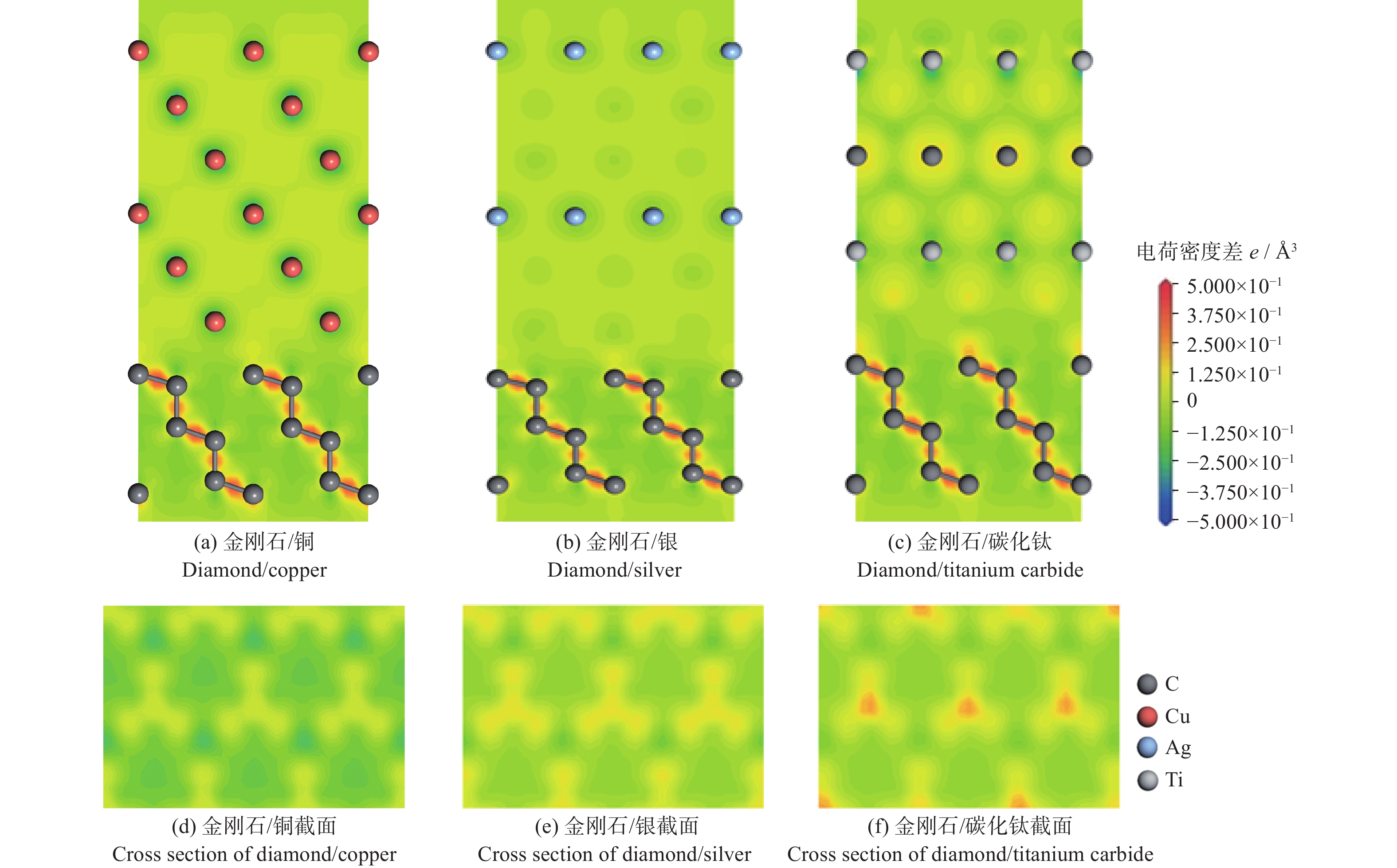
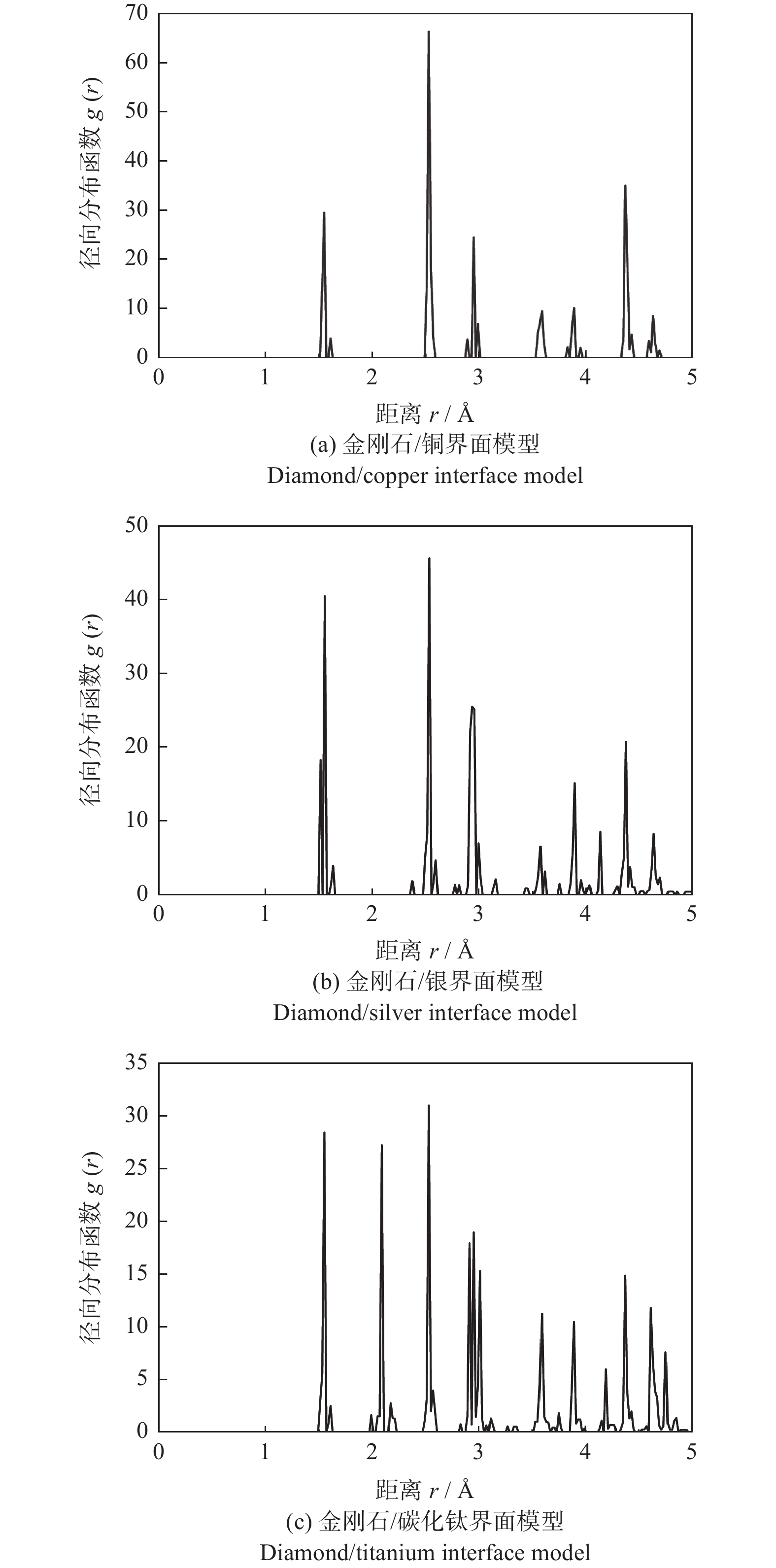
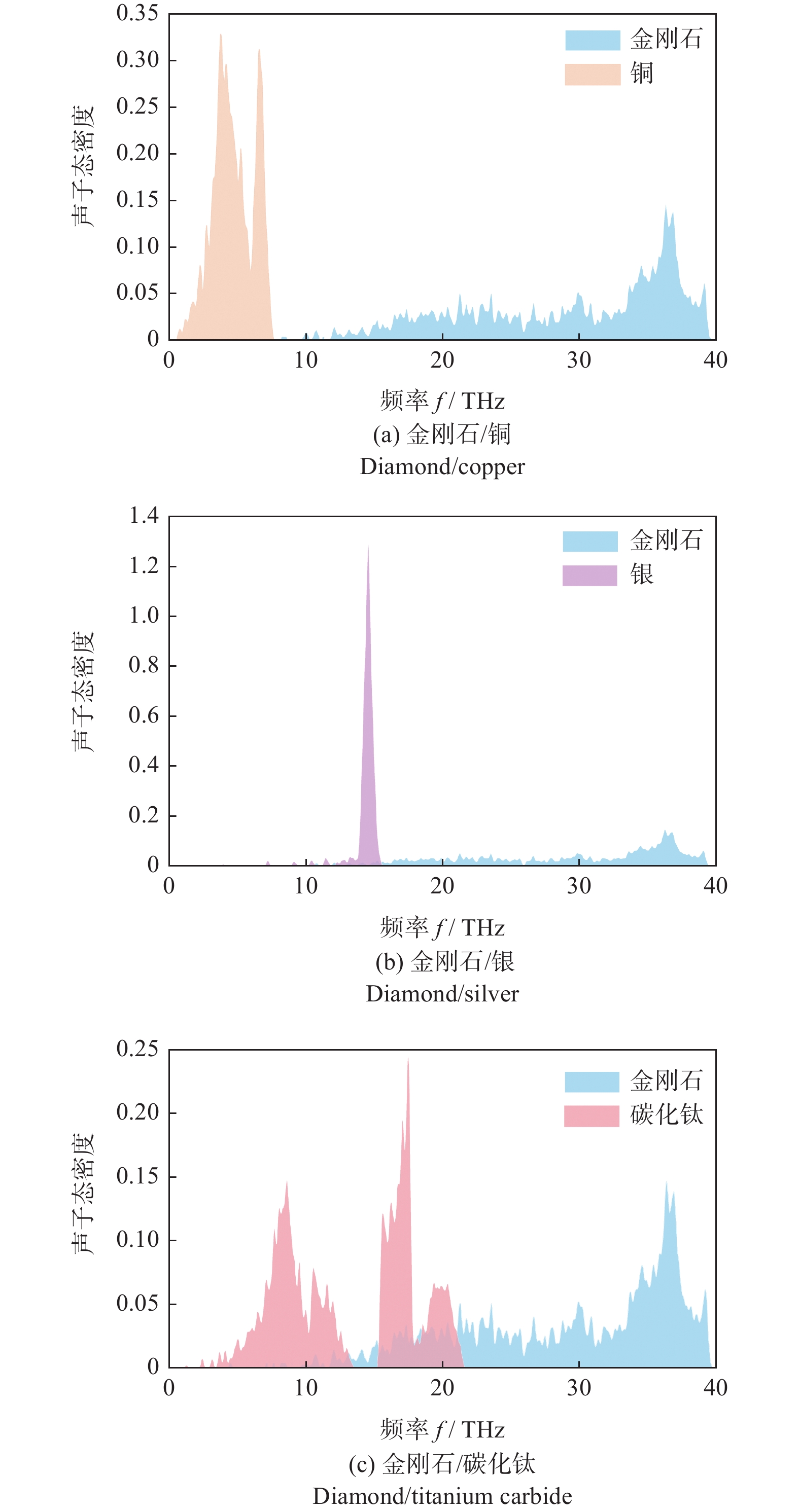
摘要:
采用第一性原理计算的方法研究金刚石/铜、金刚石/银、金刚石/碳化钛3种界面的结构、电子结构和传热。结果表明:金刚石/碳化钛的界面结构最为稳定,界面间距(1.990 Å)最小,界面黏附功(5.578 J/m
2
)最大,结合强度最高。电子态密度、马利肯布居分析、差分电荷密度、径向分布函数的结果表明金刚石/碳化钛存在较多的电荷转移和较强键合作用。 声子态密度的计算结果表明金刚石/碳化钛的界面热阻较低。
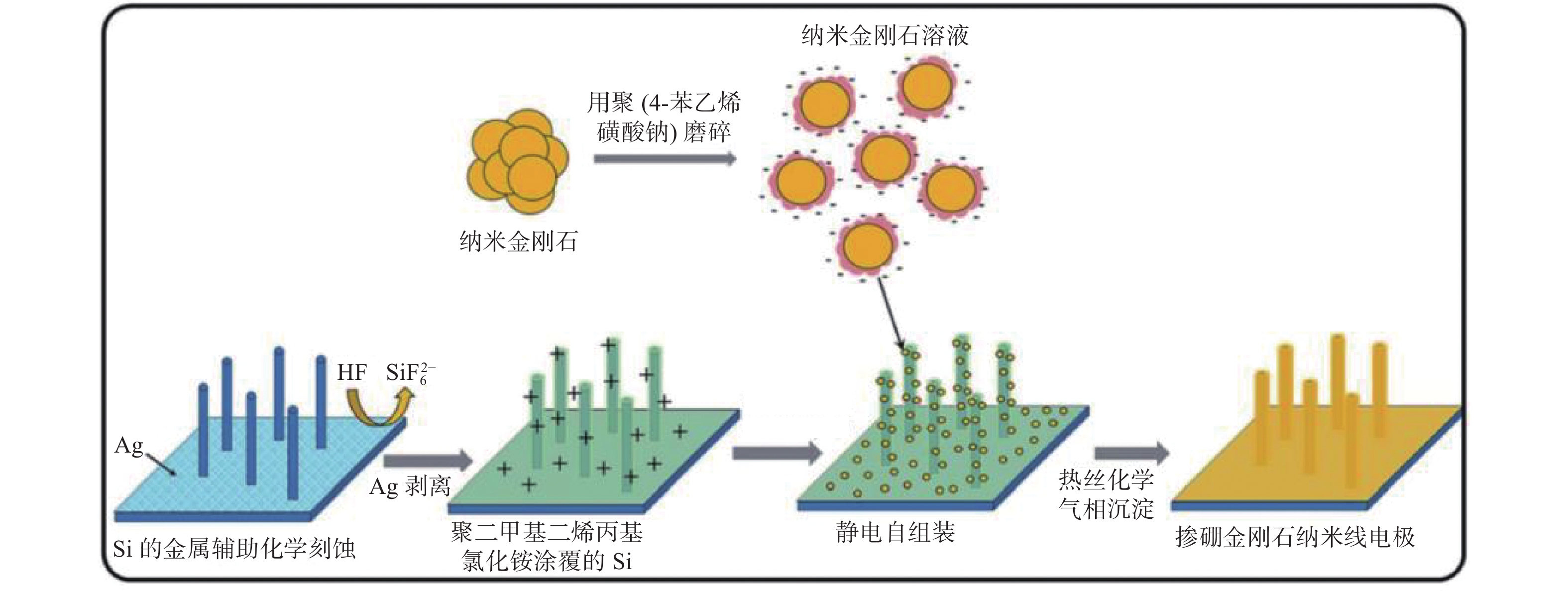
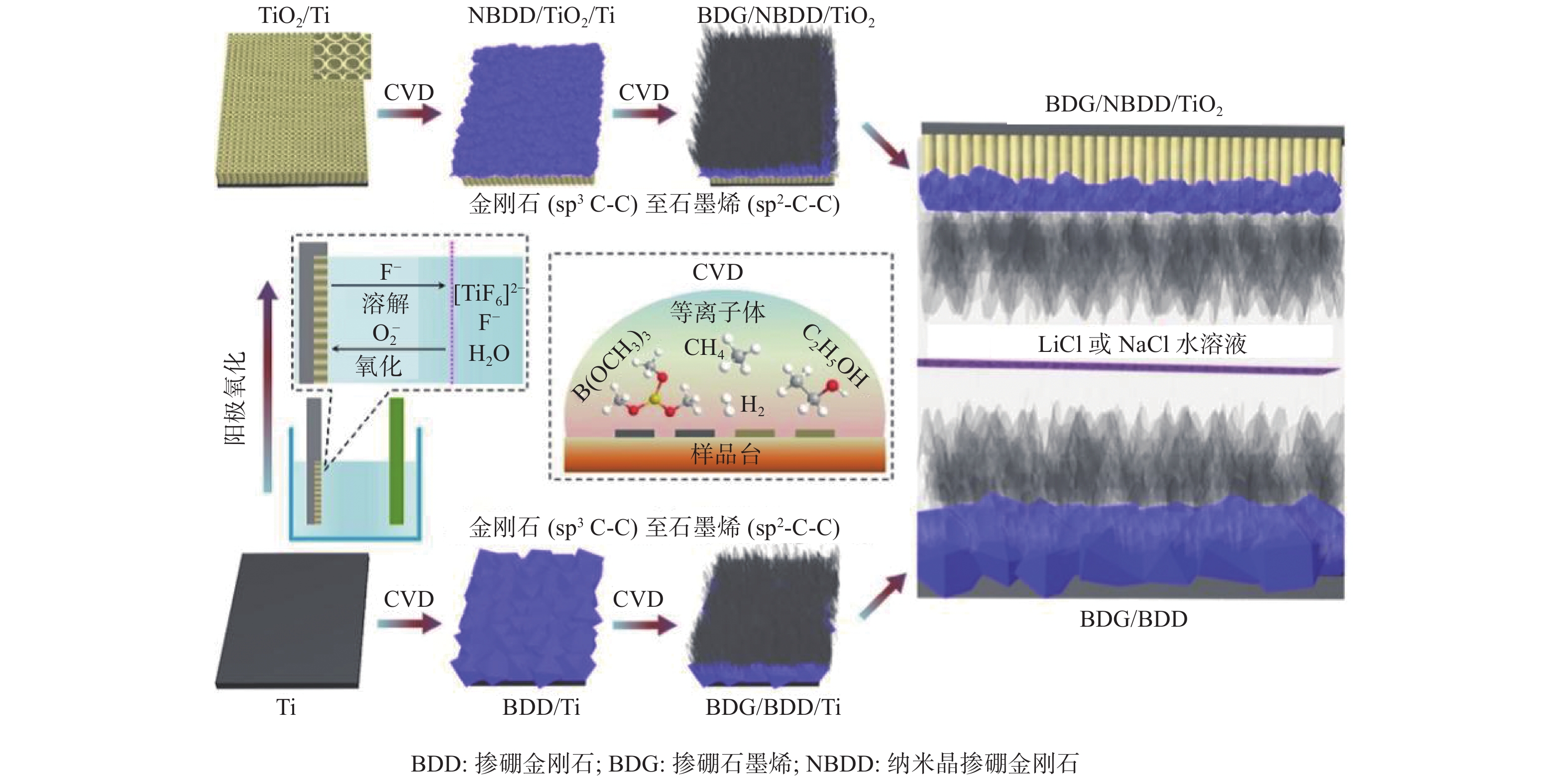
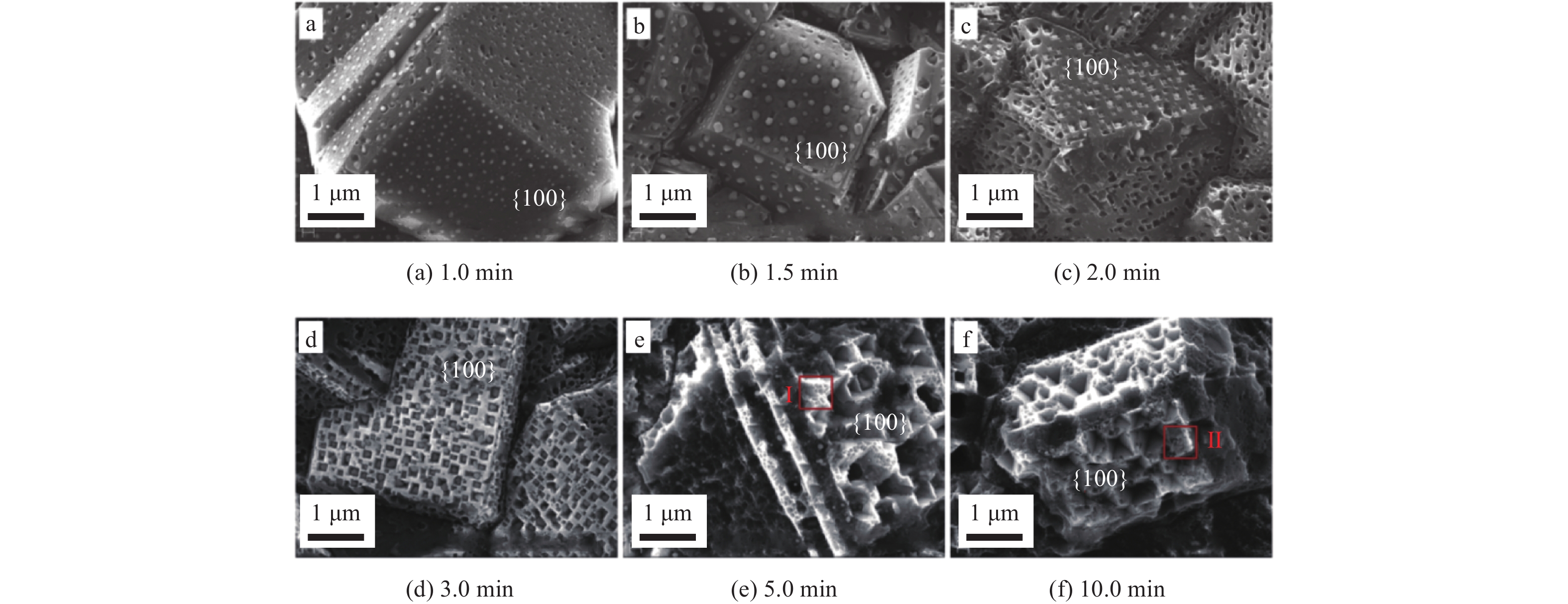
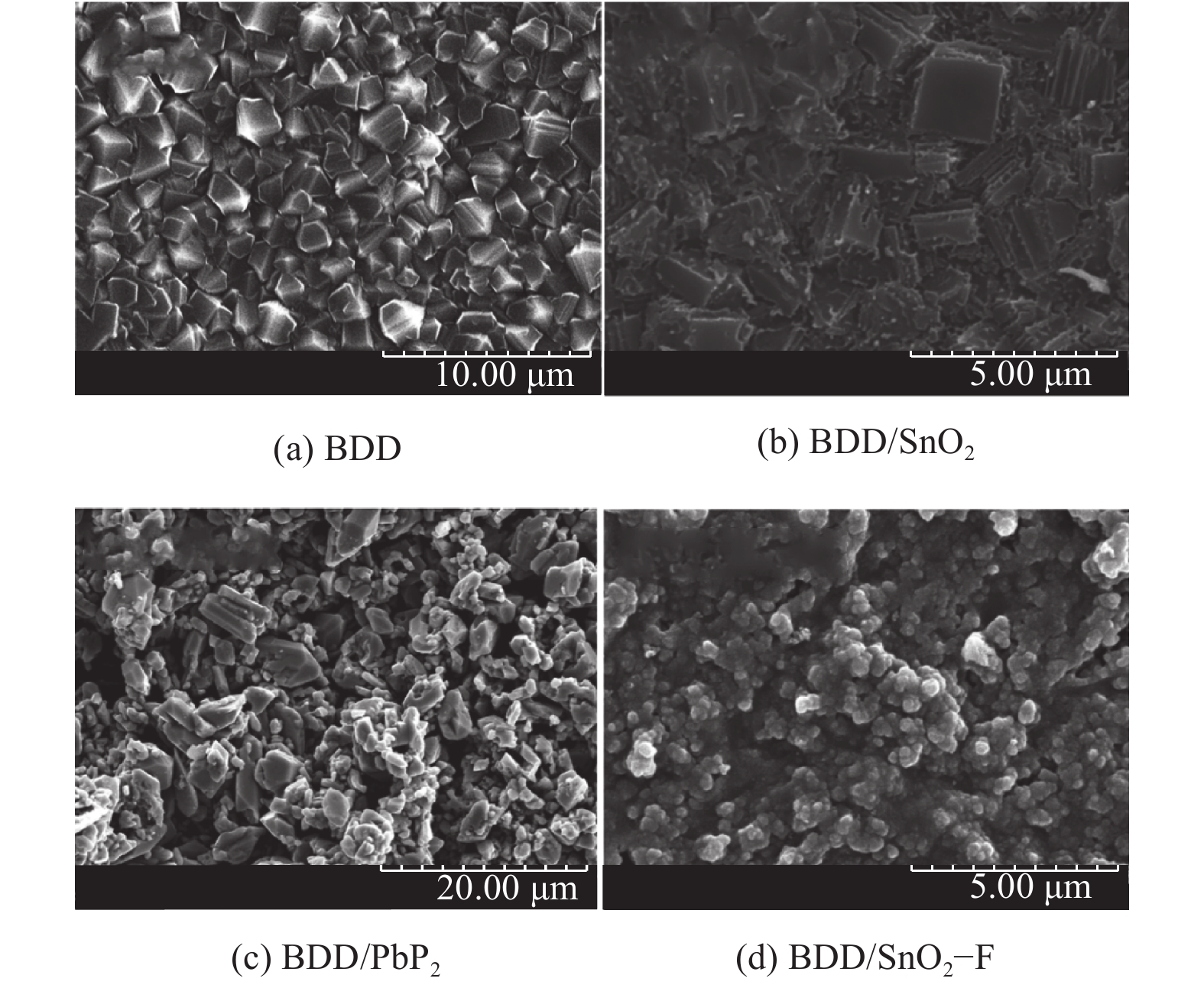
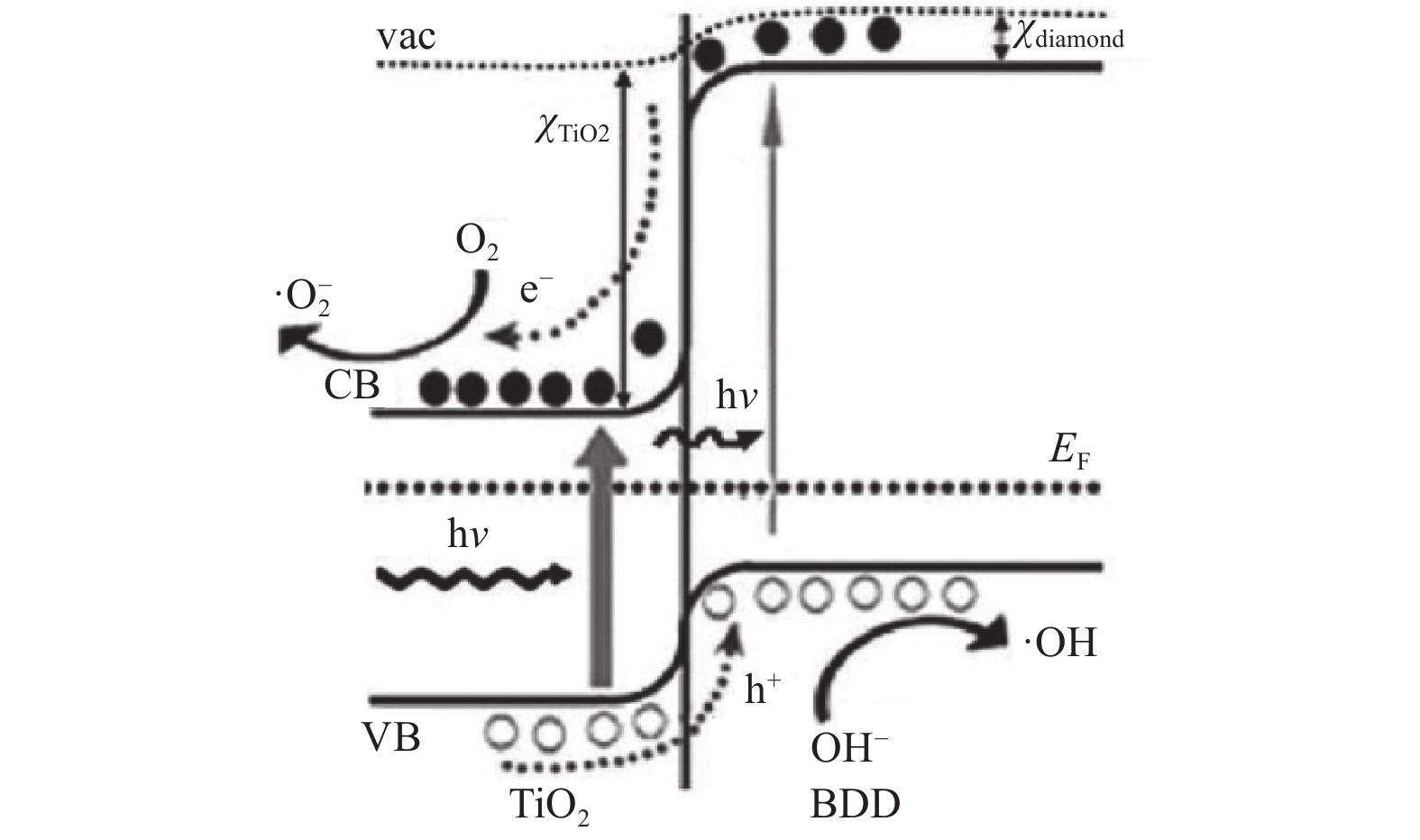
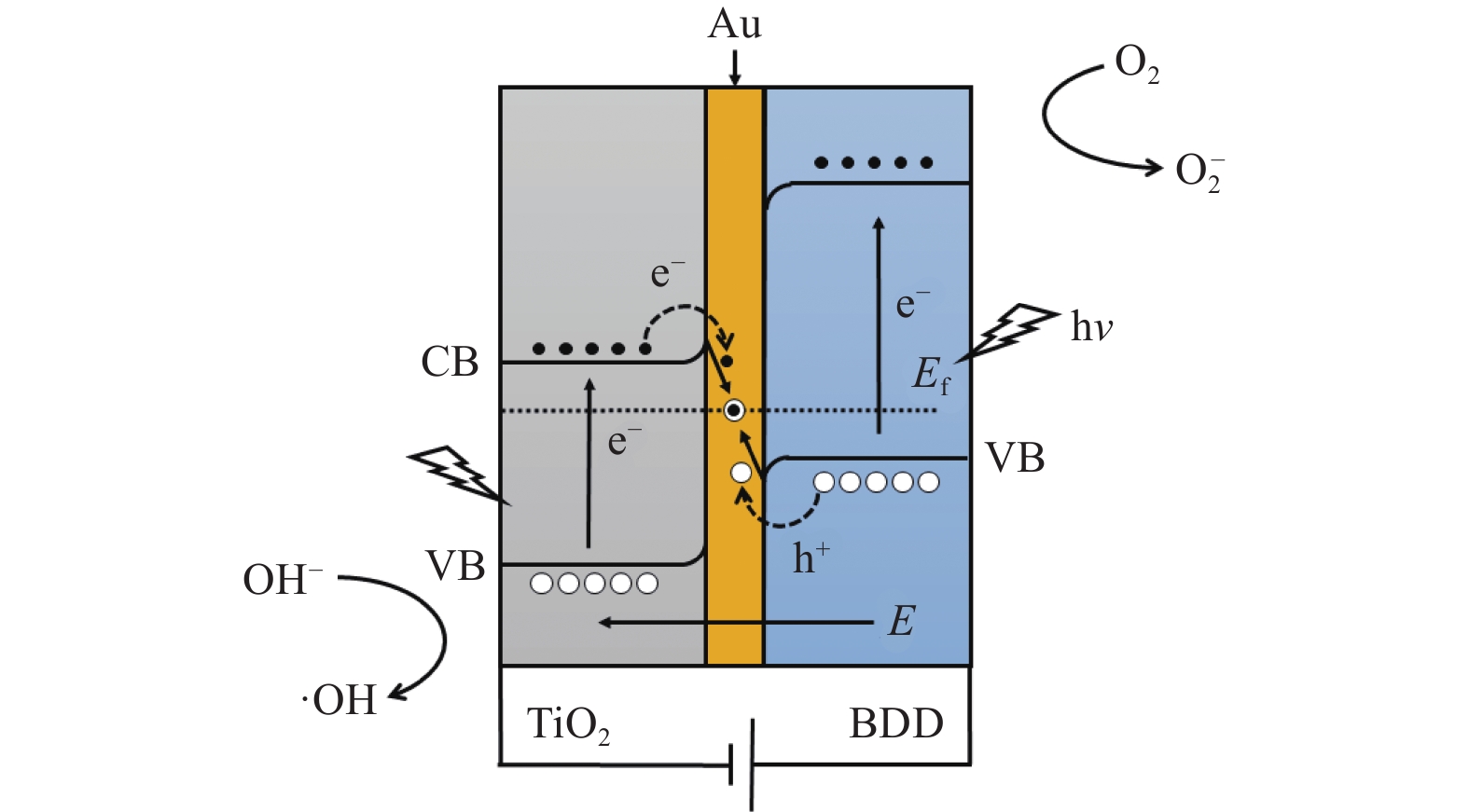
高性能掺硼金刚石电极的研究进展
李莲莲
,
陈冠钦
2022, 42(5): 543-551.
doi:
10.13394/j.cnki.jgszz.2021.5005
摘要
(
2465
)
HTML
(
720
)
PDF 4637KB
(
256
)
施引文献
(
)
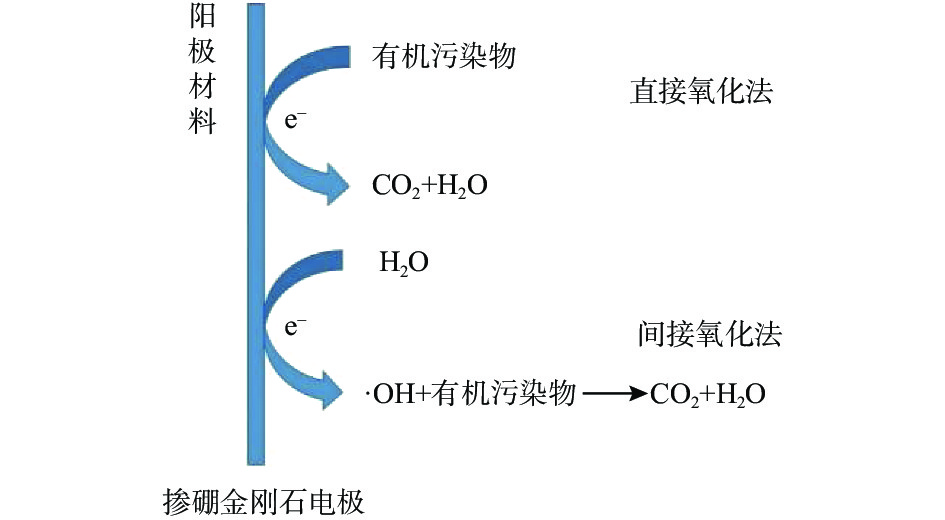
摘要:
常规的2D-BDD平板电极反应活性面积小,降解效率低,难以实现污水的高效化处理。为了提高污水处理时的降解效率,通常期望BDD电极具有高的比表面积来提高反应活性面积,以及具有特殊的表面结构来提高氧化催化能力。然而,这样的BDD存在制备工艺复杂、设备昂贵等缺点。因此,聚焦于BDD电极的制备方法,对比不同制备方法的优缺点,探讨BDD电极在污水处理中的工业化应用前景。
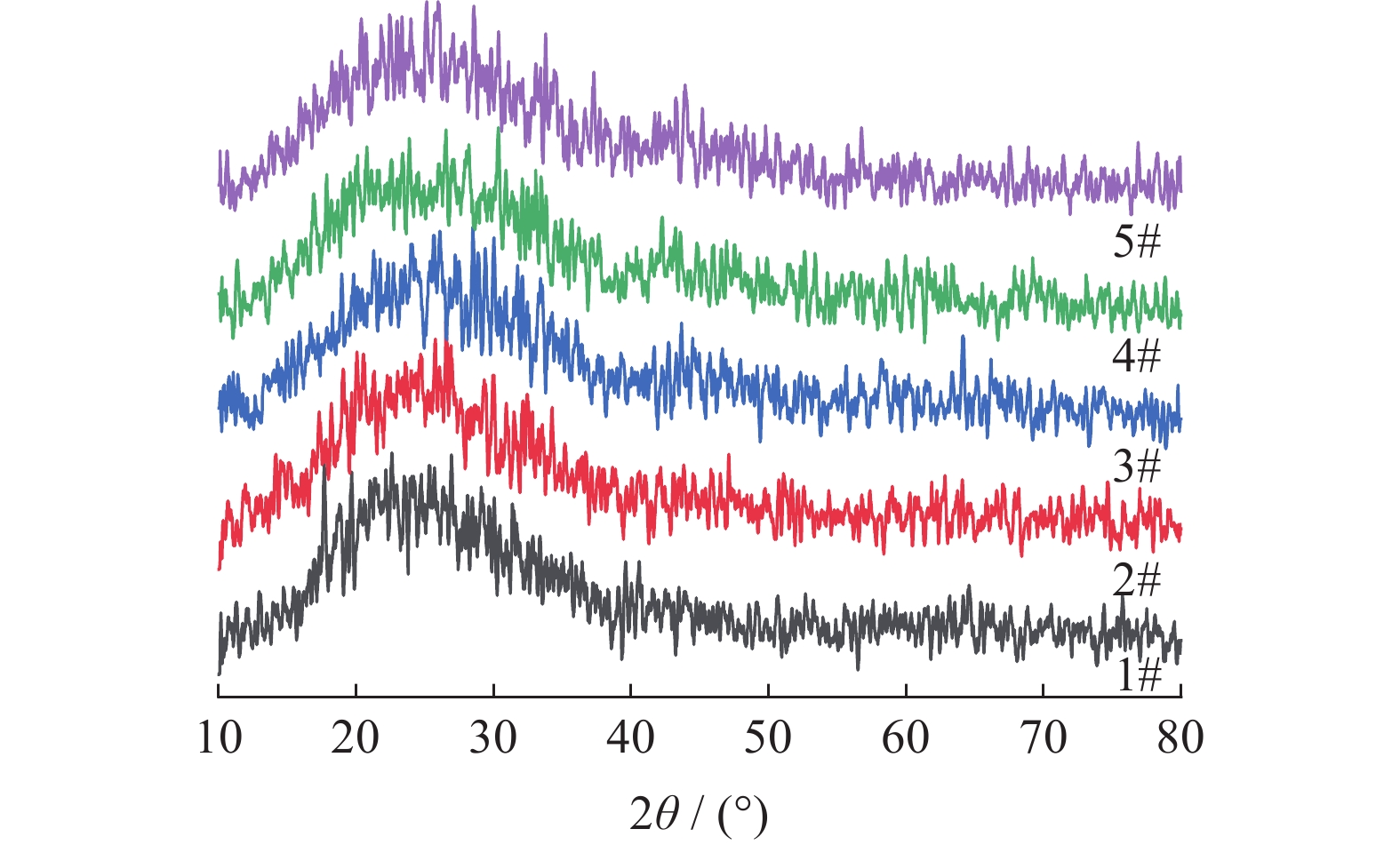
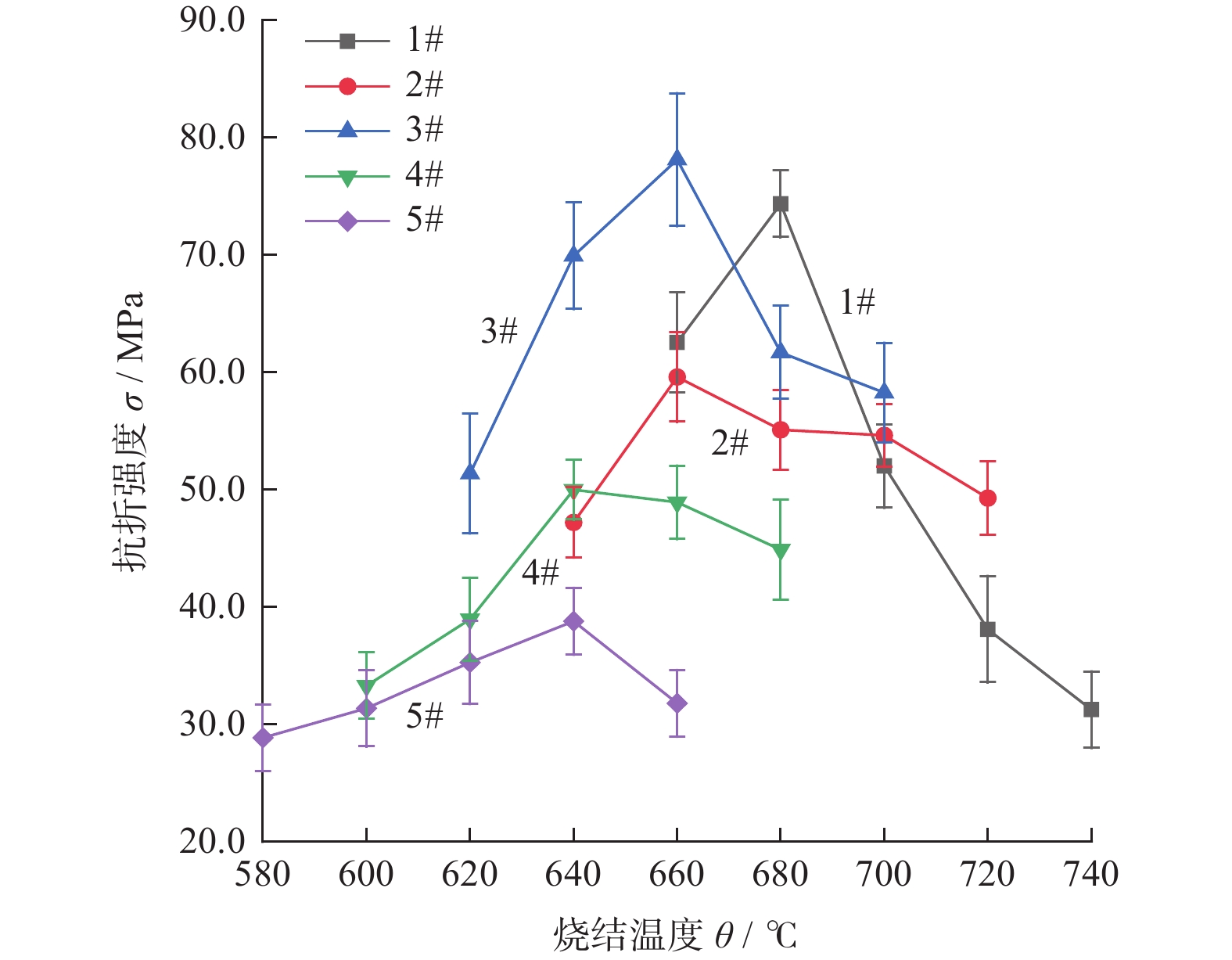
B
2
O
3
含量对SiO
2
–B
2
O
3
–Al
2
O
3
–Na
2
O系陶瓷结合剂结构与性能的影响
王照
,
徐三魁
,
黄威
,
徐天兵
,
韩平
,
闫国进
,
陈兆奇
,
吴坦洋
2022, 42(5): 552-559.
doi:
10.13394/j.cnki.jgszz.2022.0041
摘要
(
1040
)
HTML
(
532
)
PDF 3456KB
(
73
)
施引文献
(
)
摘要:
制备不同B
2
O
3
含量的SiO
2
–B
2
O
3
–Al
2
O
3
–Na
2
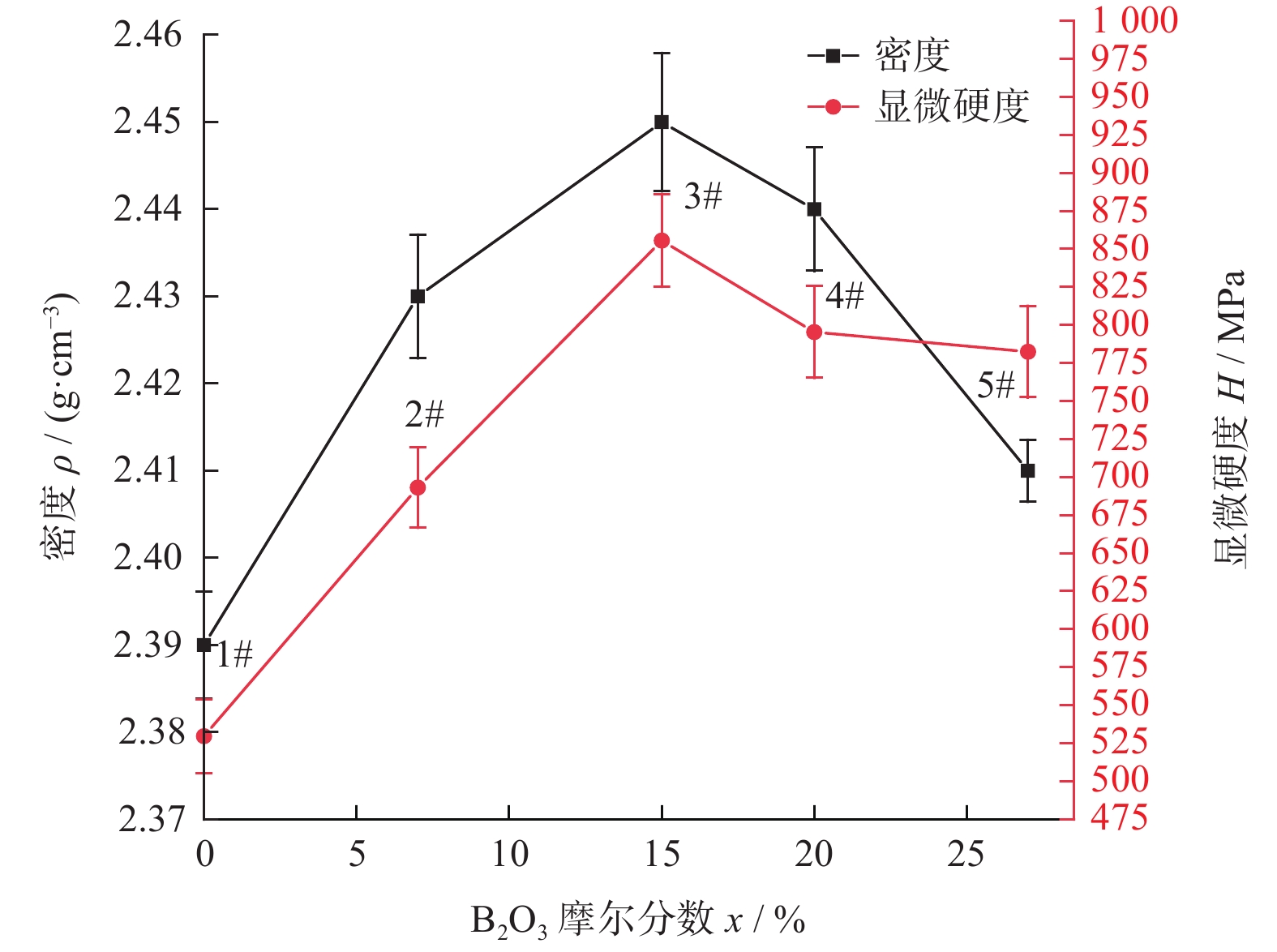
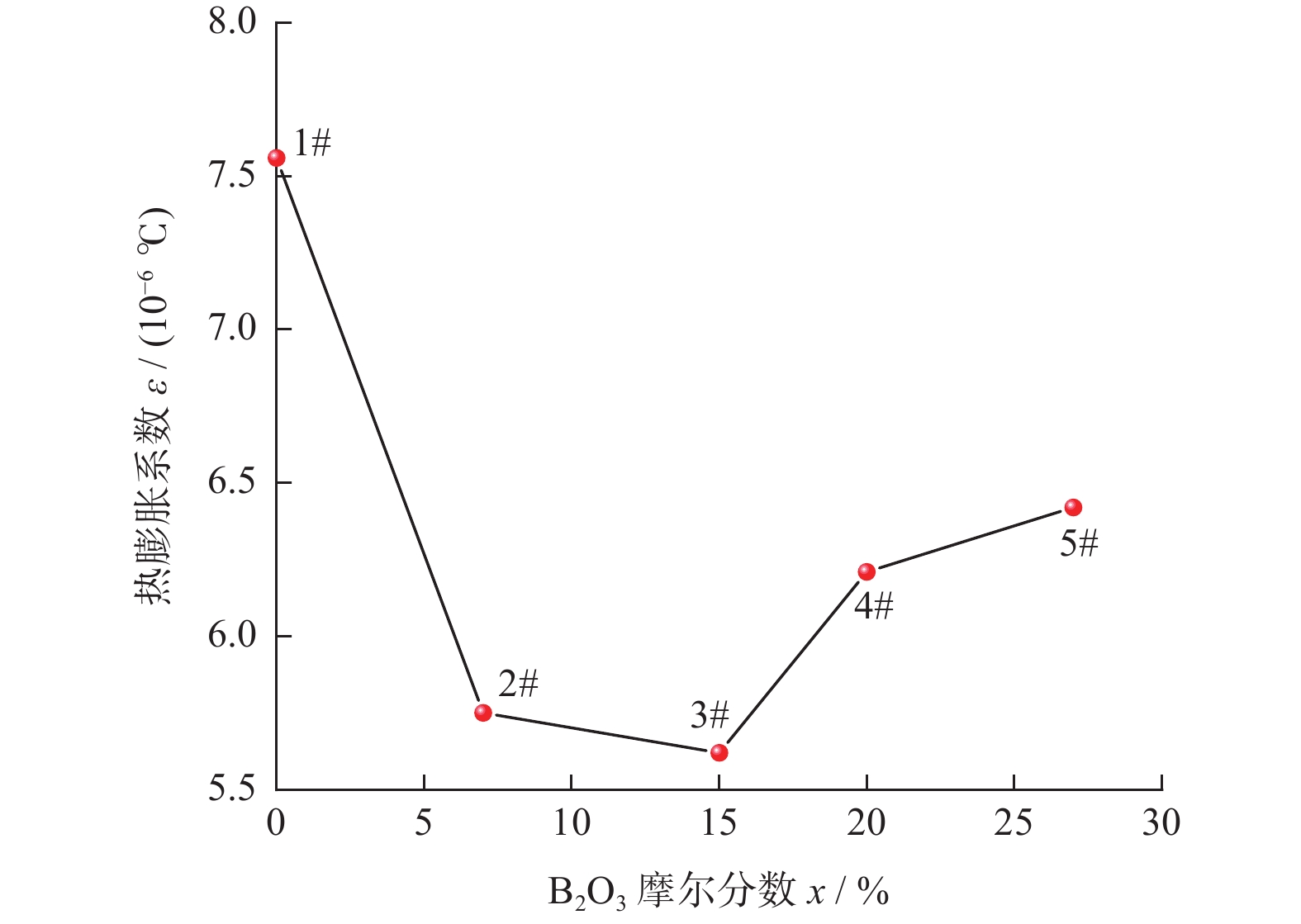
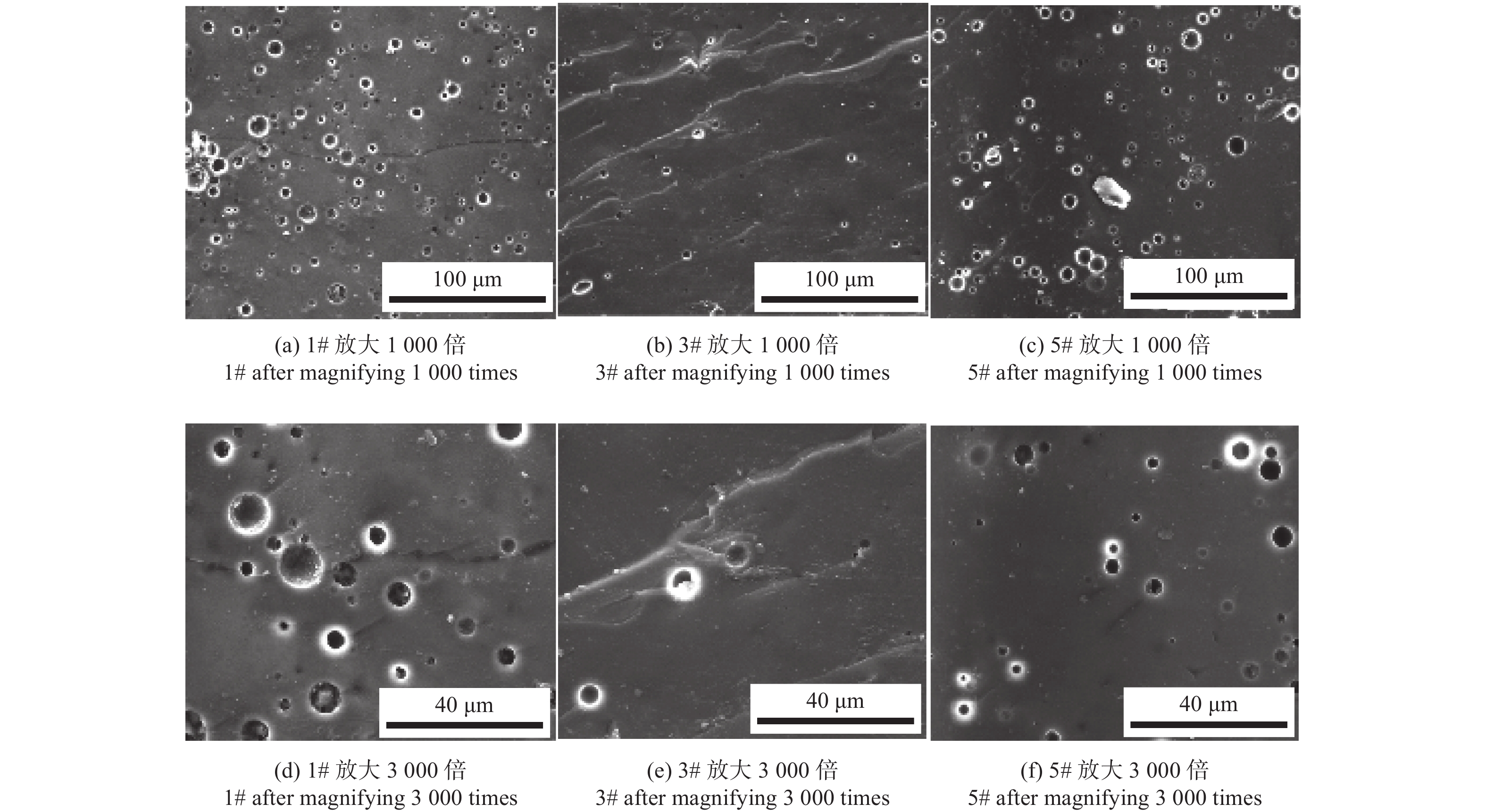
O系玻璃试样和陶瓷结合剂试样,利用电子多功能实验机、扫描电镜、显微硬度仪、平面流淌法、热膨胀系数测试仪等分别测试不同玻璃试样的密度和显微硬度,陶瓷结合剂试样的抗折强度、微观形貌和热膨胀系数等,并用X射线衍射仪、傅里叶变换红外光谱仪对陶瓷结合剂的结构和成分变化进行分析。结果表明:将B
2
O
3
引入陶瓷结合剂中可有效降低其烧结温度,提高其热稳定性并调节其热膨胀系数等。在陶瓷结合剂中加入摩尔分数为15%的B
2
O
3
时,其样条抗折强度最高为78.11 MPa,密度和硬度最高分别为2.45 g/cm
3
和856 MPa,且该陶瓷结合剂的热膨胀系数与金刚石最匹配。X射线衍射分析结果表明陶瓷结合剂是典型的玻璃相结构,且对磨料有良好的包覆效果。
Y
2
O
3
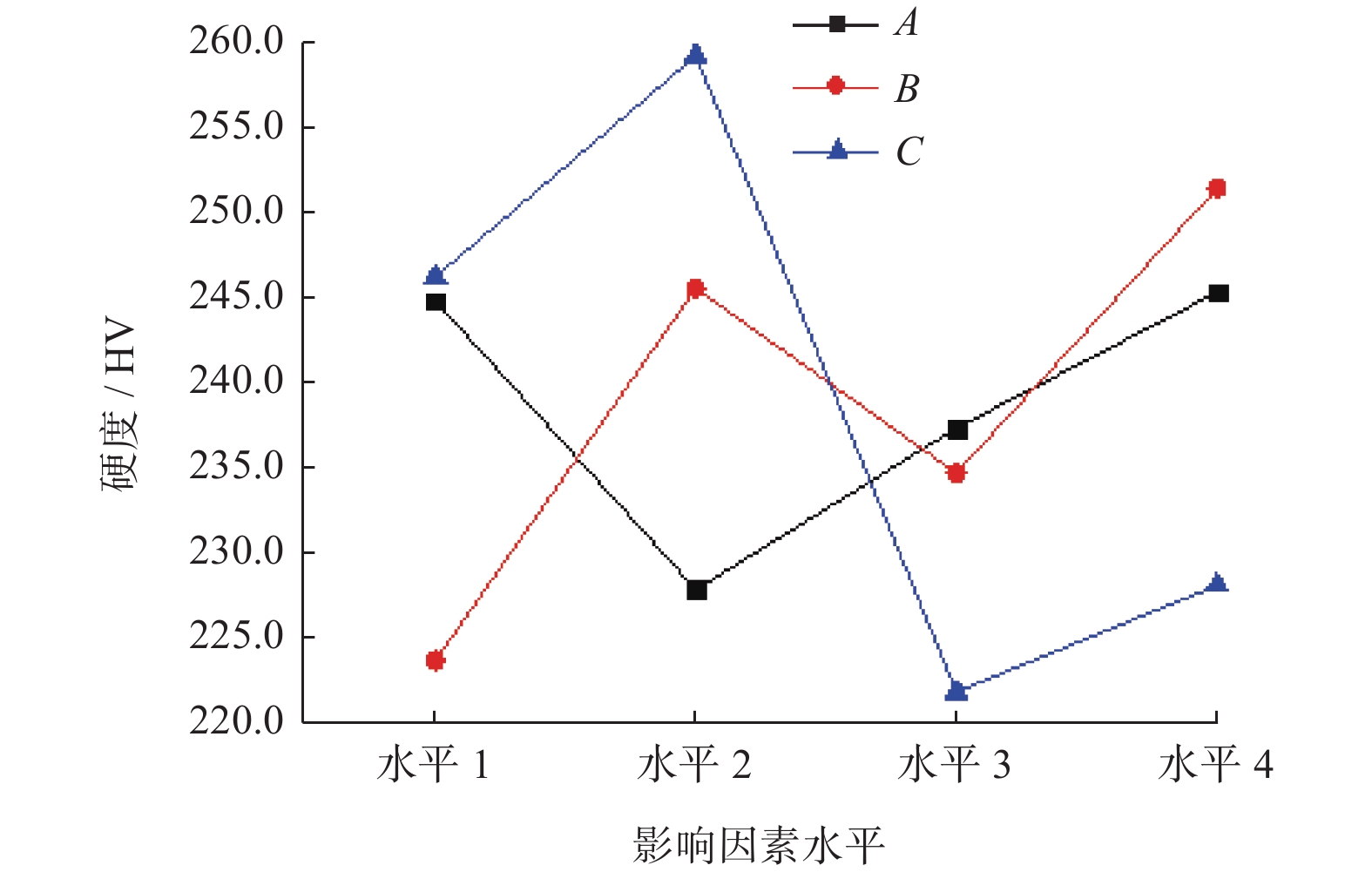
对铁基金刚石工具性能的影响
温禄
,
周强
,
罗莉
,
潘锡翔
,
吴劲频
2022, 42(5): 560-566.
doi:
10.13394/j.cnki.jgszz.2022.0046
摘要
(
1159
)
HTML
(
526
)
PDF 3031KB
(
60
)
施引文献
(
)
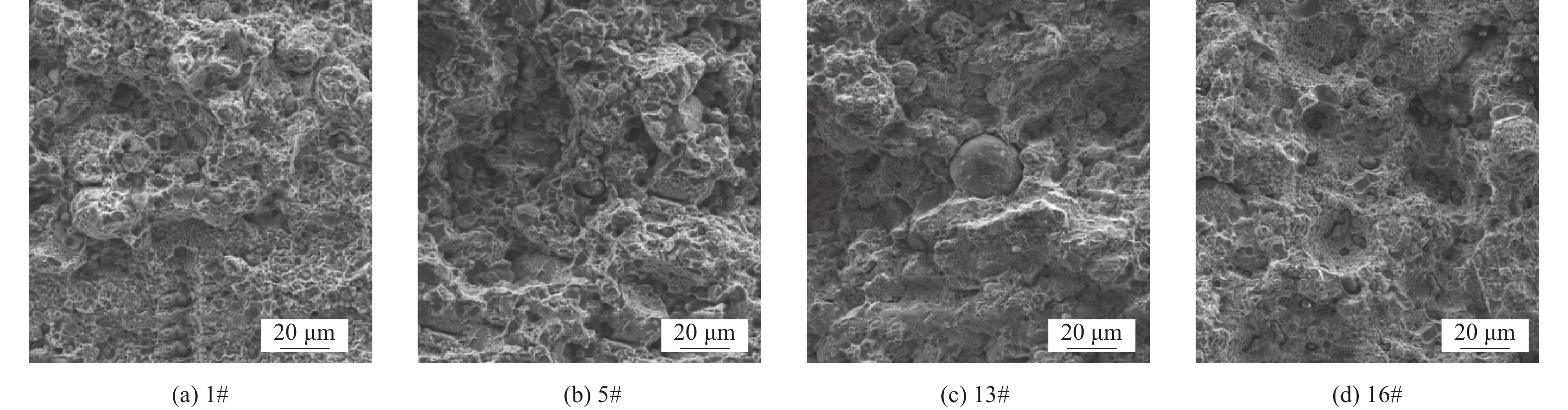
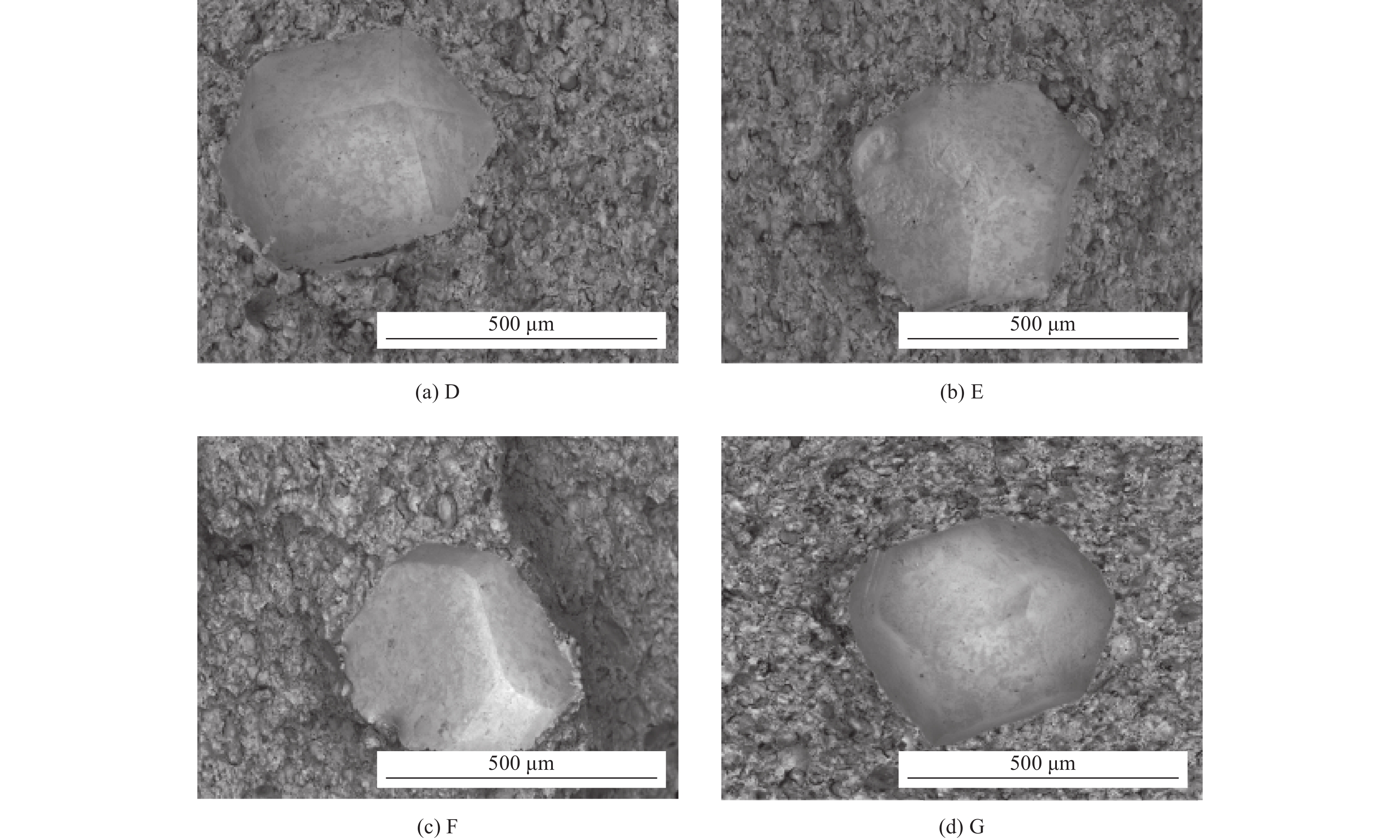
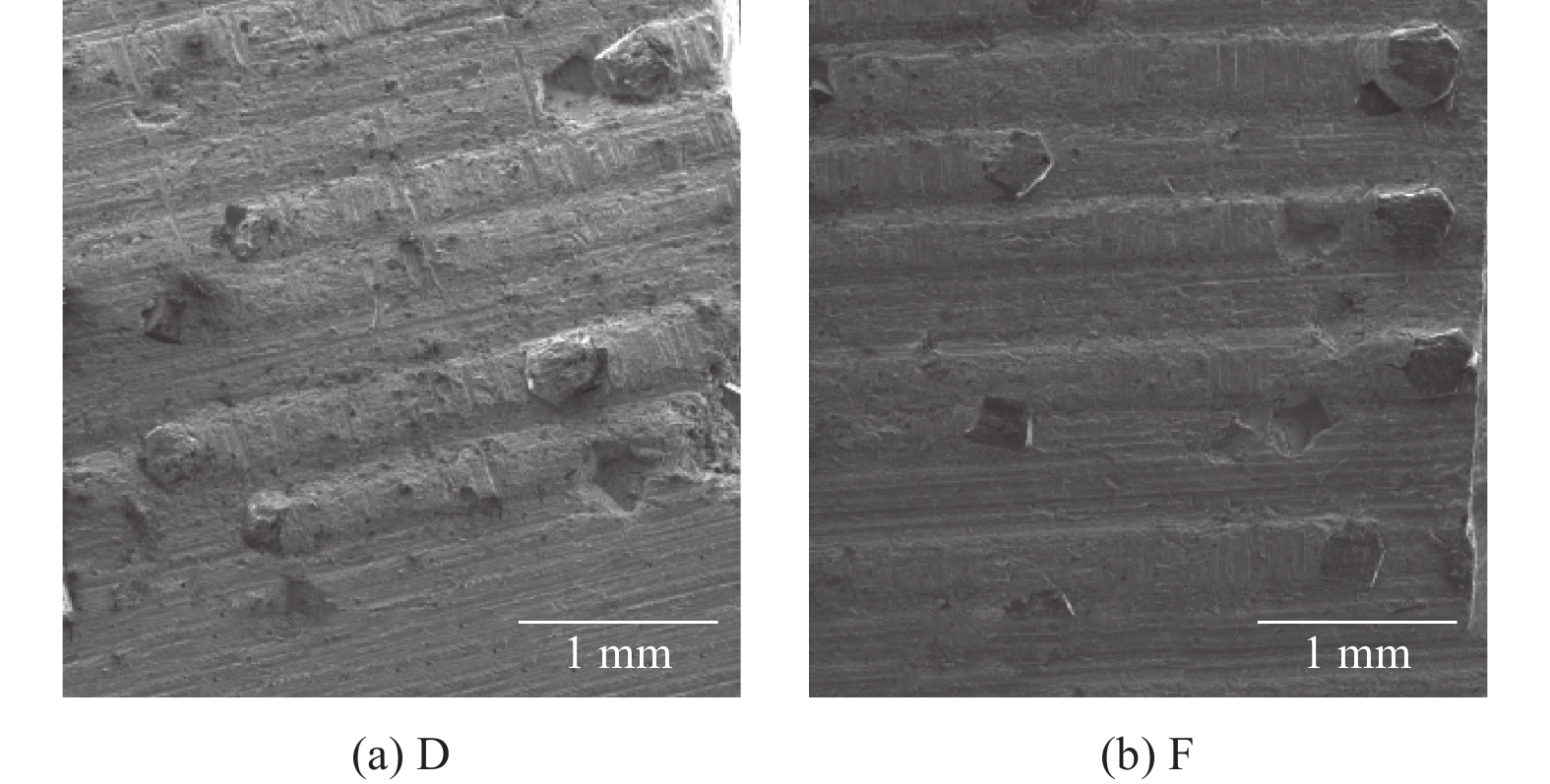
摘要:
采用正交试验方法研究热压压力、烧结温度和Y
2
O
3
含量等3个因素对铁基胎体硬度、致密度、抗弯强度和断口微观形貌等的影响,并获得较优的烧结工艺参数。在此基础上,制备含Y
2
O
3
的铁基金刚石工具,并对其断口形貌、耐磨性和锋利度等进行检测及分析。结果表明:含Y
2
O
3
的铁基结合剂胎体,其相对密度和硬度的影响因素次序为Y
2
O
3
含量>烧结温度>热压压力,抗弯强度的影响因素次序为烧结温度>Y
2
O
3
含量>热压压力;且Y
2
O
3
能促进铁基金刚石胎体组织的致密化,降低其烧结温度。在烧结温度为780 ℃、热压压力为51 kN的较优烧结工艺下,适量的Y
2
O
3
能使金刚石工具的孔隙率减小、黏结状况改善,并增强黏结剂对金刚石磨粒的把持能力。
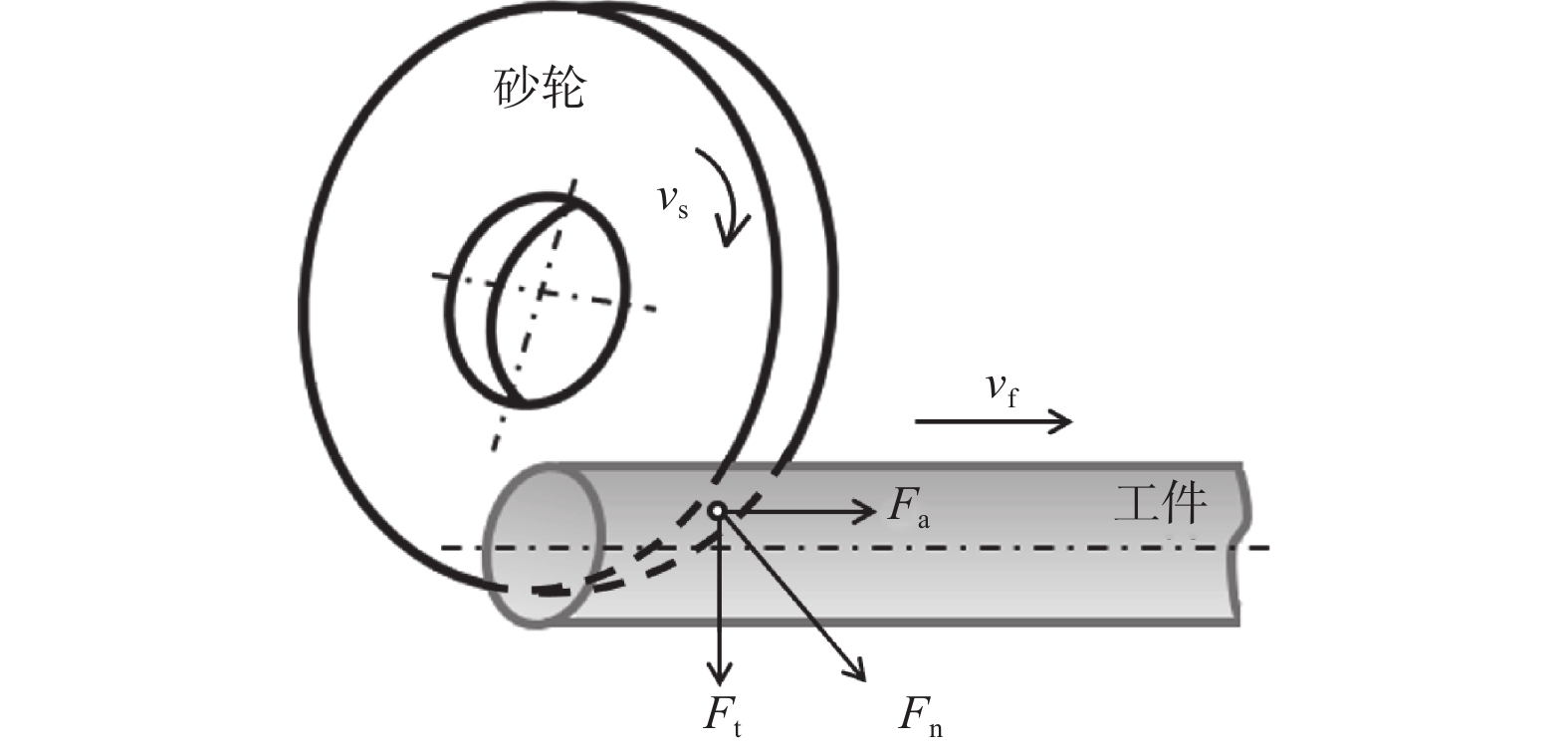
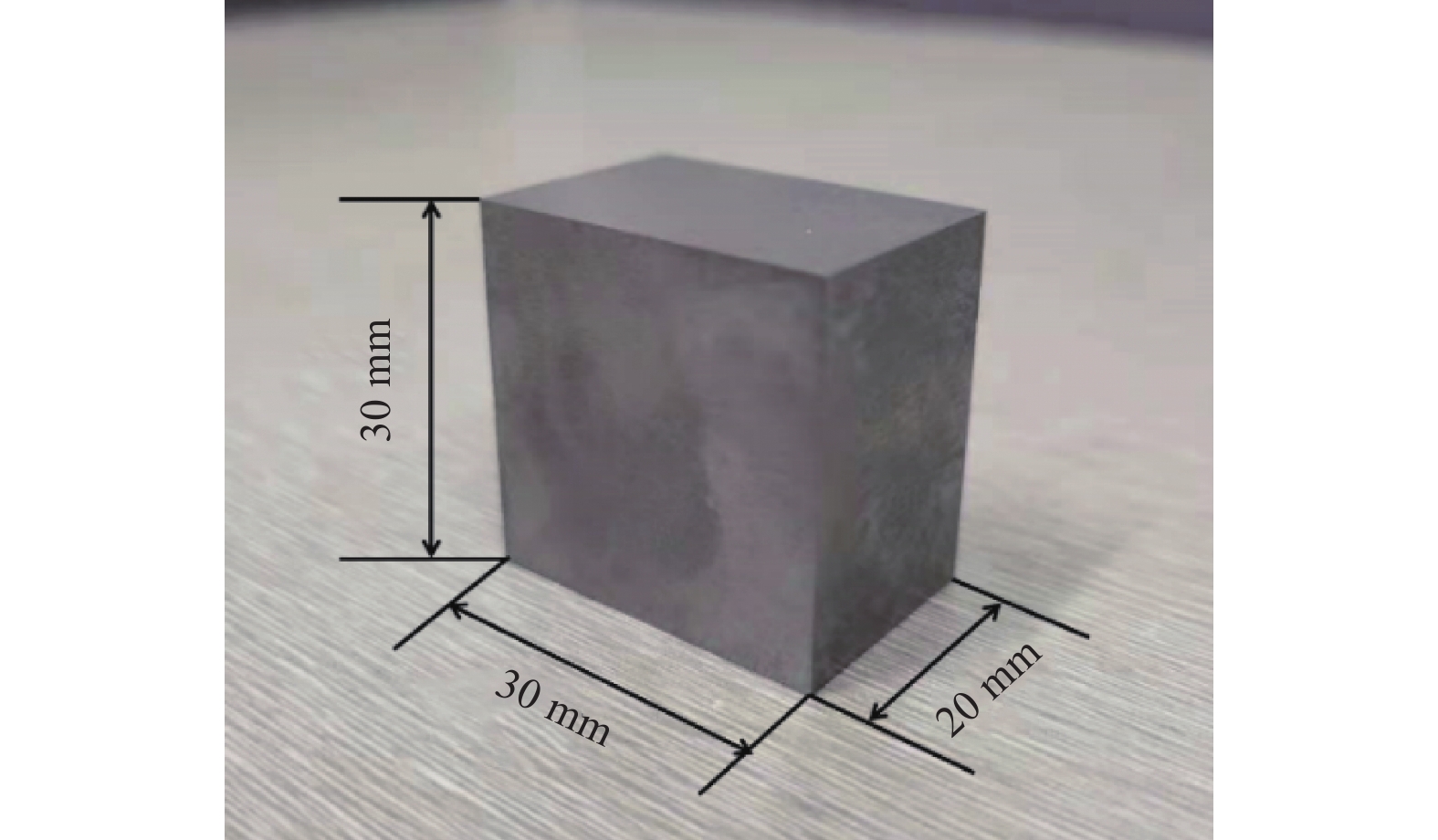
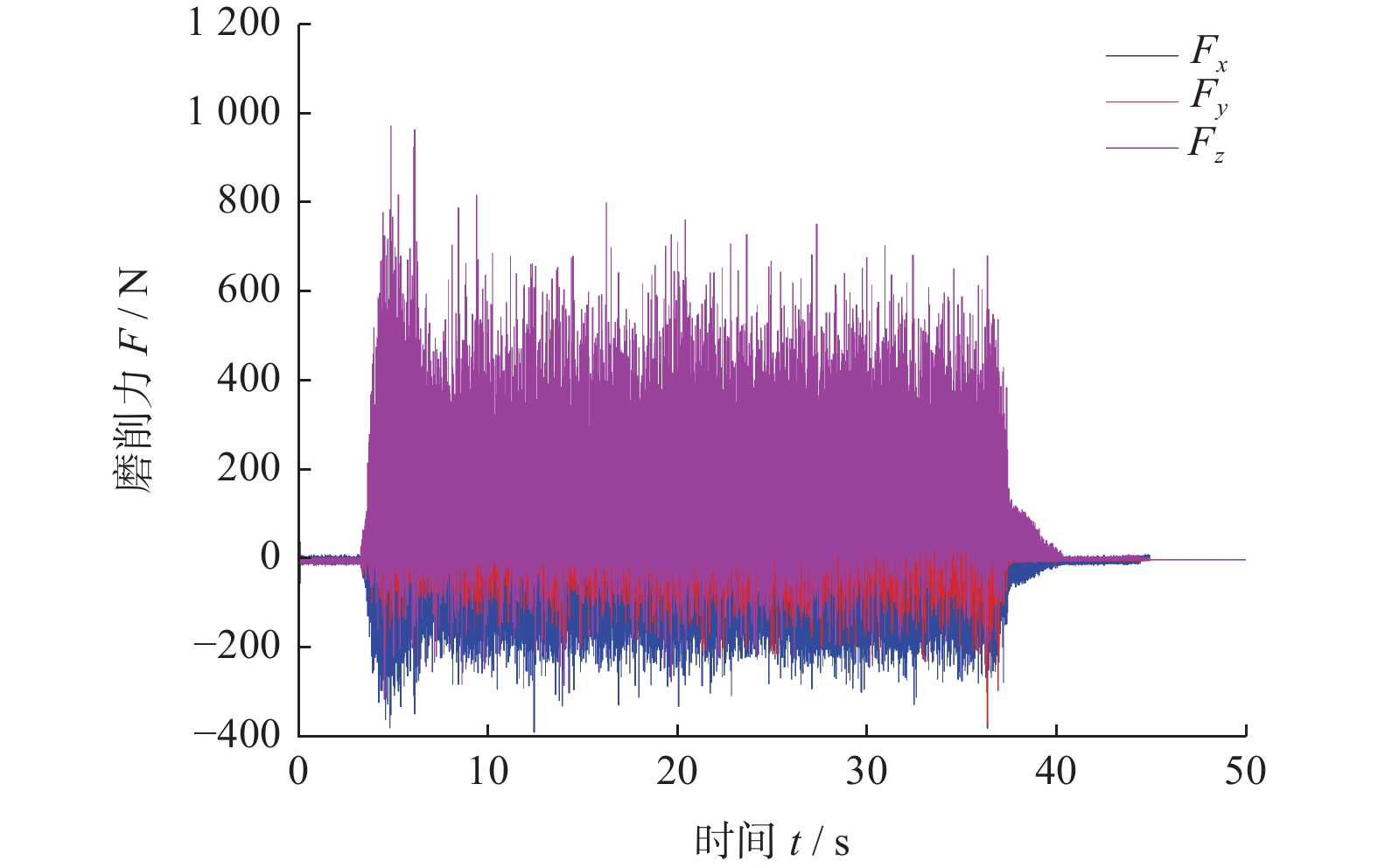
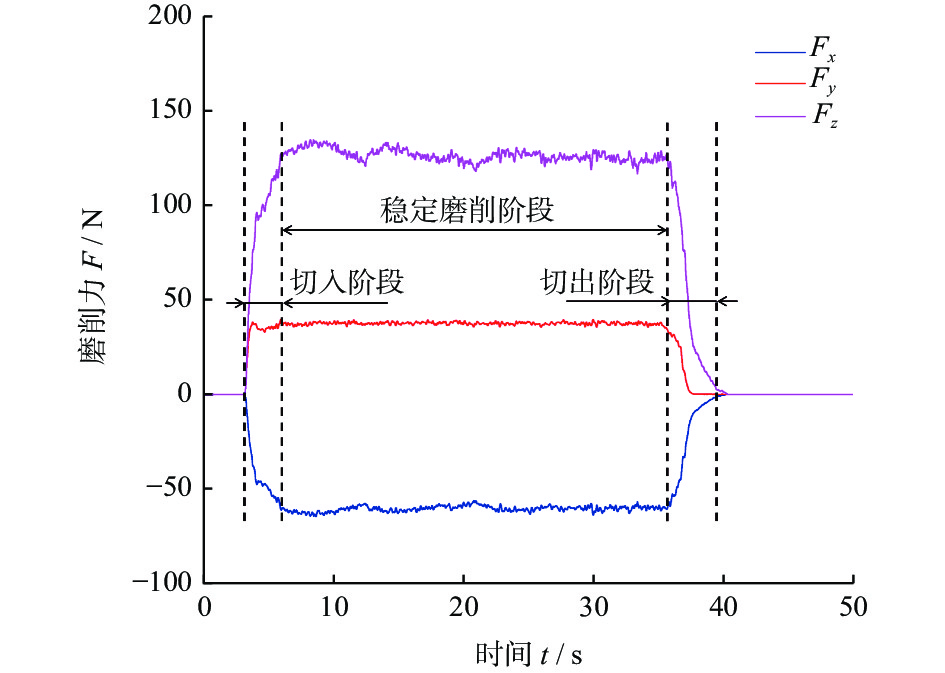
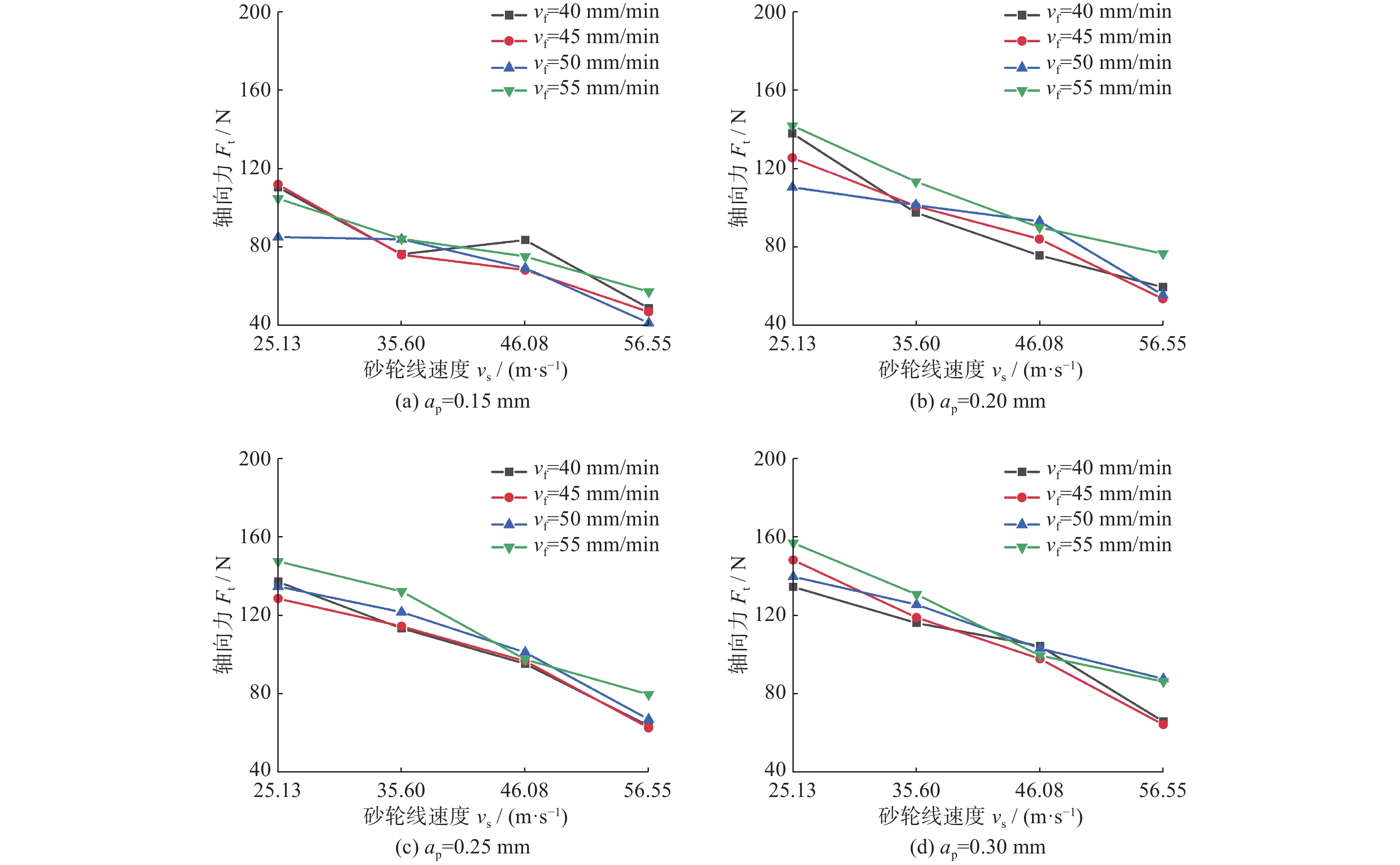
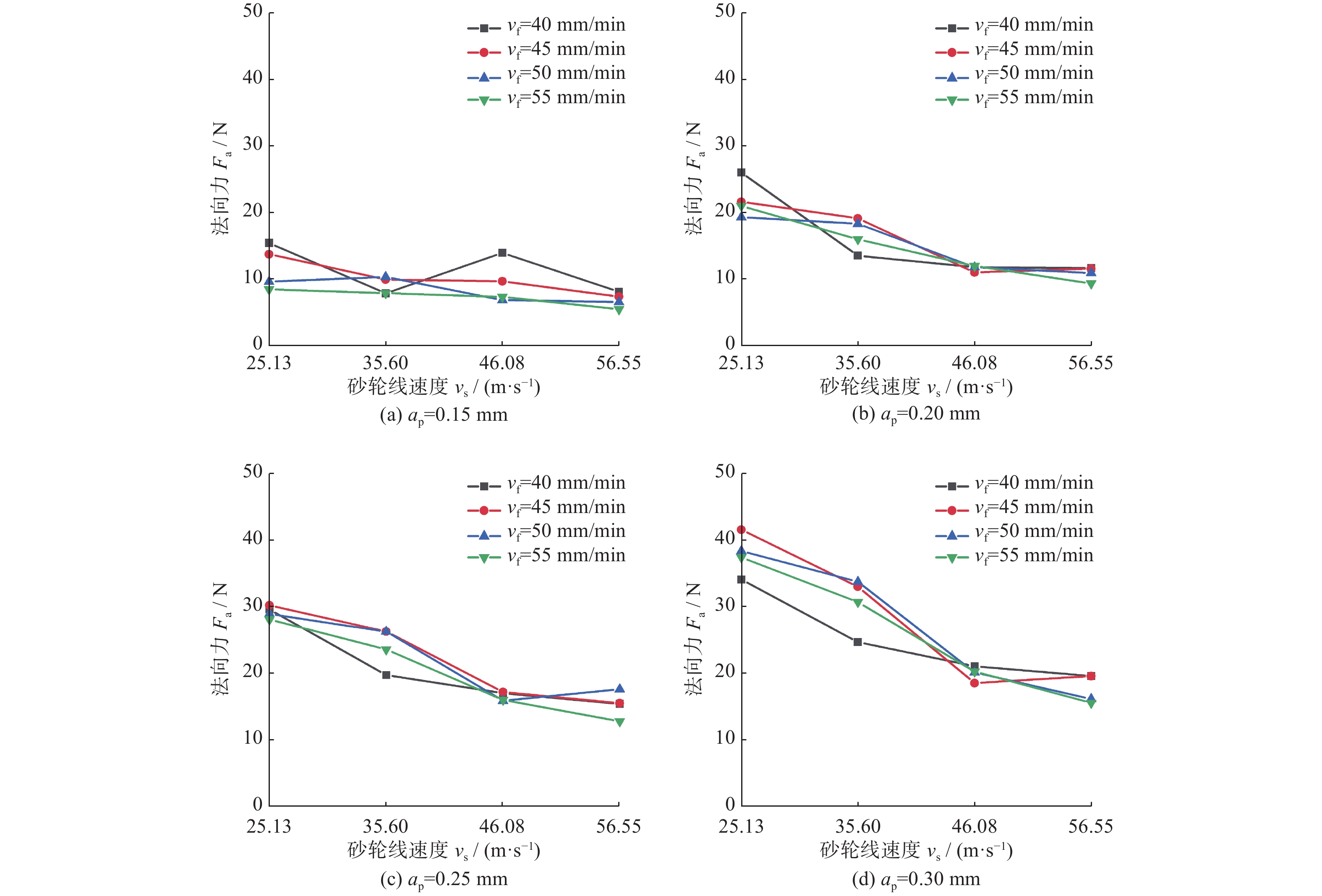
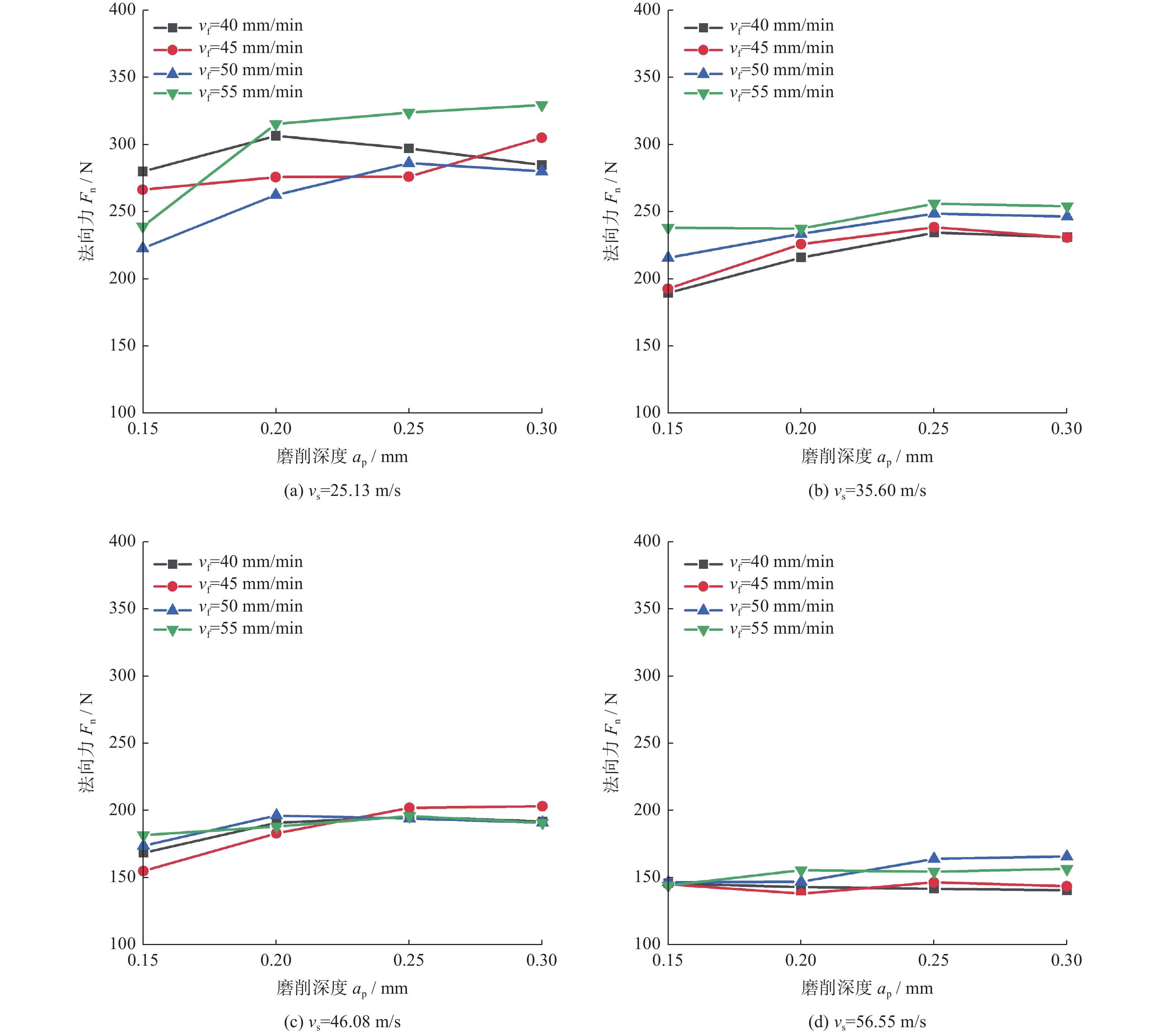
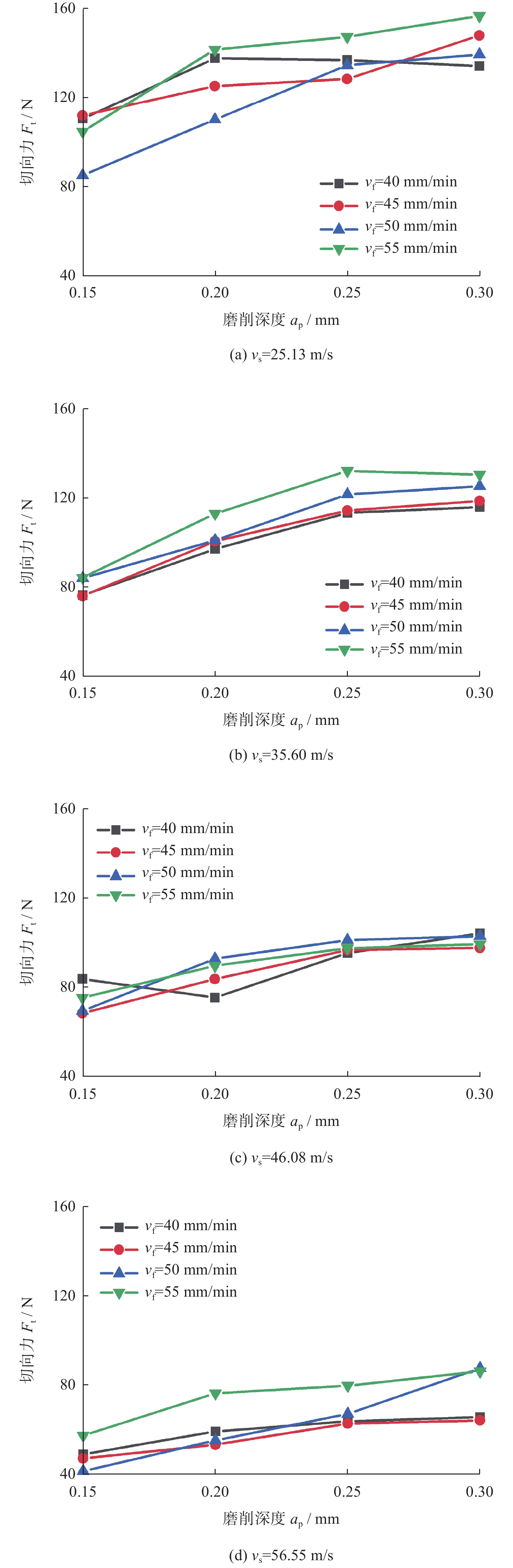
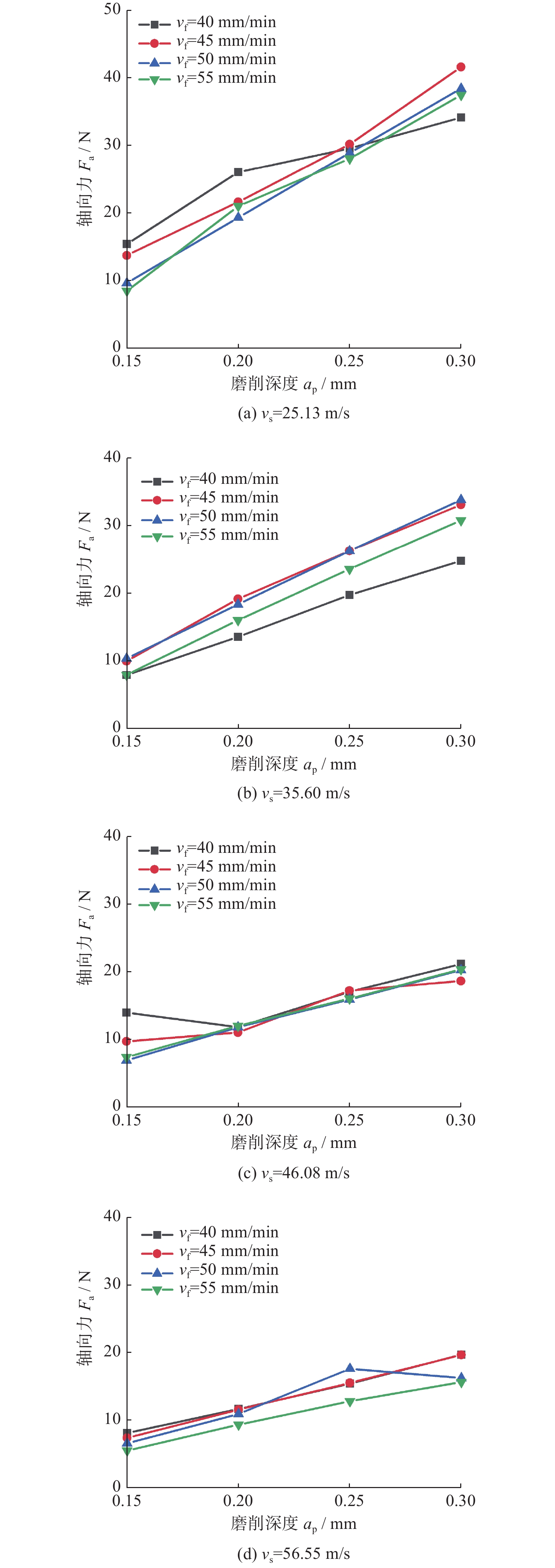
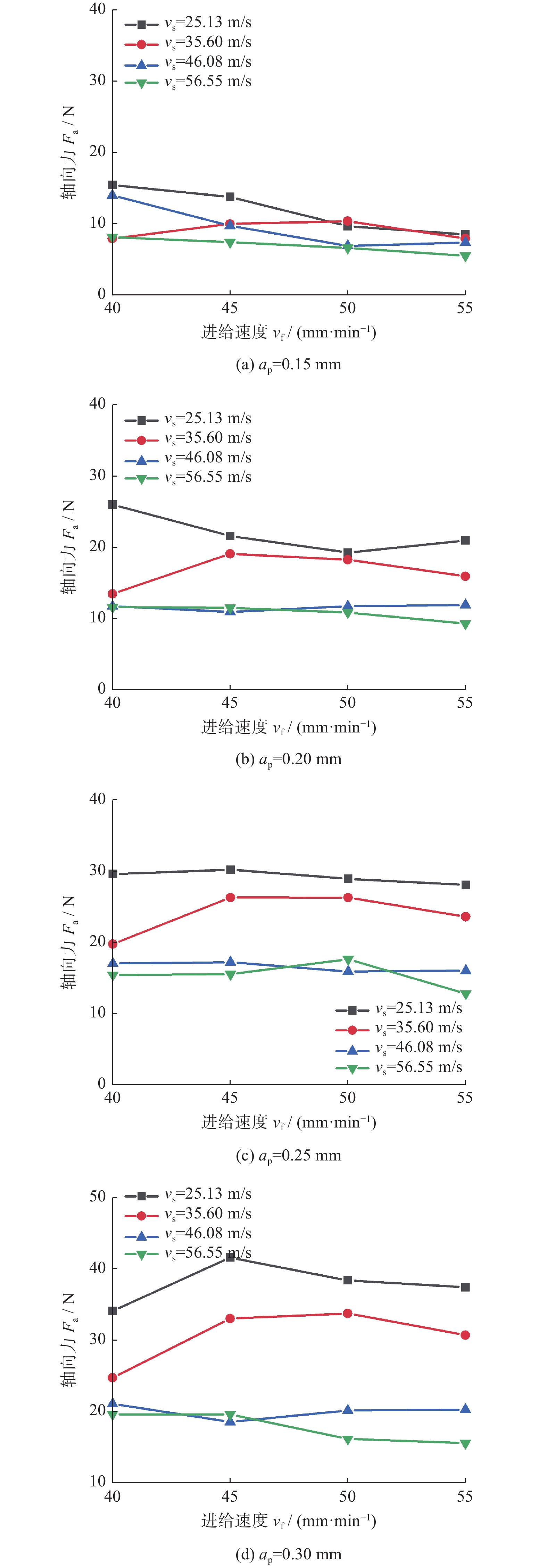
金刚石砂轮轴向进给磨削硬质合金时的磨削力实验研究
任小柯
,
黄辉
,
苏珍发
2022, 42(5): 567-577.
doi:
10.13394/j.cnki.jgszz.2022.0040
摘要
(
1438
)
HTML
(
772
)
PDF 4792KB
(
128
)
施引文献
(
)
摘要:
为研究金刚石砂轮轴向进给磨削硬质合金时的磨削力,建立轴向力与法向力、切向力的转化模型;测量不同工艺参数下的磨削力变化;分析工艺参数对法向力、切向力、轴向力的影响规律并建立磨削力的经验公式。结果表明:在轴向进给磨削过程中,最大的磨削力是法向力,而轴向力略小于切向力。砂轮线速度对3个方向的磨削力的影响大致相同。磨削深度对法向、切向及轴向3个方向的磨削力的影响明显不同。进给速度对3个方向磨削力的影响不显著。
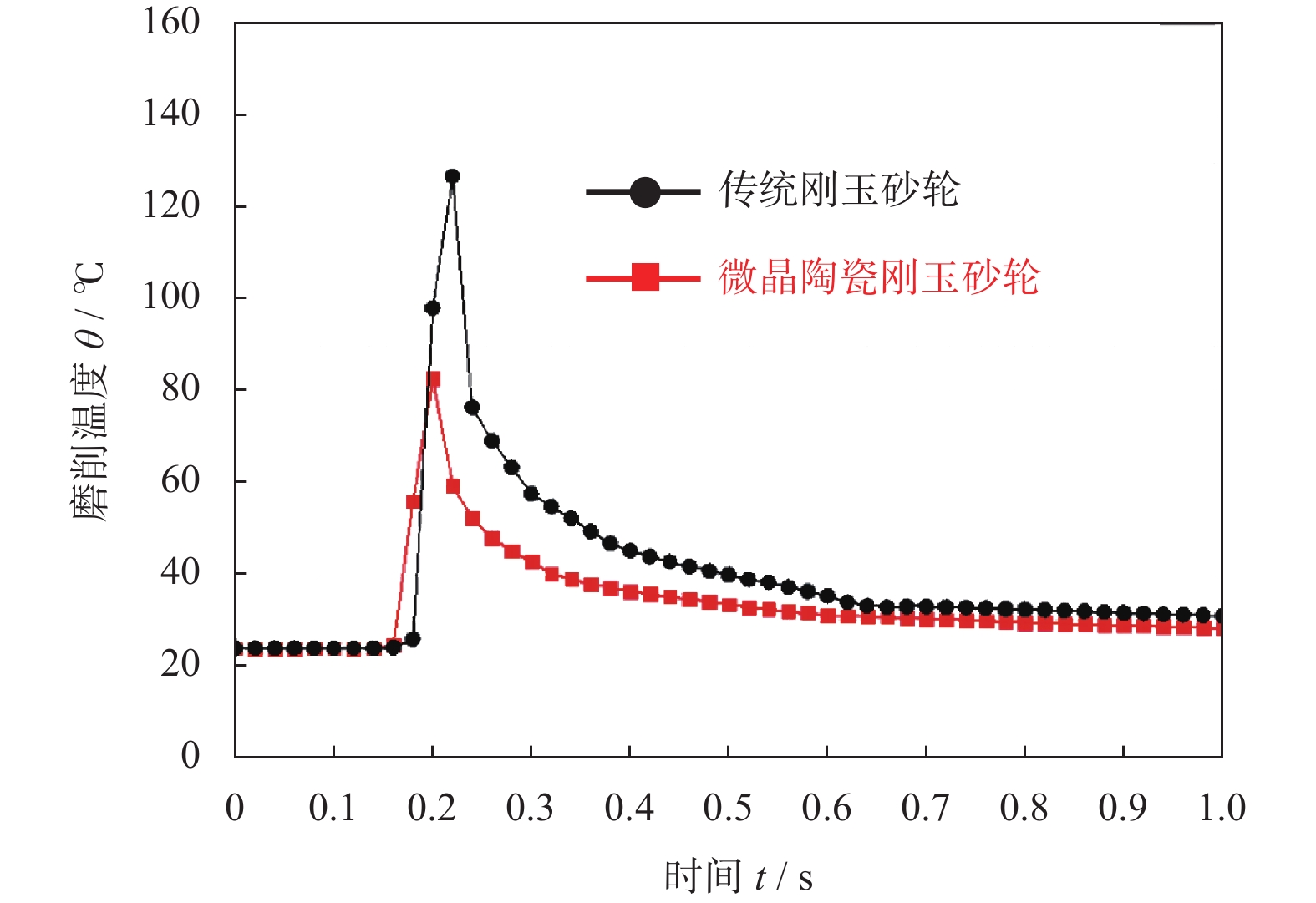
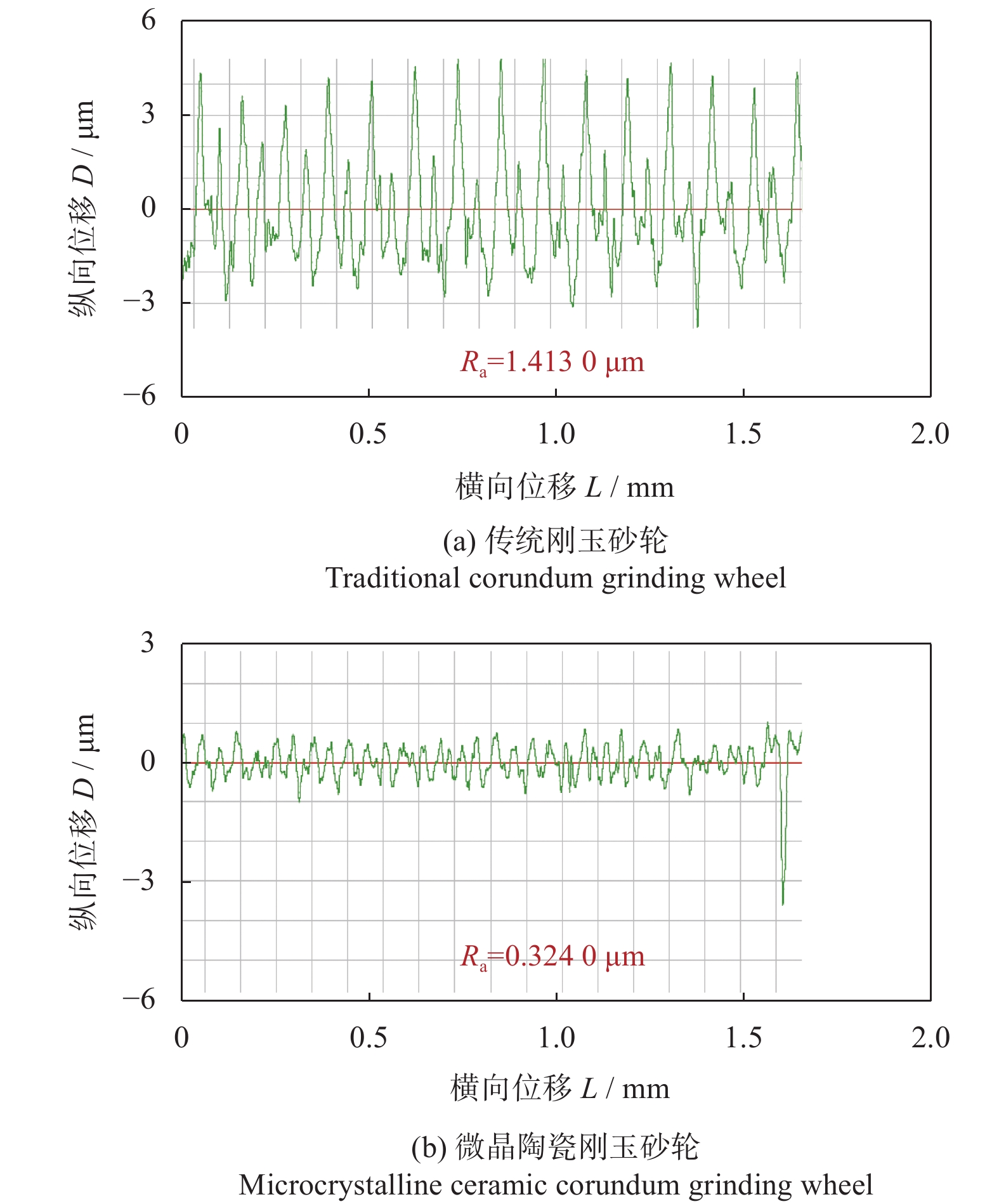
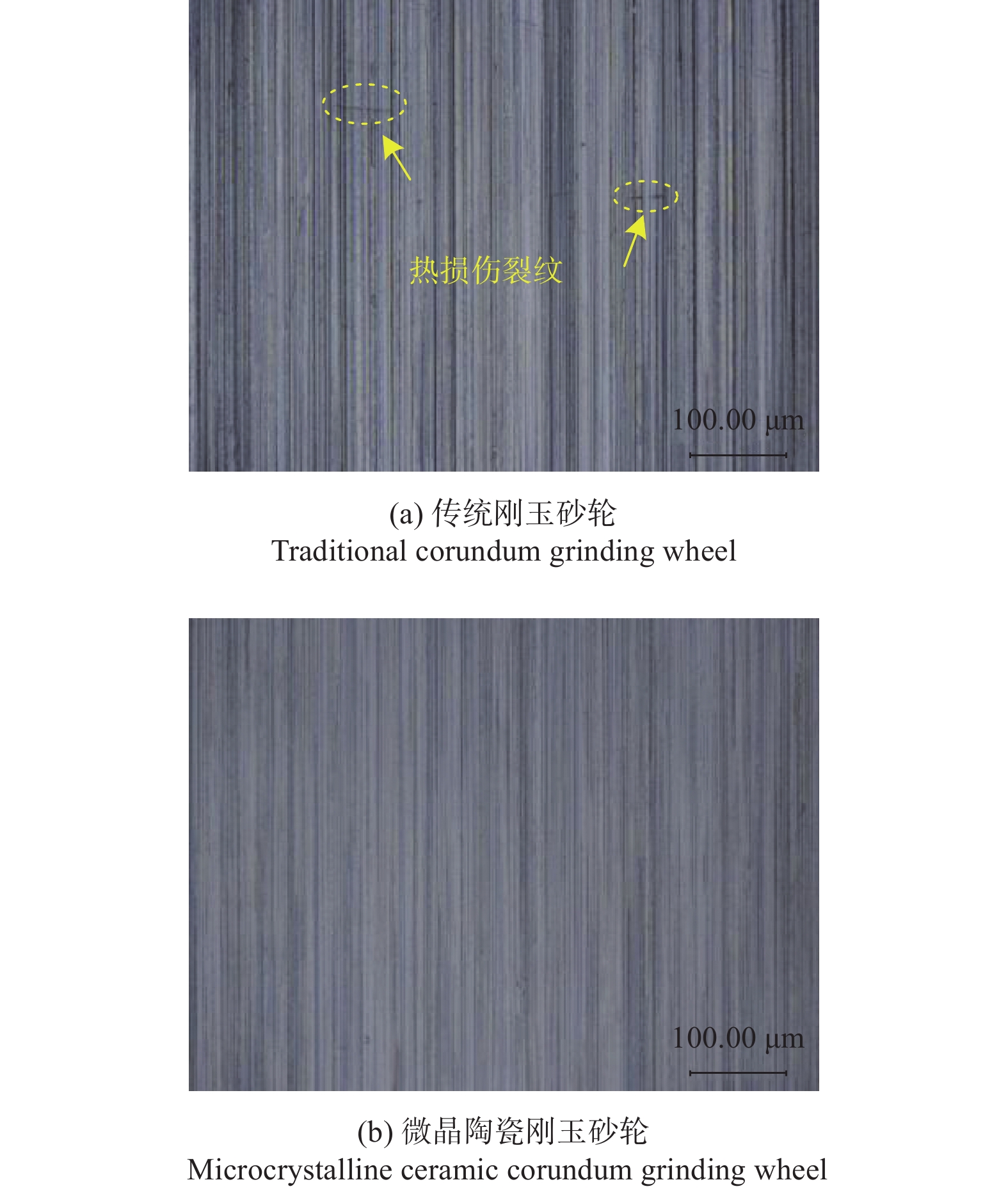
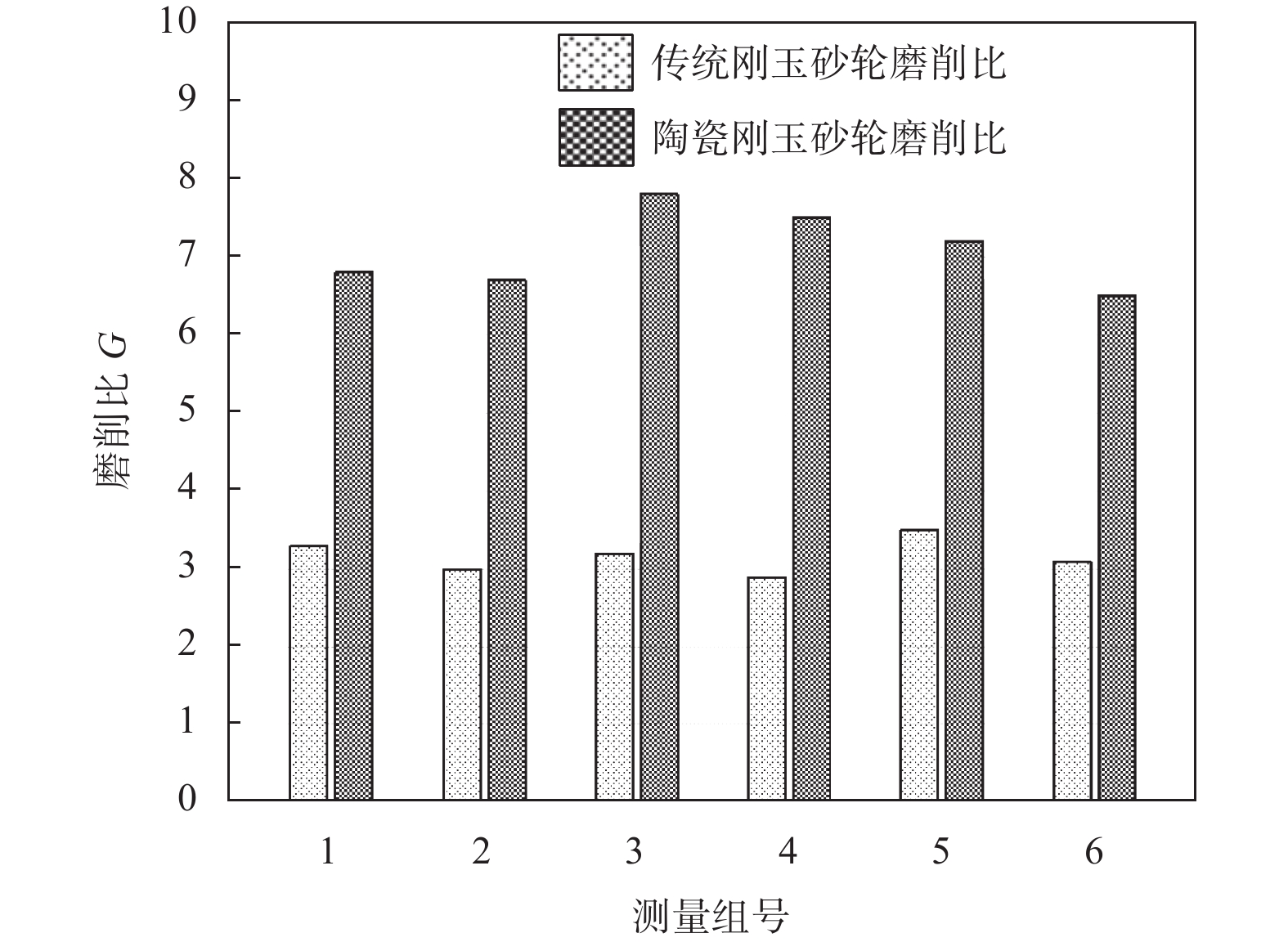
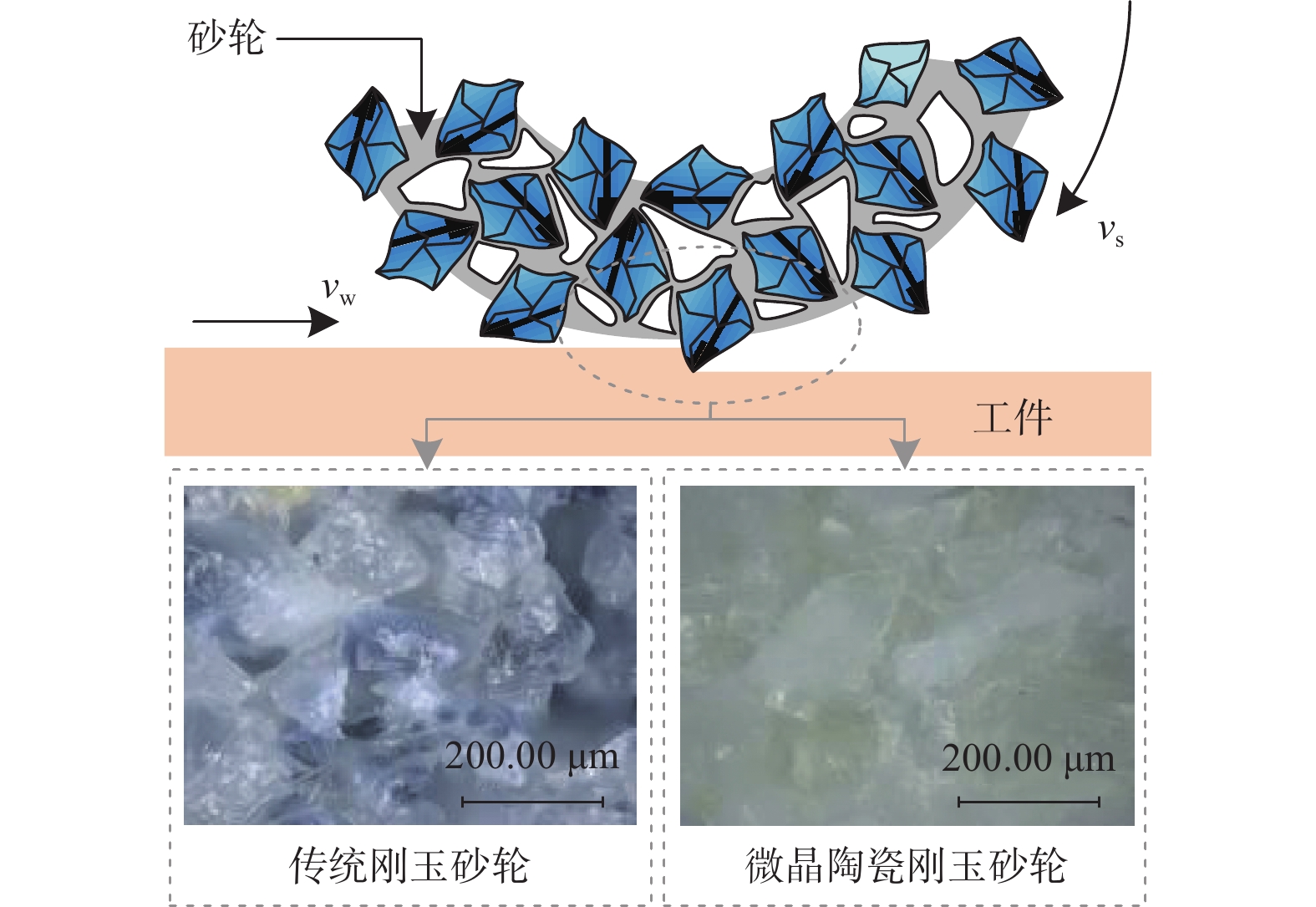
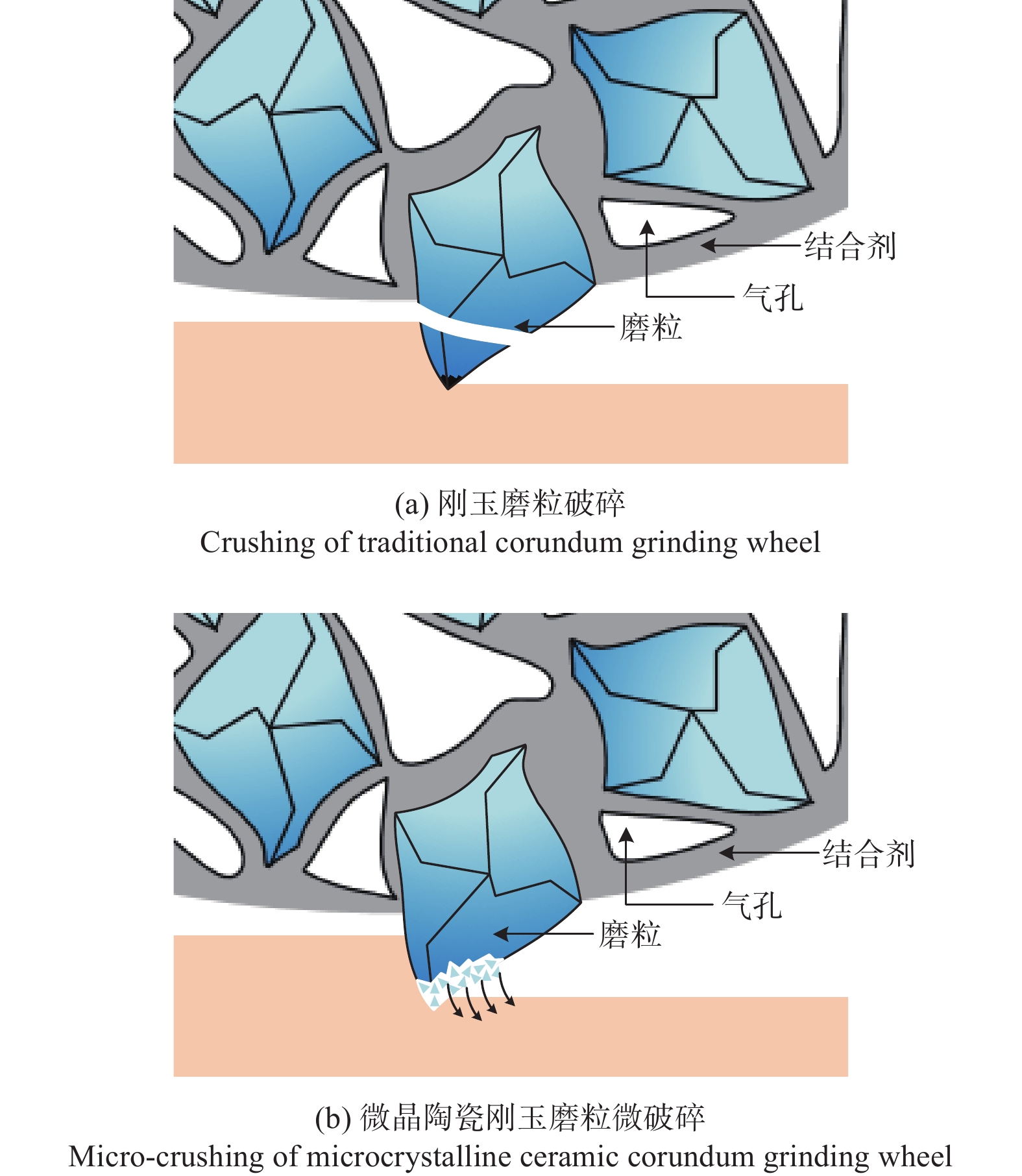
微晶陶瓷刚玉砂轮对微电机转子轴的磨削性能评价
张毕生
,
吴耀
,
曲美娜
2022, 42(5): 578-584.
doi:
10.13394/j.cnki.jgszz.2021.5004
摘要
(
1017
)
HTML
(
595
)
PDF 6028KB
(
39
)
施引文献
(
)
摘要:
针对目前微电机转子轴无心外圆磨过程中砂轮修整频繁的问题,采用微晶陶瓷刚玉砂轮替代传统刚玉砂轮磨削微电机转子轴。通过搭建平面磨削工艺平台,参考无心磨砂轮修整及其磨削加工参数,从磨削温度、工件表面粗糙度、表面微观形貌、磨削比等方面,对比分析微晶陶瓷刚玉砂轮与传统刚玉砂轮的磨削性能。结果表明:相对传统刚玉砂轮,微晶陶瓷刚玉砂轮不仅有效改善磨削温度(降低38.5%),提高工件表面加工质量(表面粗糙度降低78.6%),还具有较高的砂轮磨削比(提高2.2倍)。选用微晶陶瓷刚玉砂轮对微电机转子轴进行无心磨生产线验证,结果表明:微电机转子轴无心磨样件的各项检测结果均满足实际生产指标要求,且较传统刚玉砂轮延长了1.6倍的修整周期,在提高加工质量的同时,显著提高了生产效率。
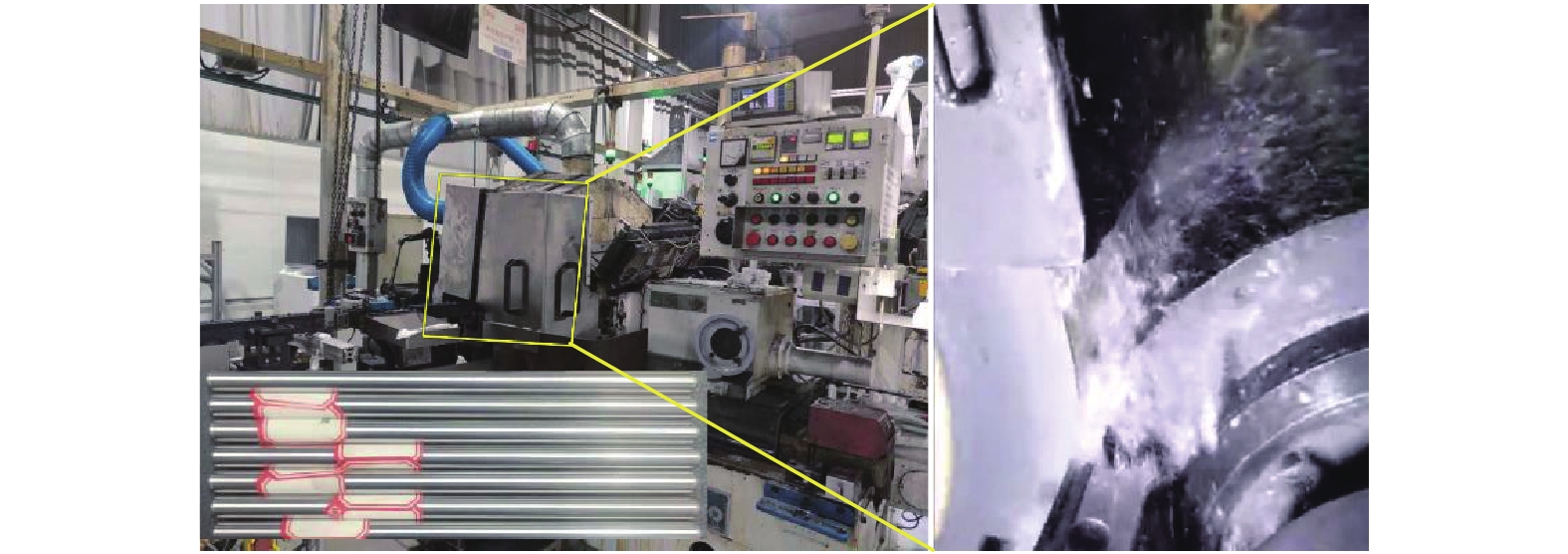
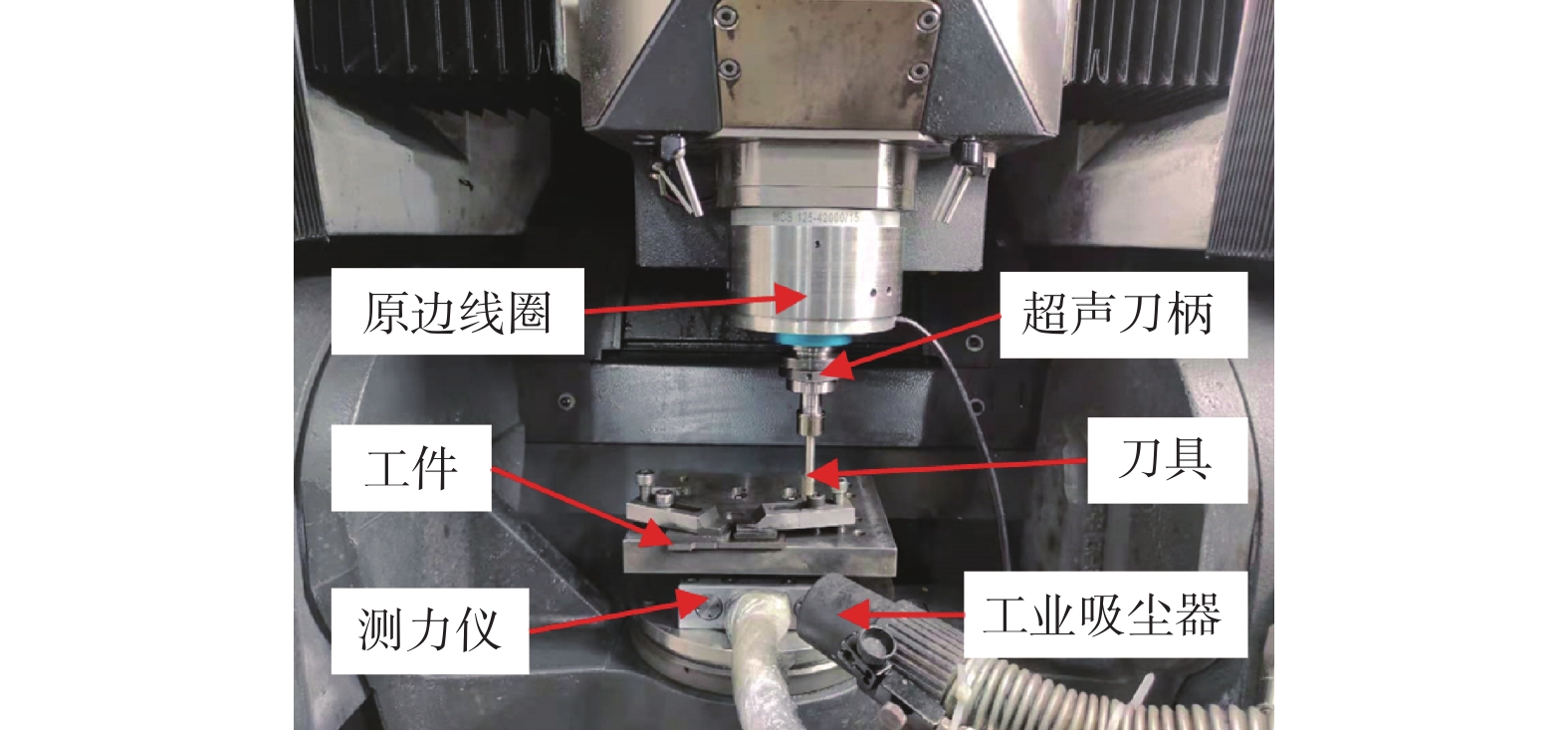
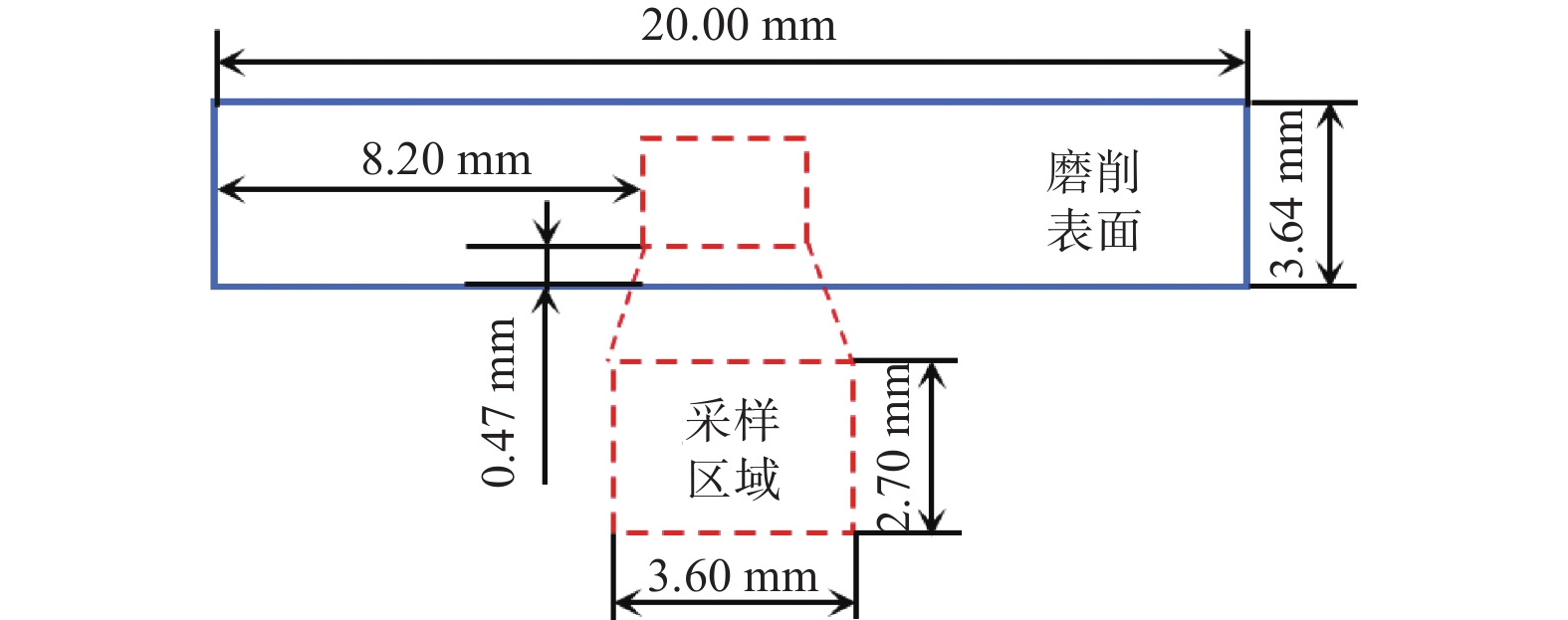
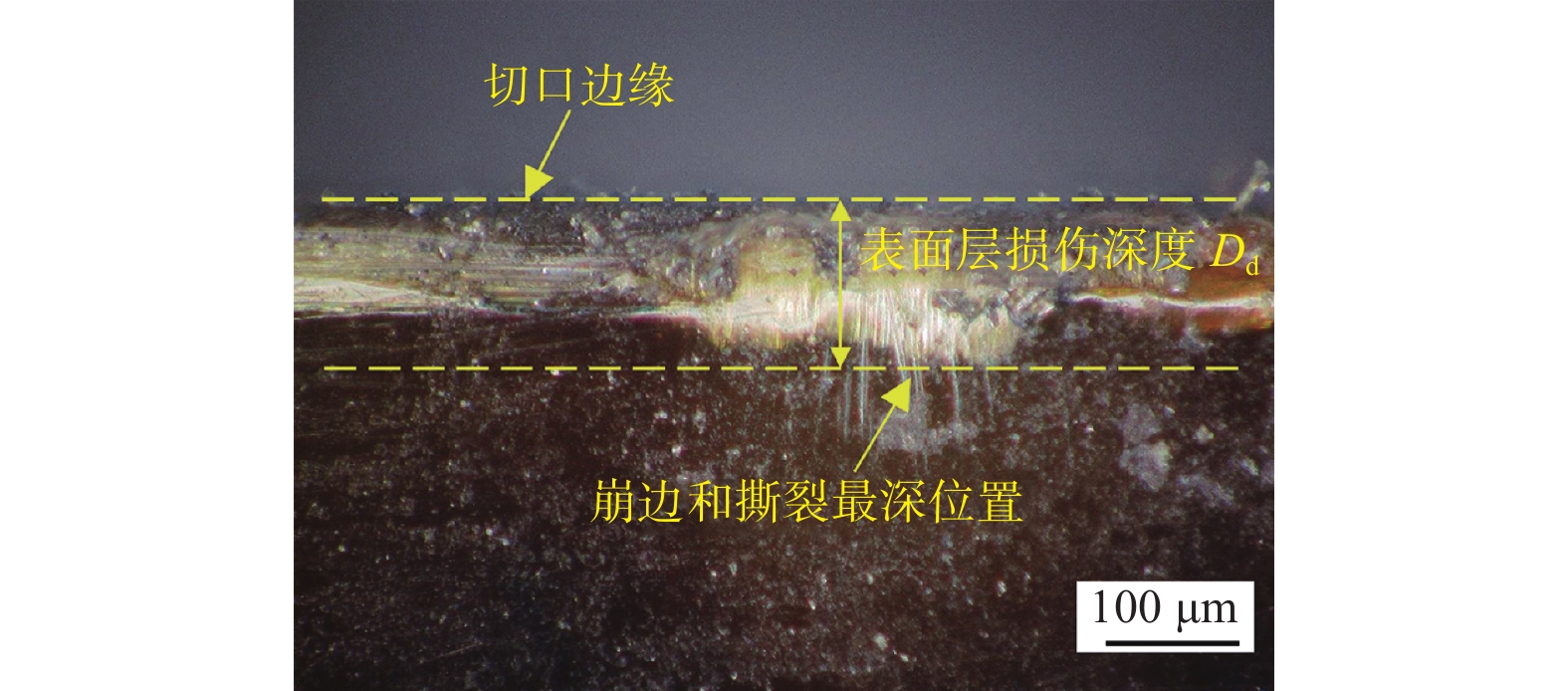
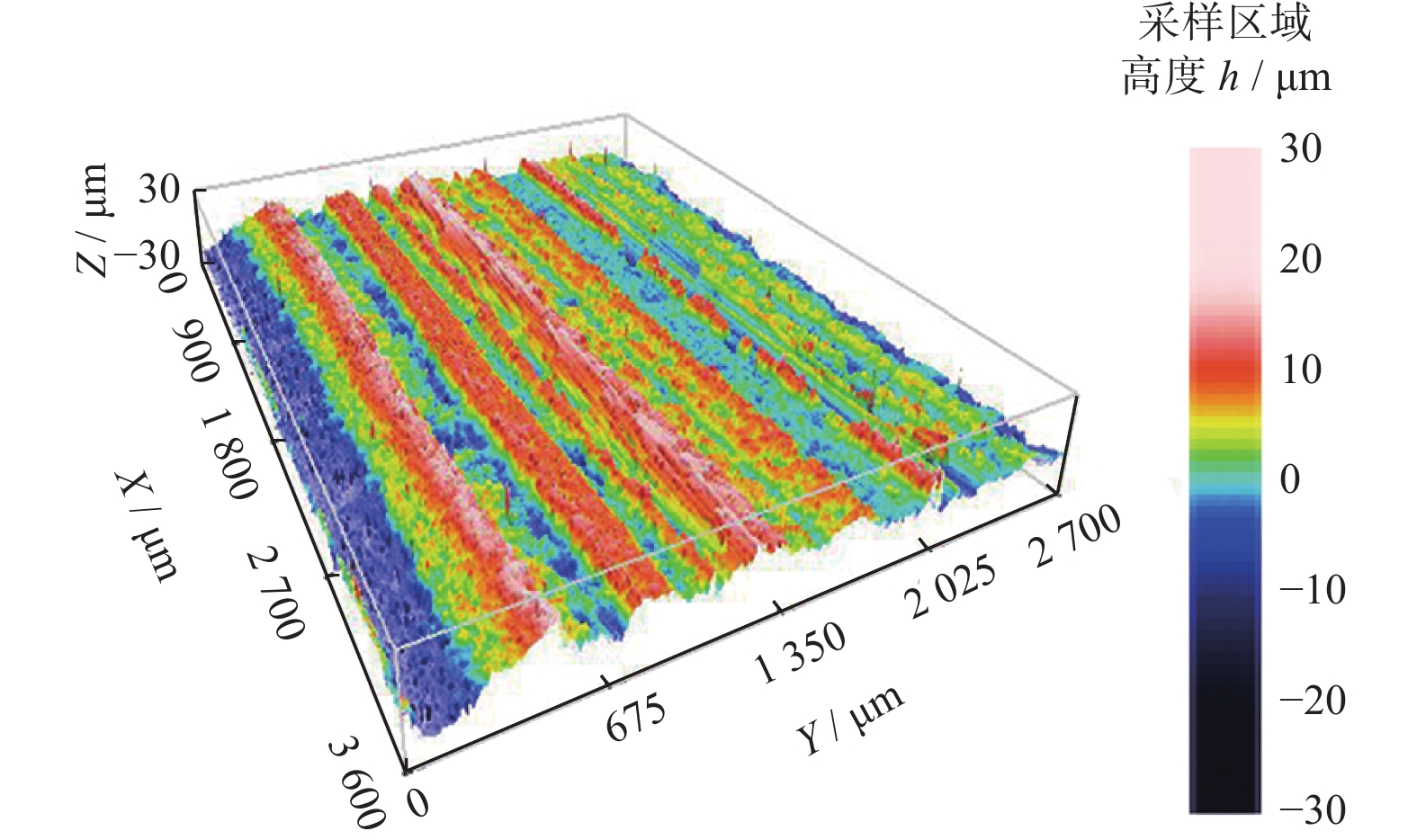
基于响应曲面法的CFRP超声振动辅助磨削工艺参数优化
纪道航
,
陈燕
,
郭南
,
梁宇红
,
季珺杰
,
汪永清
2022, 42(5): 585-594.
doi:
10.13394/j.cnki.jgszz.2022.0019
摘要
(
1143
)
HTML
(
541
)
PDF 4641KB
(
73
)
施引文献
(
)
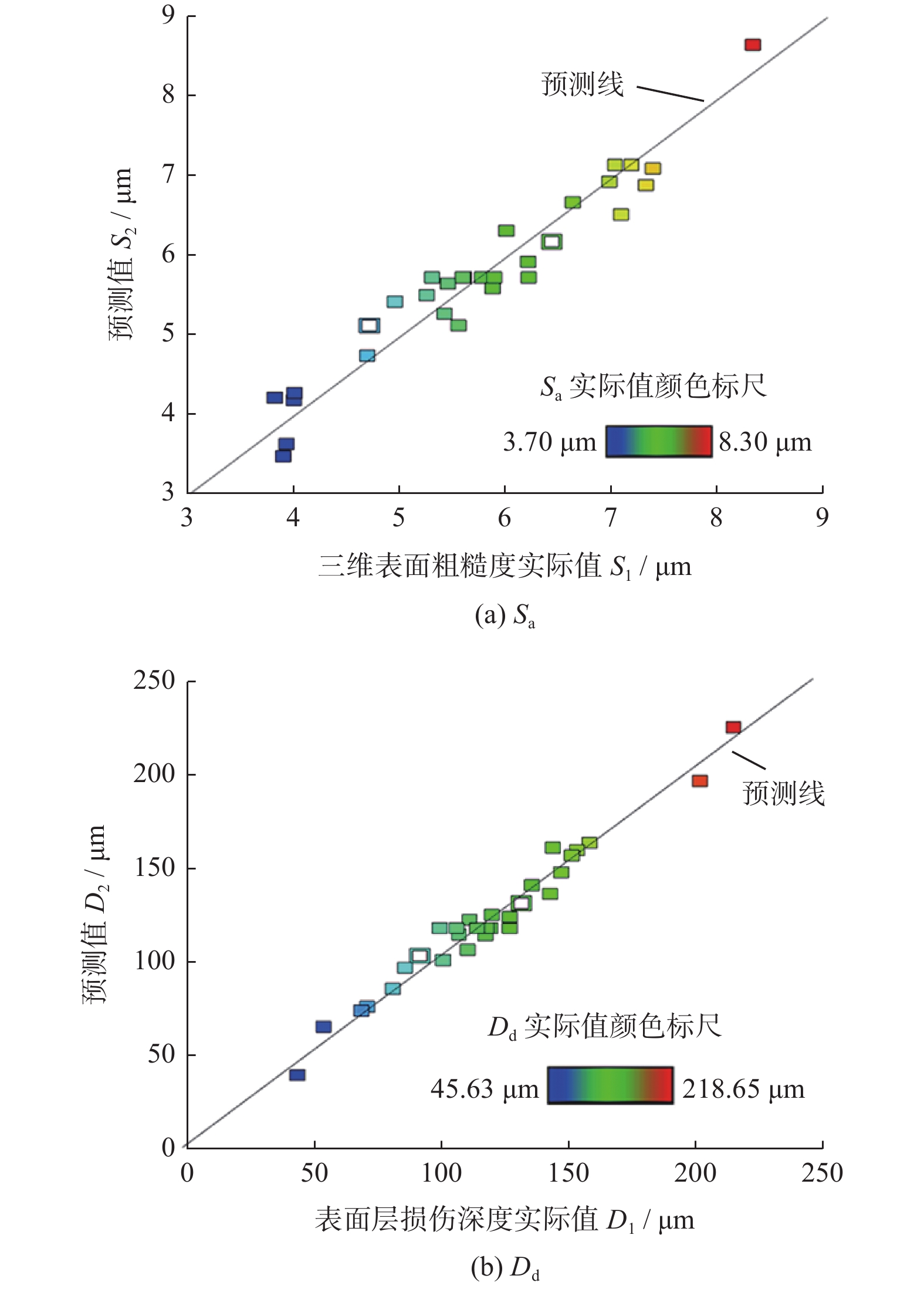
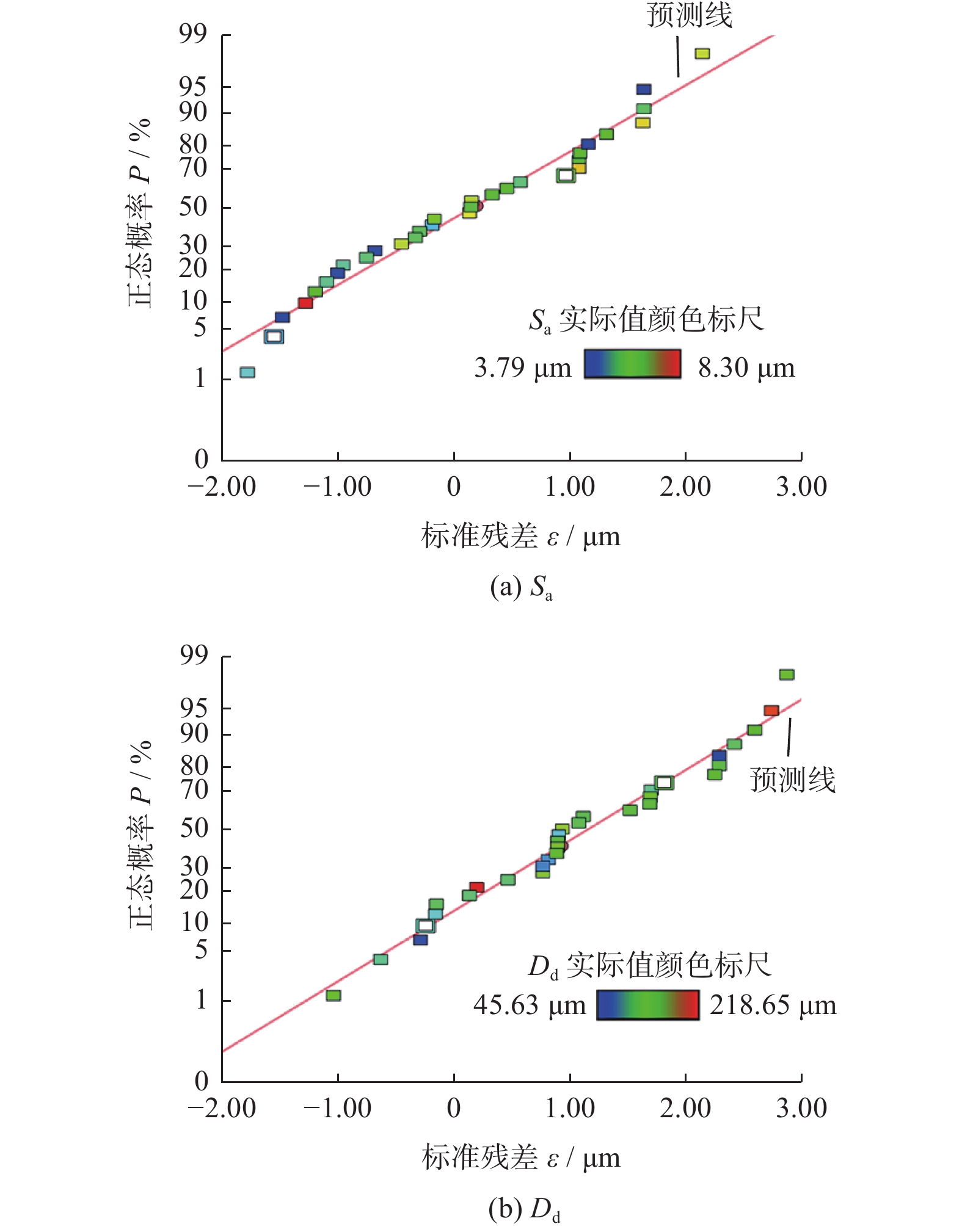
摘要:
针对CFRP加工表面高质量和高效率相矛盾的问题,利用响应曲面法建立三维表面粗糙度
S
a
和表面损伤层深度
D
d
的二阶回归模型,并采用遗传算法进行多目标优化,获得小的
S
a
、
D
d
和最大的材料去除率
V
MRR
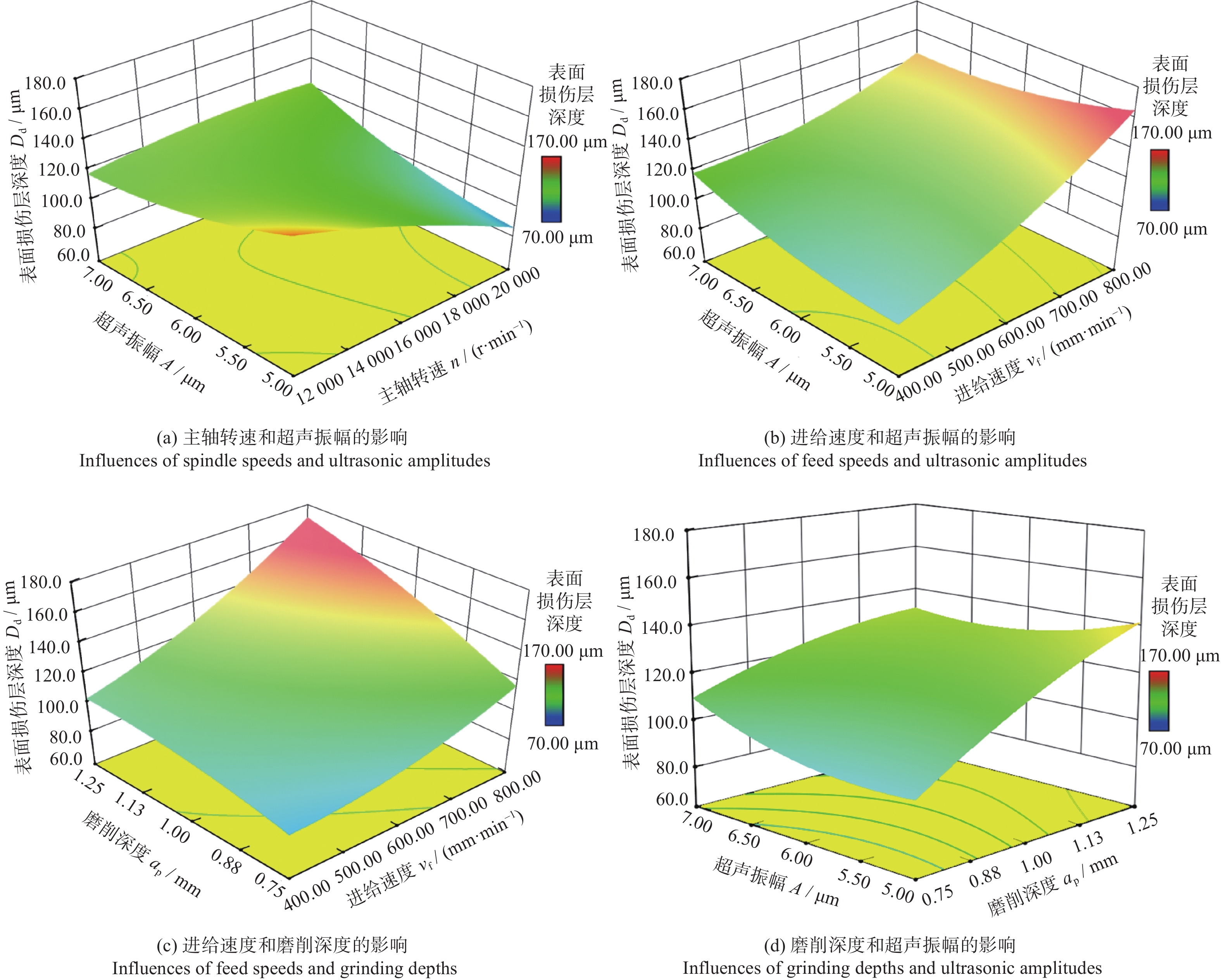
。结果表明:
S
a
和
D
d
的回归模型显著、可靠性好,其中进给速度
v
f
对
S
a
和
D
d
的影响最显著,磨削深度
a
p
、主轴转速
n
和超声振幅
A
的影响次之。响应曲面分析结果显示:
n
−
A
、
v
f
−
a
p
以及
v
f
−
A
之间的交互作用对
S
a
影响显著;
n
−
A
、
v
f
−
A
、
v
f
−
a
p
以及
a
p
−
A
之间的交互作用对
D
d
影响显著。在
S
a
、
D
d
和
V
MRR
权重占比分别为1/5、1/5和3/5的条件下,与中心点结果相比,优化后的
S
a
降低了11.01%,
D
d
降低了10.08%,
V
MRR
提高了62.02%。且在优化工艺参数下的
S
a
和
D
d
的试验值与预测值的相对误差绝对值分别为8.25%和9.41%,表明预测模型准确性较高,可用于CRFP超声振动磨削的工艺参数优化和预测。
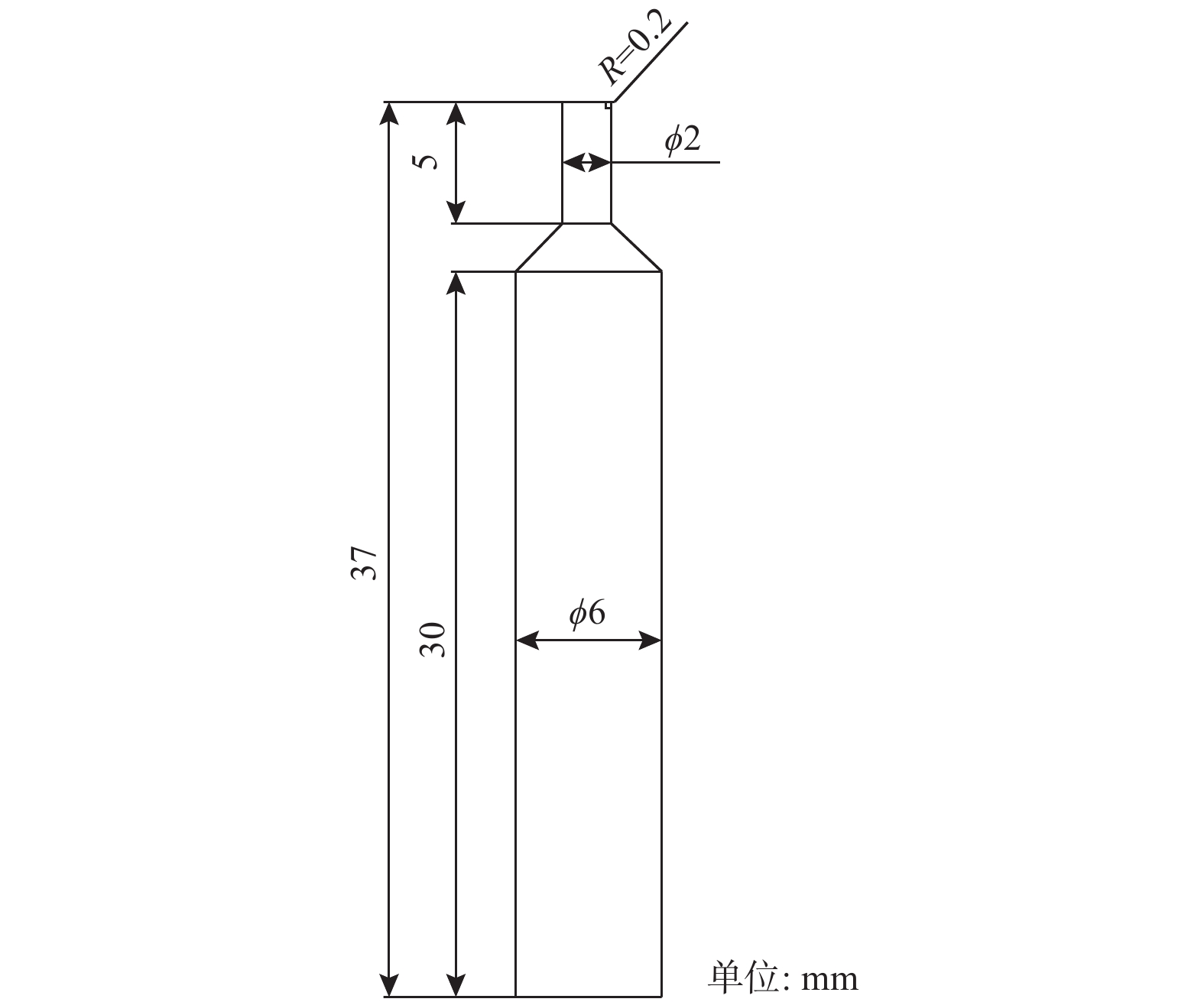
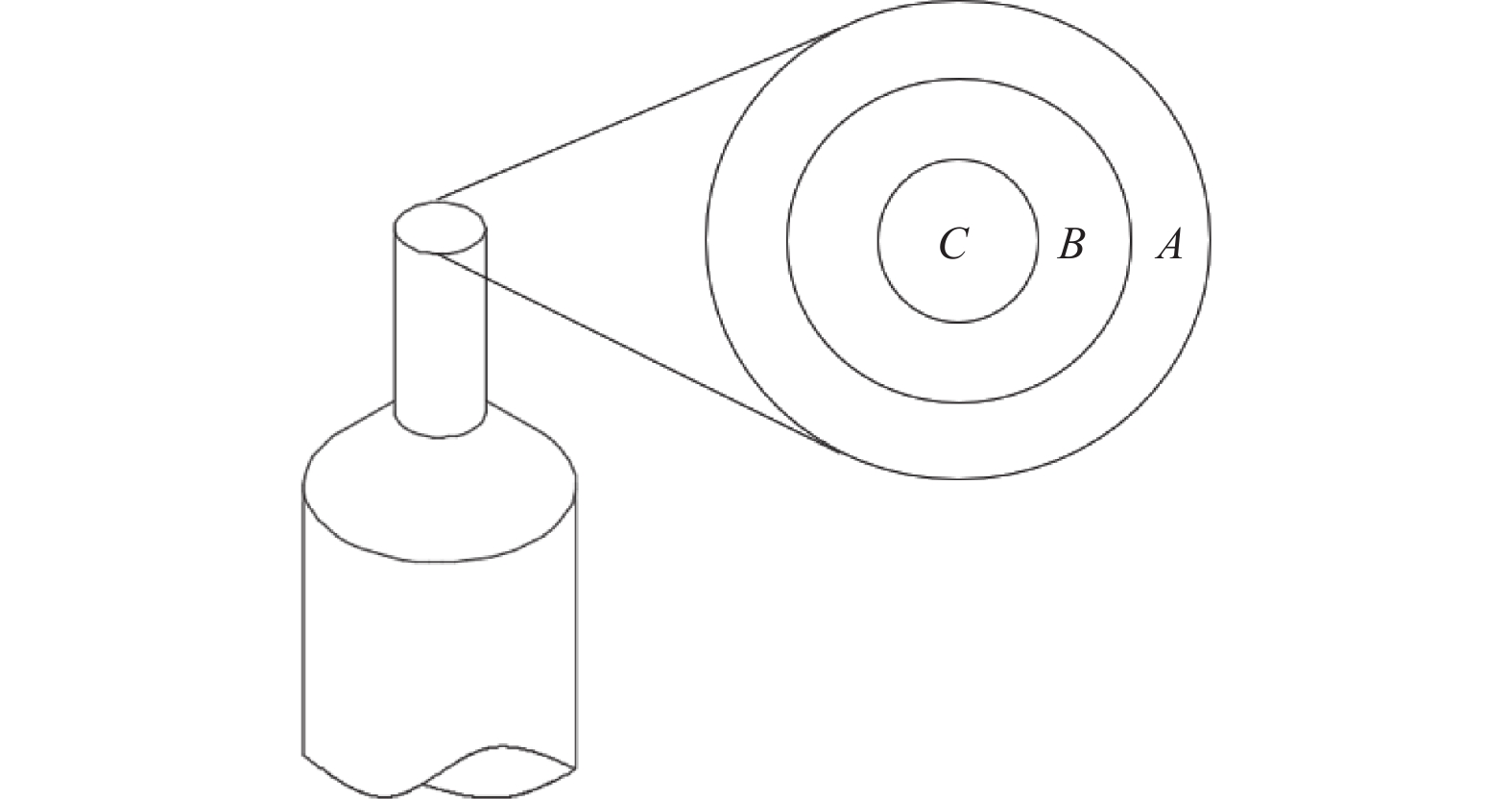
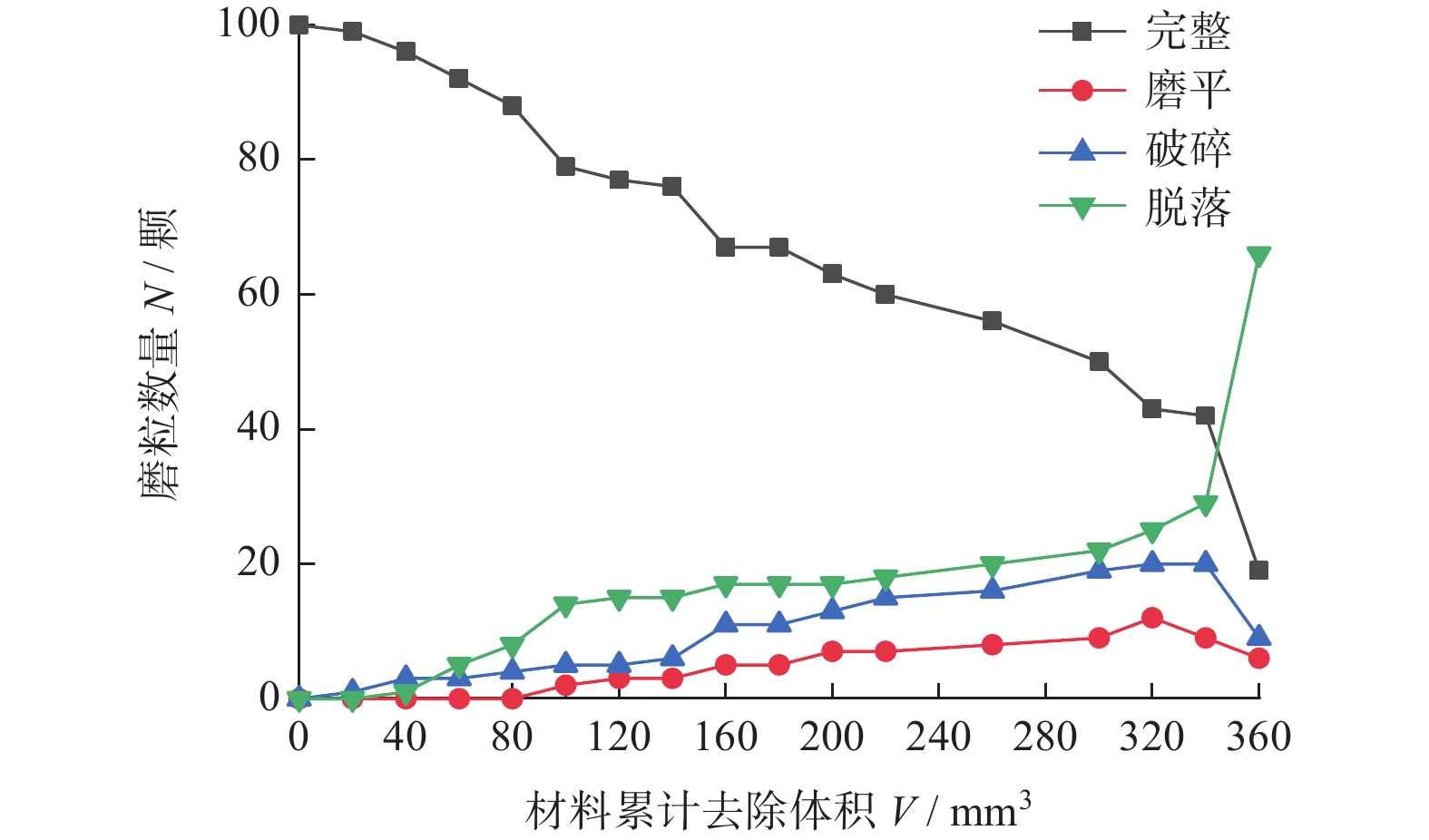
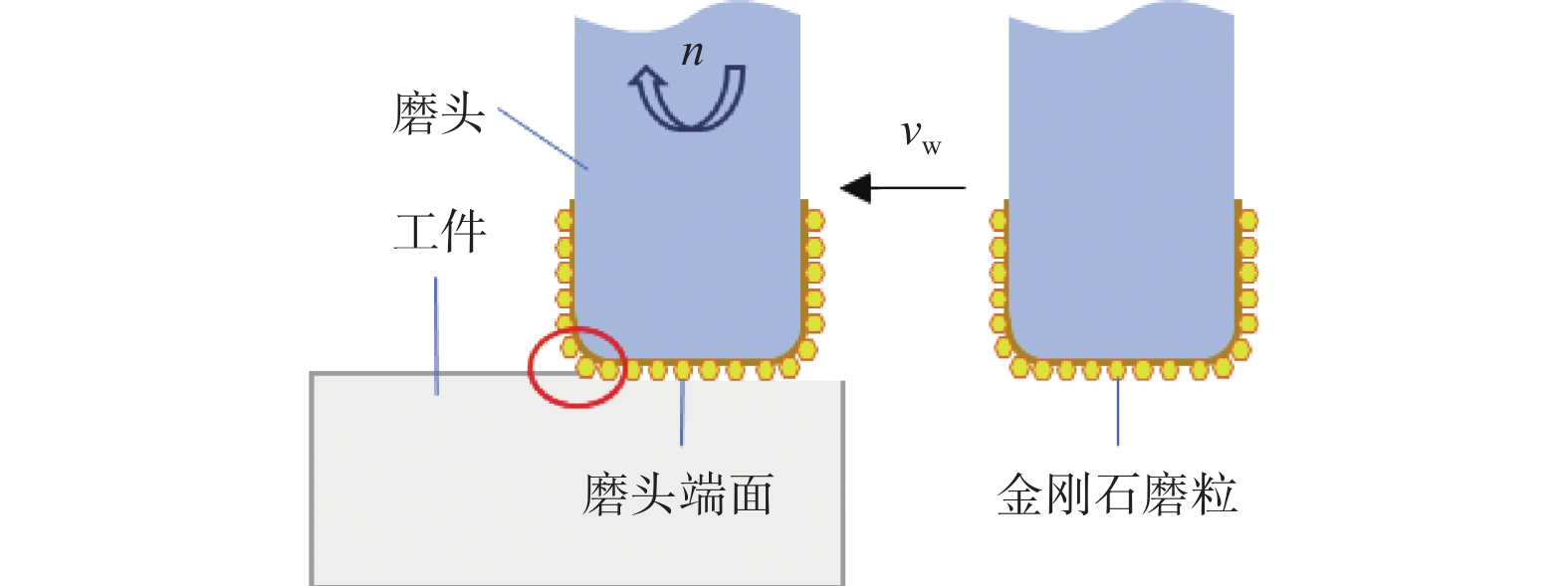
3C陶瓷用钎焊金刚石小磨头的端面磨损
周渝
,
黄国钦
2022, 42(5): 595-601.
doi:
10.13394/j.cnki.jgszz.2022.0030
摘要
(
1256
)
HTML
(
524
)
PDF 6098KB
(
72
)
施引文献
(
)
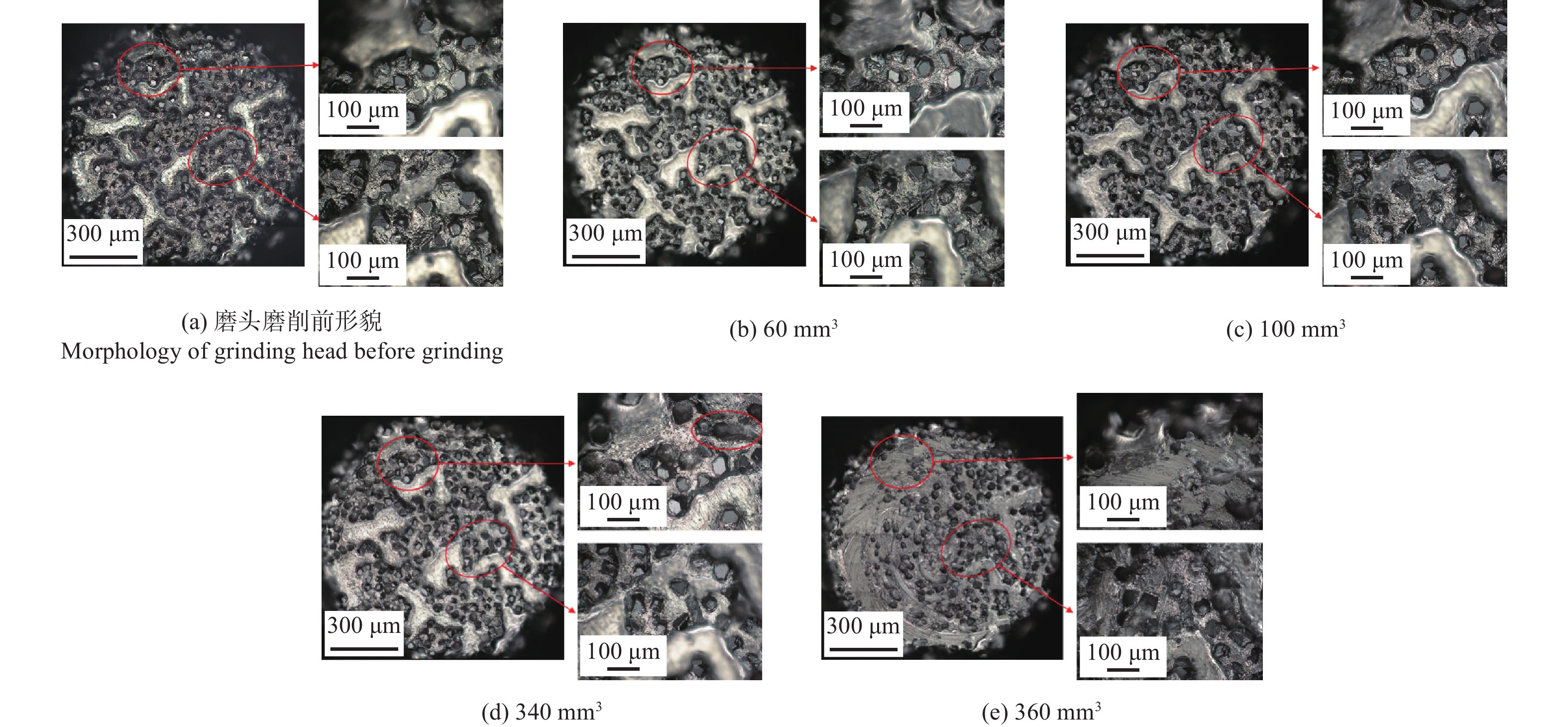
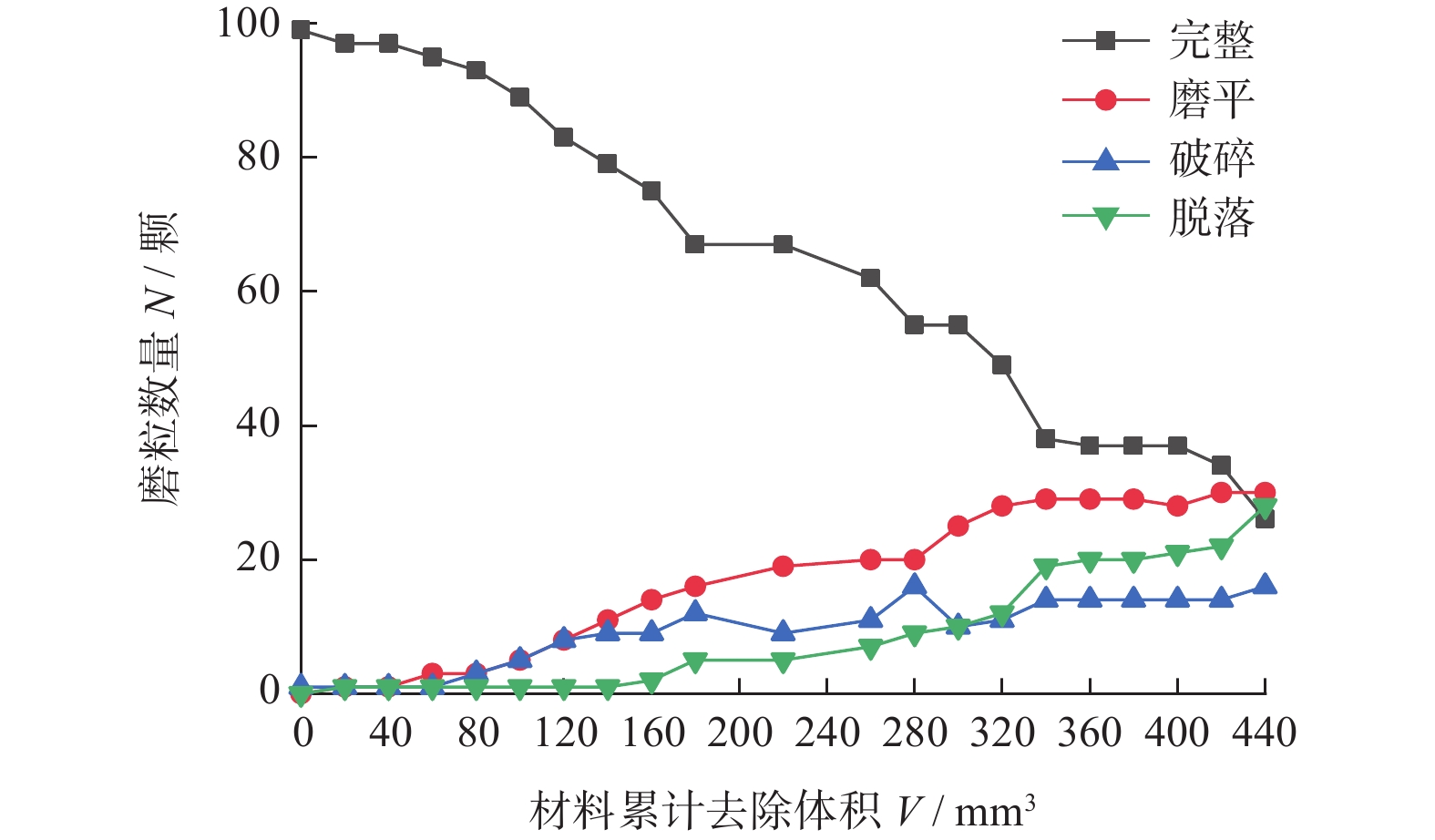
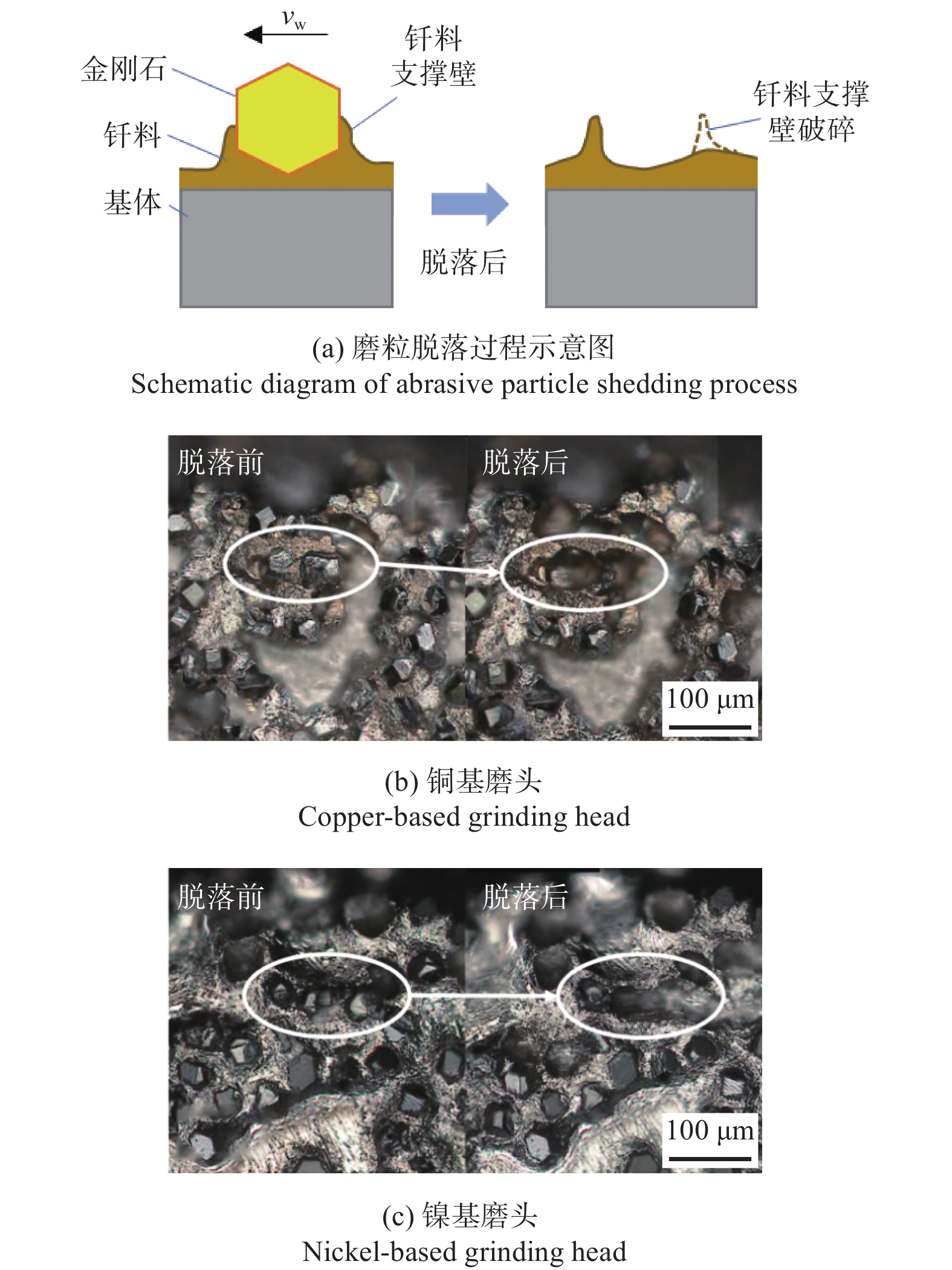
摘要:
金刚石微铣磨头广泛用于3C产品的先进陶瓷构件加工中。通过对3C产品中最常用的氧化锆陶瓷工件进行磨削试验,观察钎焊金刚石微铣磨头磨损过程中的形貌演变,并统计氧化锆陶瓷的累计去除体积与磨头上金刚石磨粒磨损数量的对应关系,对比分析铜基和镍基钎料金刚石微铣磨头的磨损失效情况及寿命。结果表明:在相同加工参数条件下,铜基磨头的寿命较长,是镍基磨头寿命的1.2倍;在磨削过程中,金刚石磨头端面的磨粒存在破碎、磨平、脱落3种主要失效形式,且磨头的磨损主要从磨头端面边缘开始,逐步向其中心扩散,直至磨粒磨损严重而导致磨头失效。
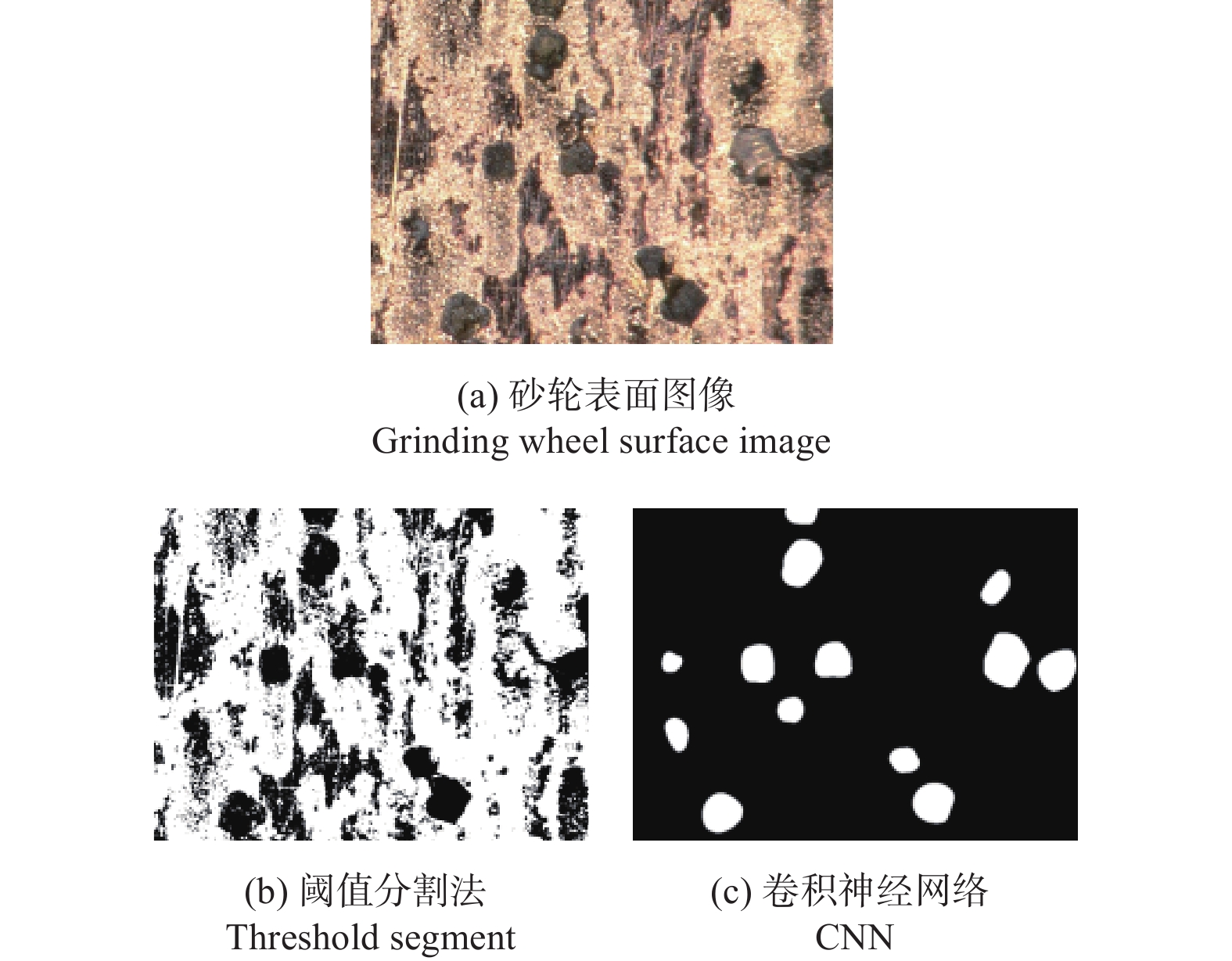
基于CNN的金刚石砂轮激光修锐参数优化
高孟阳
,
陈根余
,
李玮
,
周伟
,
李杰
2022, 42(5): 602-609.
doi:
10.13394/j.cnki.jgszz.2022.0018
摘要
(
1046
)
HTML
(
481
)
PDF 3837KB
(
64
)
施引文献
(
)
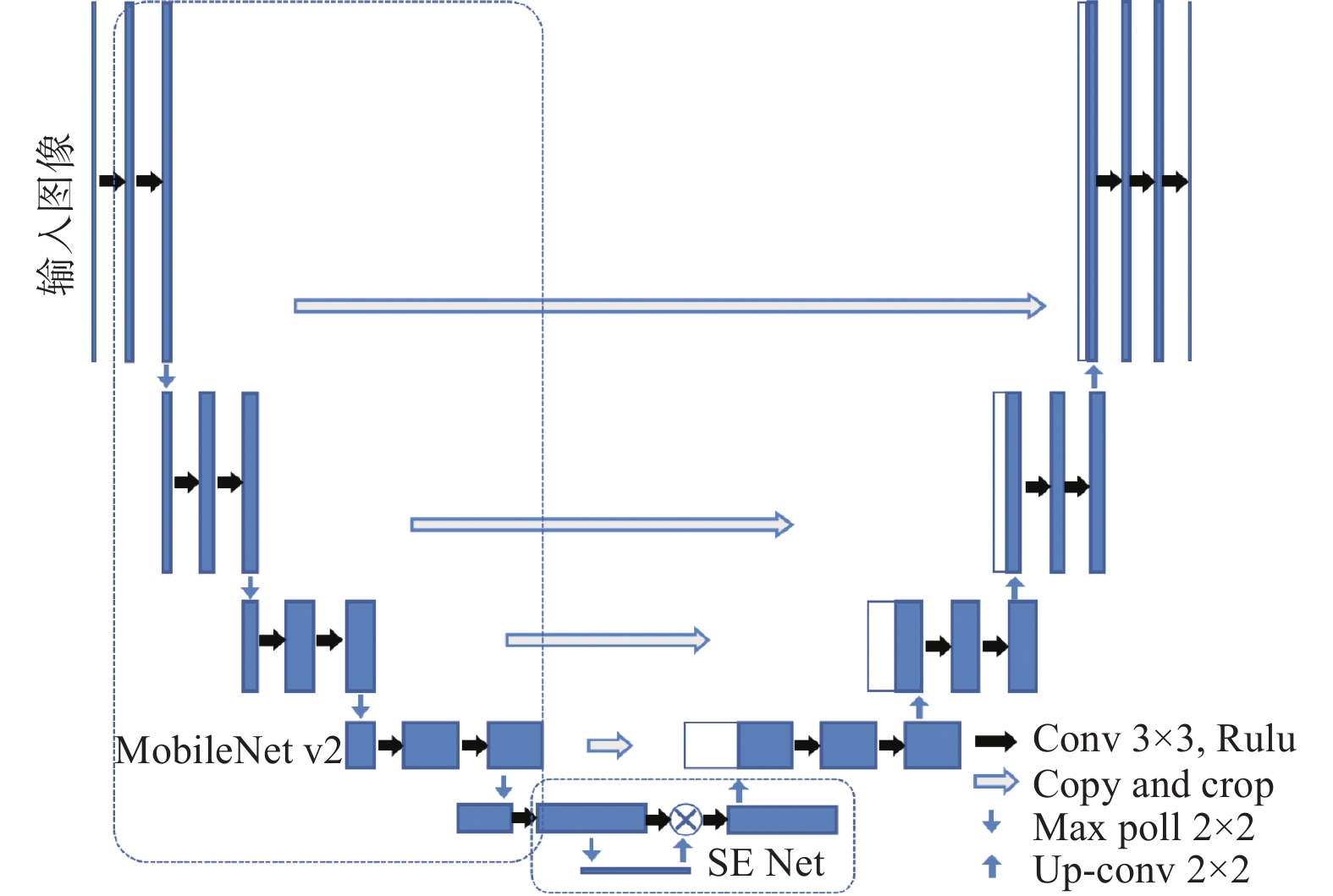
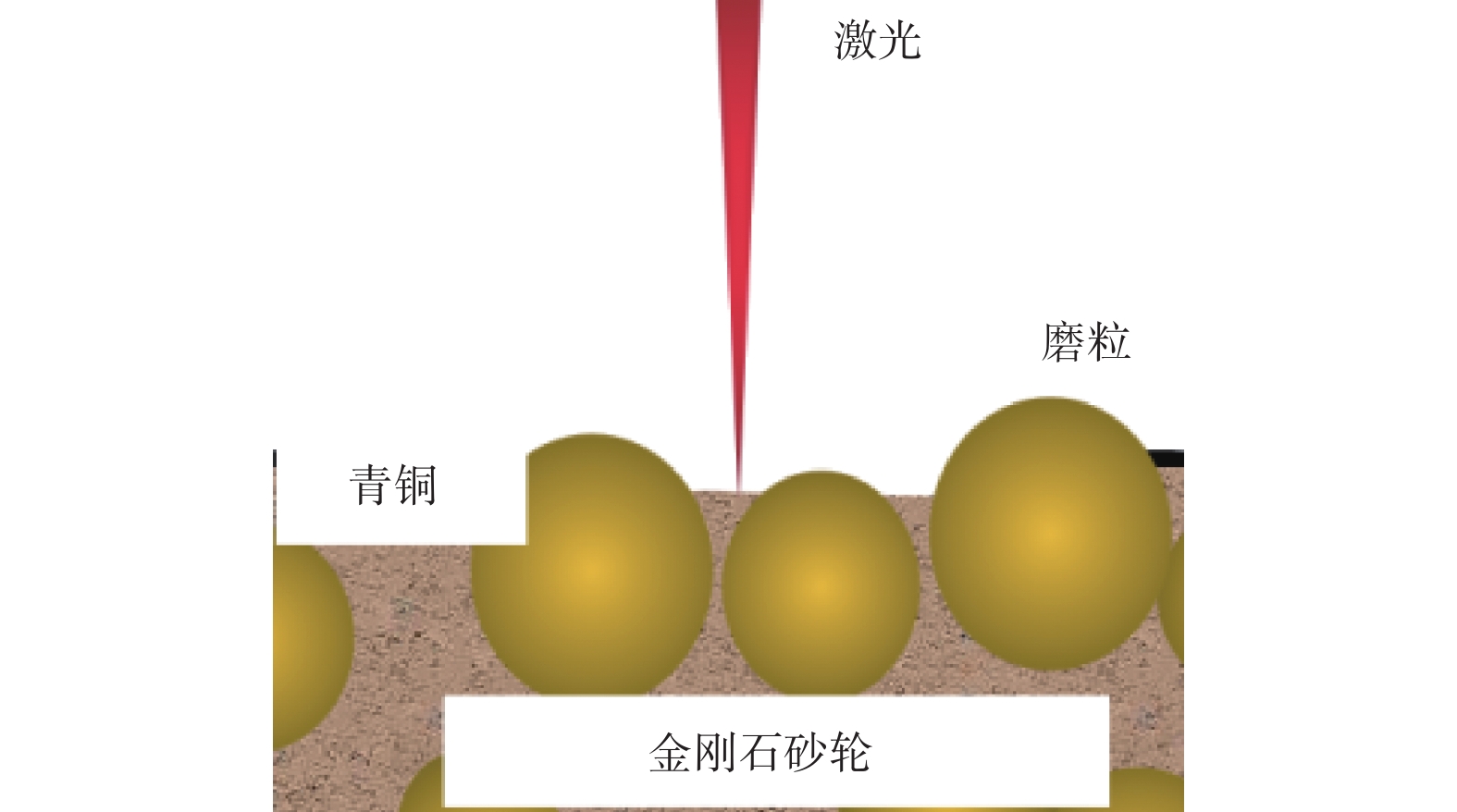
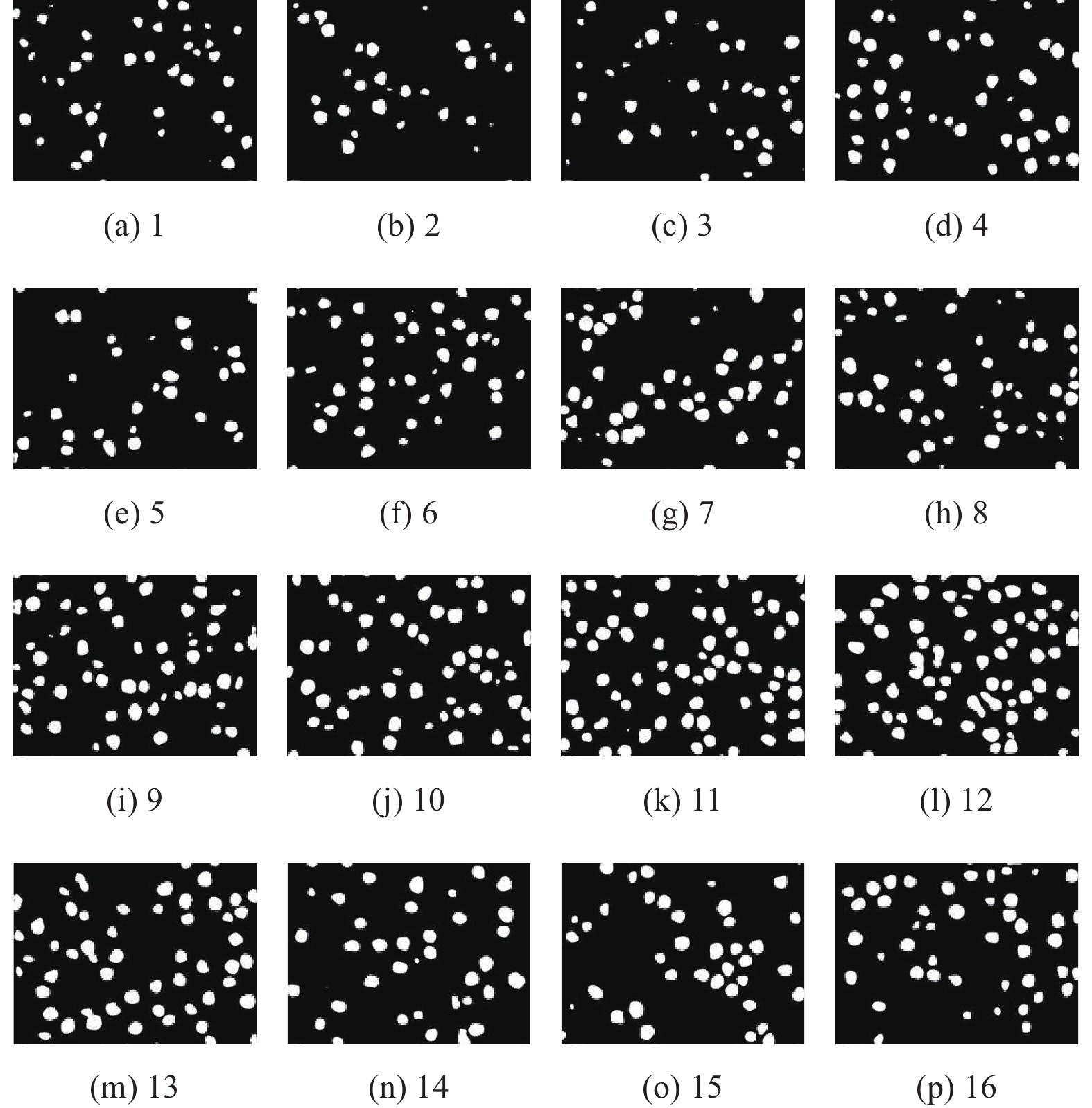
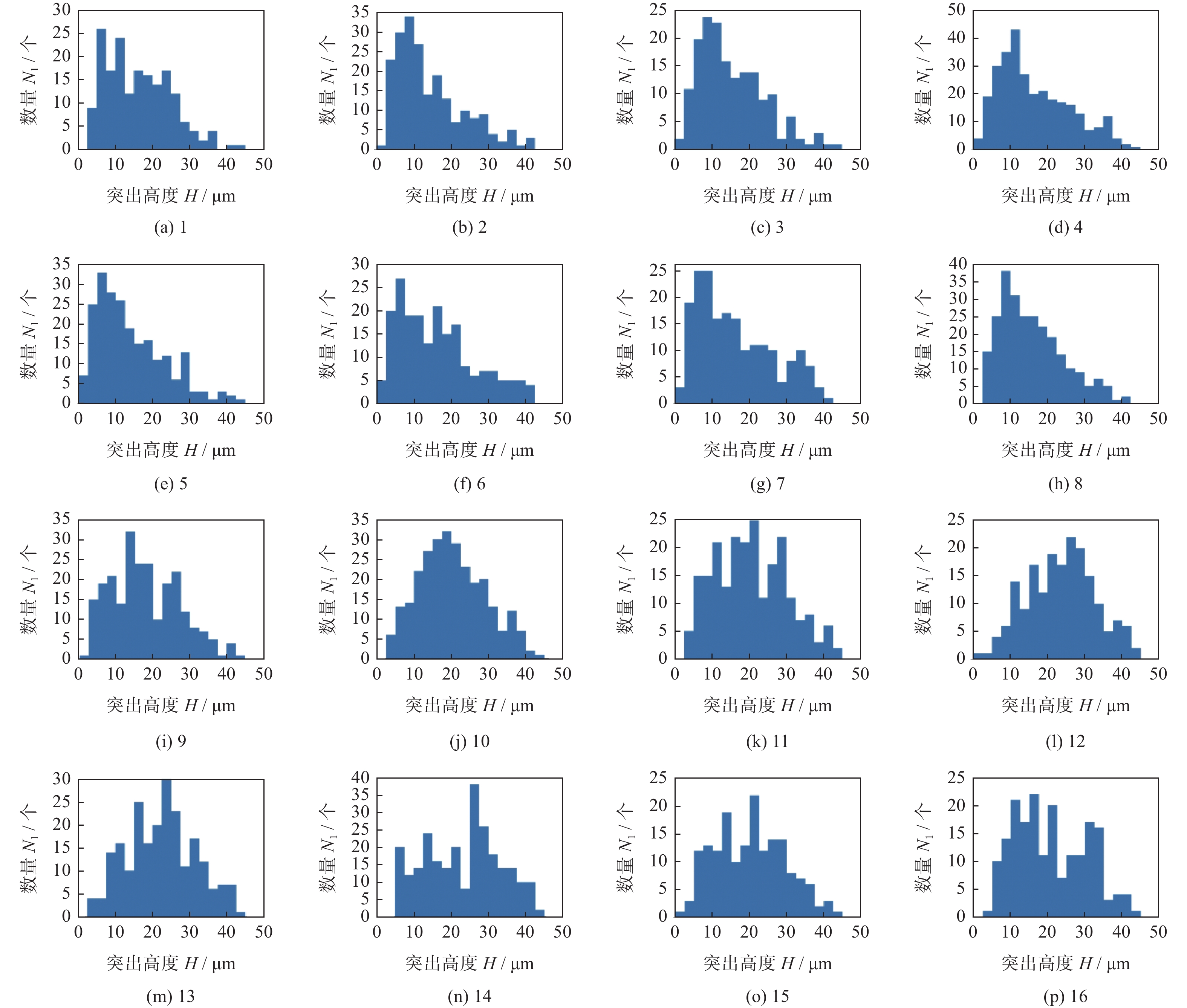
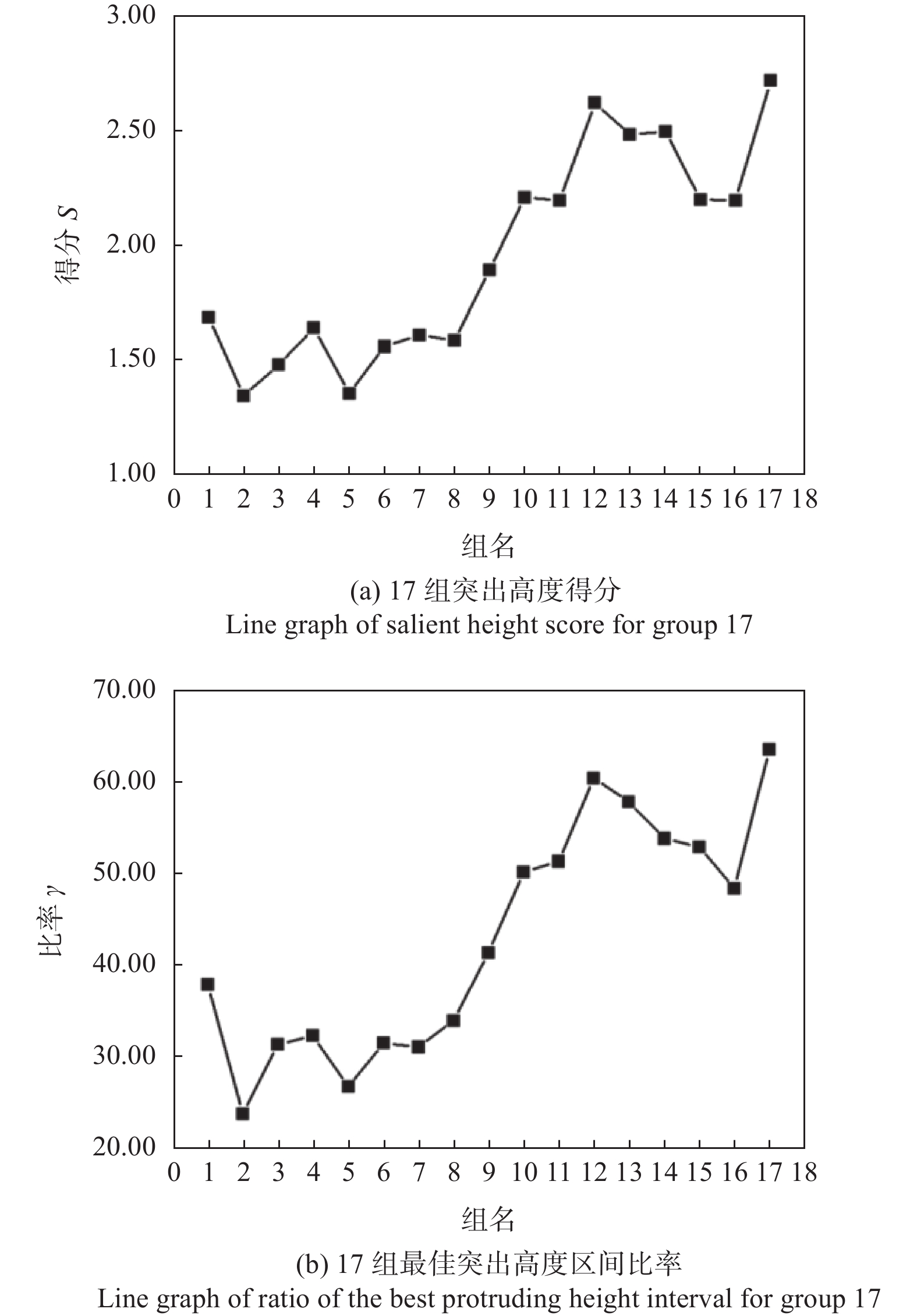
摘要:
采用正交试验法对青铜金刚石砂轮进行激光修锐试验,并对其激光修锐参数进行优化。通过卷积神经网络(convolutional neural network,CNN)对砂轮表面图片进行像素级的金刚石磨粒识别,提取磨粒面积信息,求出磨粒突出高度,利用统计分布规律得到突出高度得分和最佳区间比率2个激光修锐质量评价指标。利用提出的评价指标对试验得到的砂轮激光修锐图片进行质量评价,并进行极差分析。结果表明:平均功率是影响修锐质量最大的因素。最优的修锐工艺参数为:平均功率,35 W;重复频率,100 kHz;转速,300 r/min;扫描速度,1.0 mm/min。
GaN晶片芬顿反应化学机械抛光液组分优化
严杰文
,
路家斌
,
黄银黎
,
潘继生
,
阎秋生
2022, 42(5): 610-616.
doi:
10.13394/j.cnki.jgszz.2022.5001
摘要
(
1269
)
HTML
(
722
)
PDF 3377KB
(
93
)
施引文献
(
)
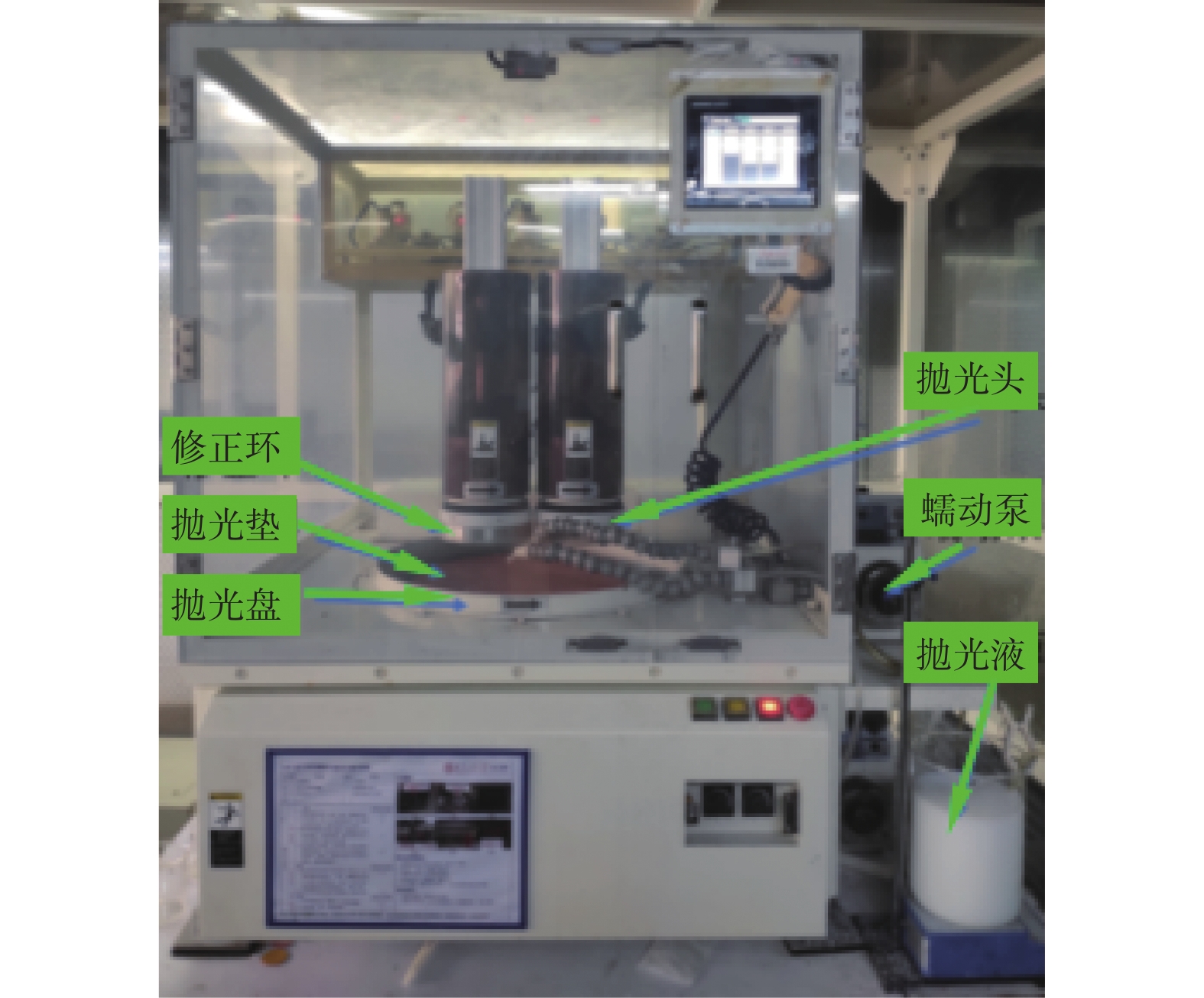
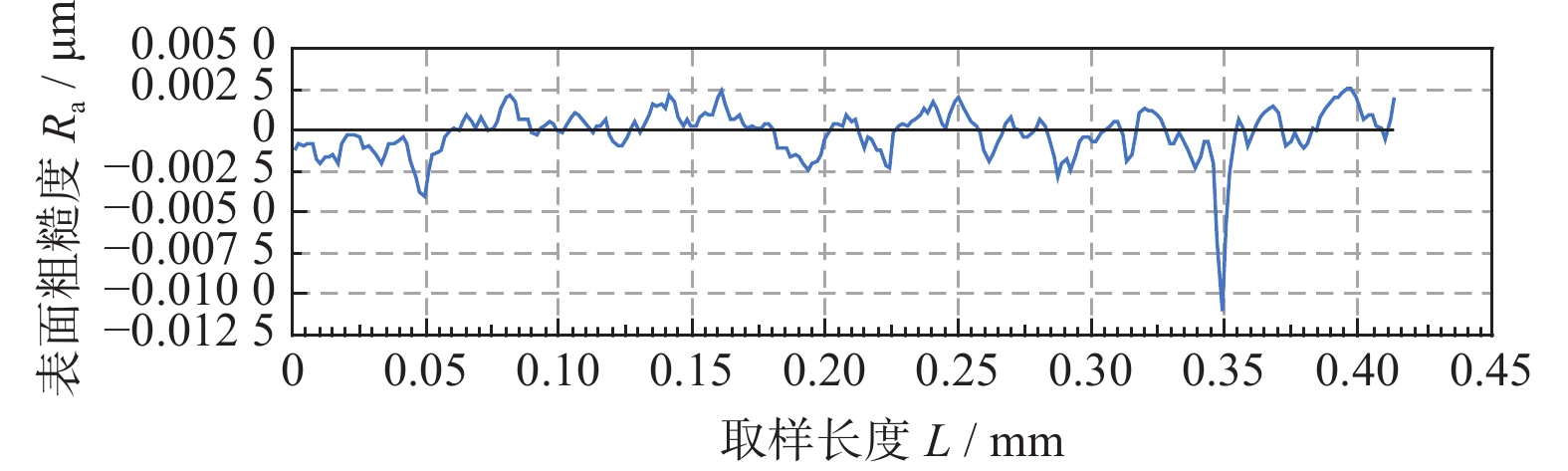
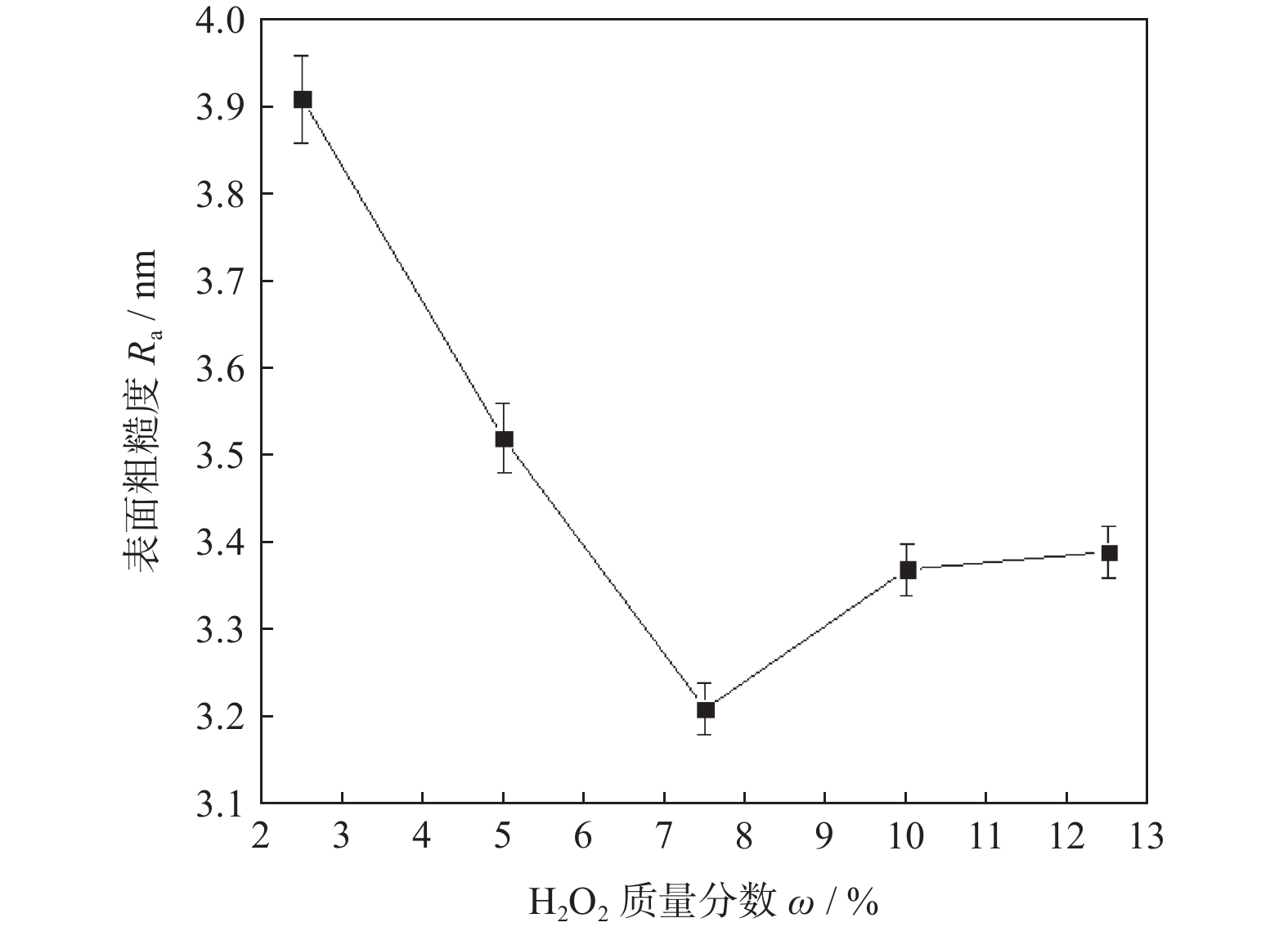
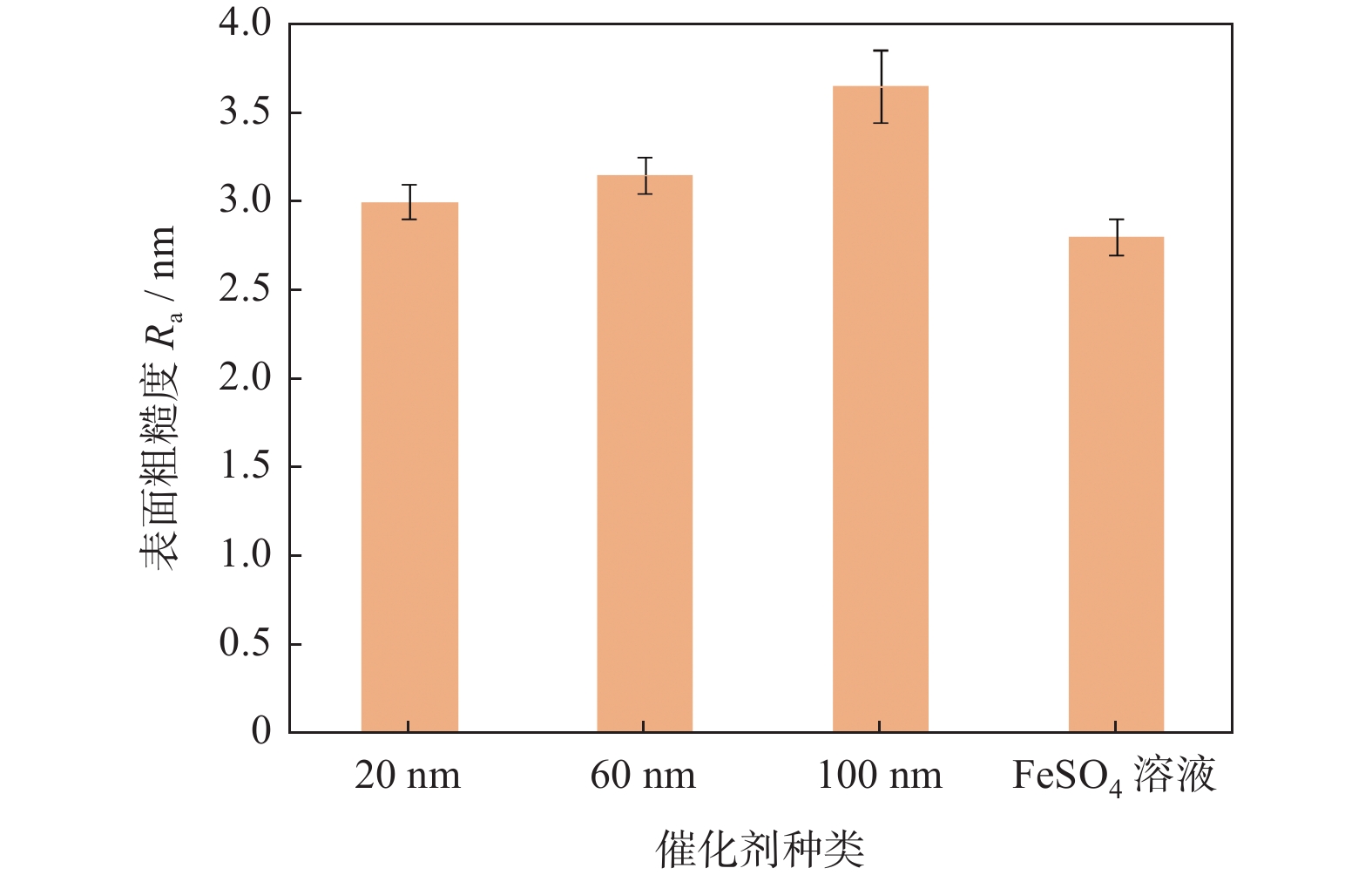
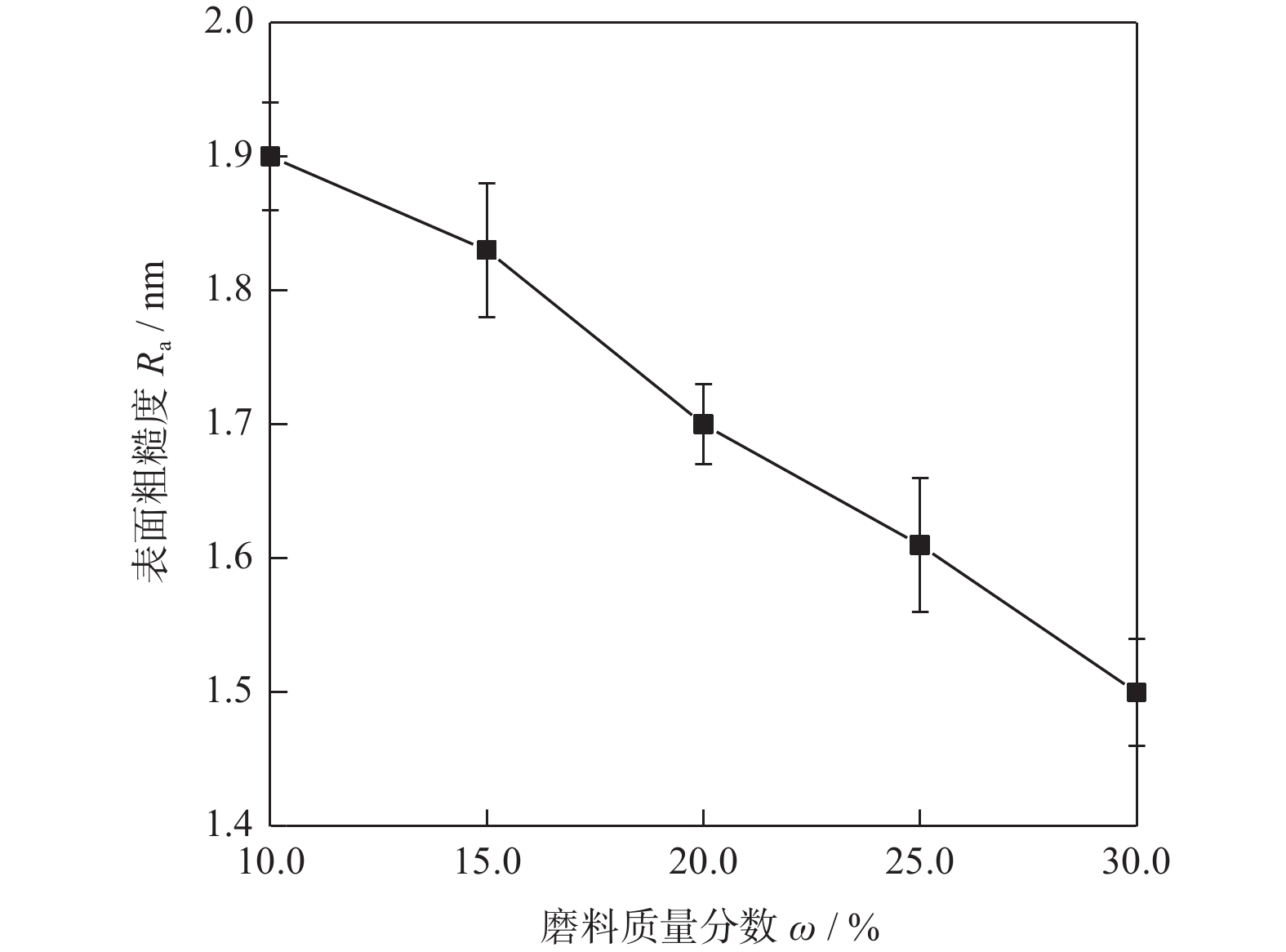
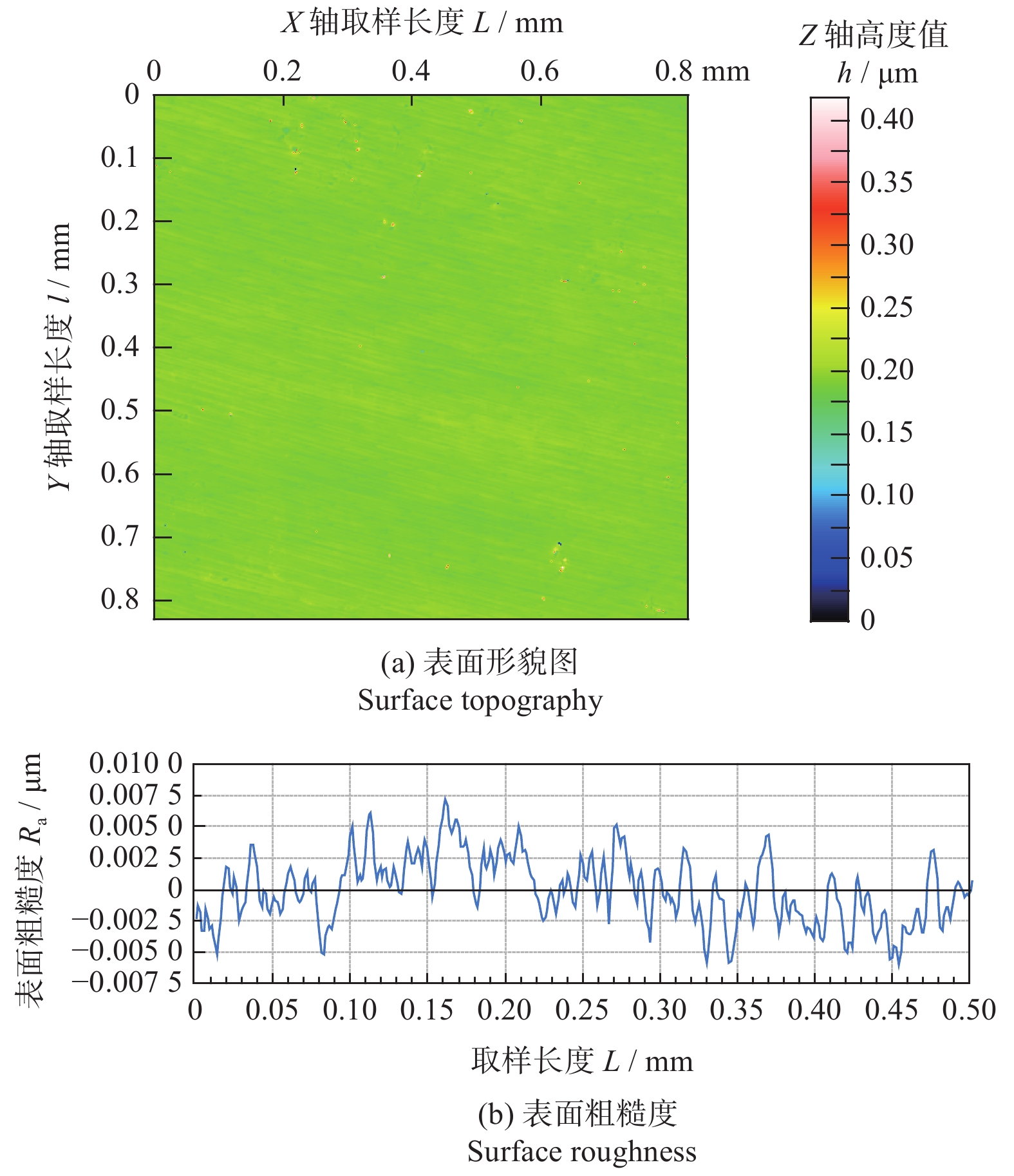
摘要:
针对芬顿反应CMP抛光GaN晶片的抛光液,开展以表面质量为评价指标的参数优化试验,找出抛光液组分的最优配比。结果表明:当H
2
O
2
质量分数为7.5%时,GaN晶片加工表面效果最优,表面粗糙度达到3.2 nm;催化剂能有效调节芬顿反应的速率,对比液体催化剂FeSO
4
溶液和固体催化剂Fe
3
O
4
粉末,固体催化剂Fe
3
O
4
粉末能在溶液中持续电离Fe
2+
,使芬顿反应能在整个加工过程中持续作用。当Fe
3
O
4
粉末粒径为20 nm时,抛光效果最佳,表面粗糙度达到3.0 nm;对比氧化铝、氧化铈、硅溶胶磨料,硅溶胶磨料抛光的表面效果最佳,晶片表面粗糙度达到3.3 nm;当硅溶胶磨料质量分数为20.0%,磨料粒径为60 nm时,抛光后晶片表面粗糙度达到1.5 nm。抛光液组分优化后,采用最优的抛光液组分参数抛光GaN晶片,其能获得表面粗糙度为0.9 nm的光滑表面。
整体叶盘回转辅助水平振动式抛磨的颗粒力学行为仿真分析
王志成
,
李文辉
,
李秀红
,
张演
,
温学杰
2022, 42(5): 617-625.
doi:
10.13394/j.cnki.jgszz.2022.0051
摘要
(
1077
)
HTML
(
526
)
PDF 6382KB
(
58
)
施引文献
(
)
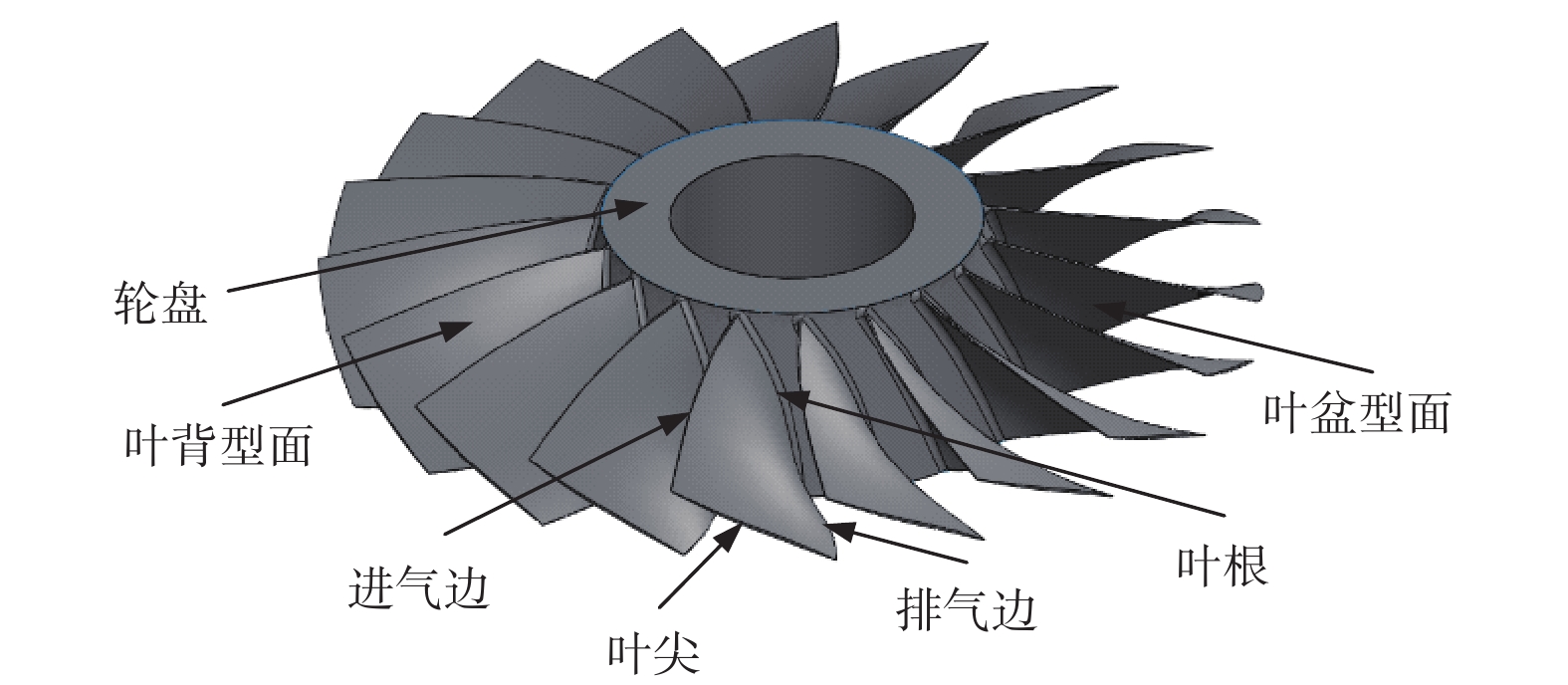
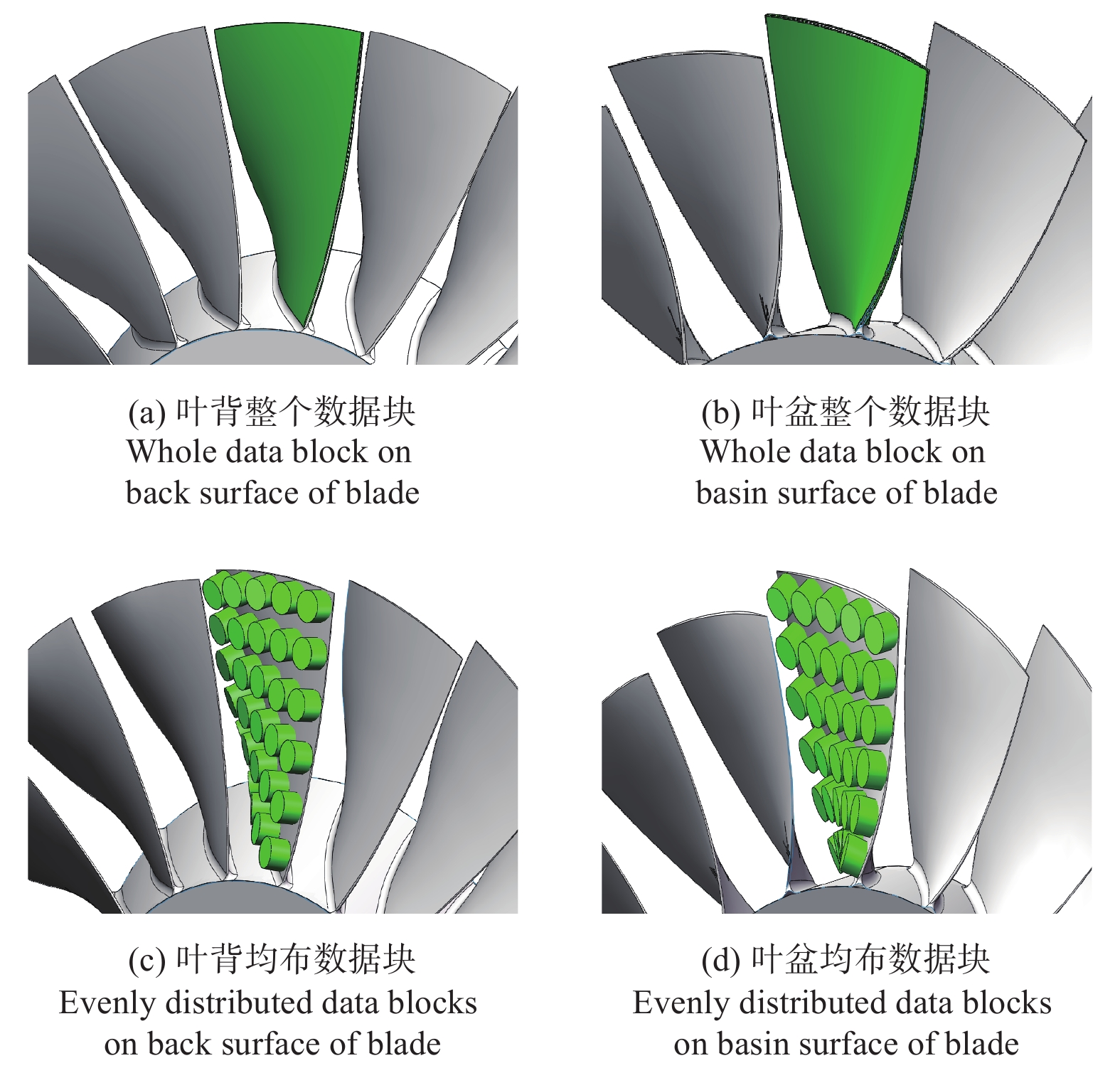
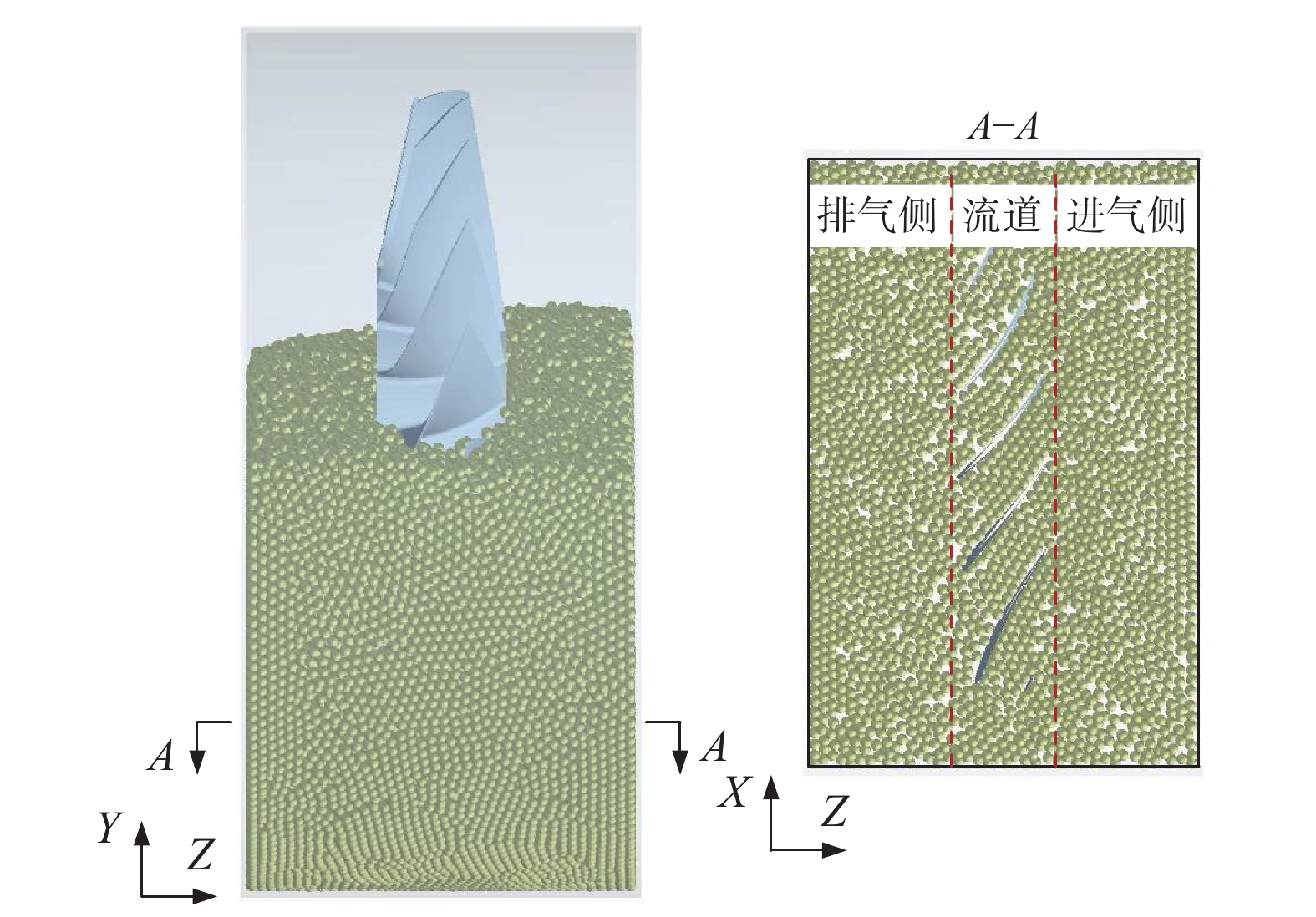
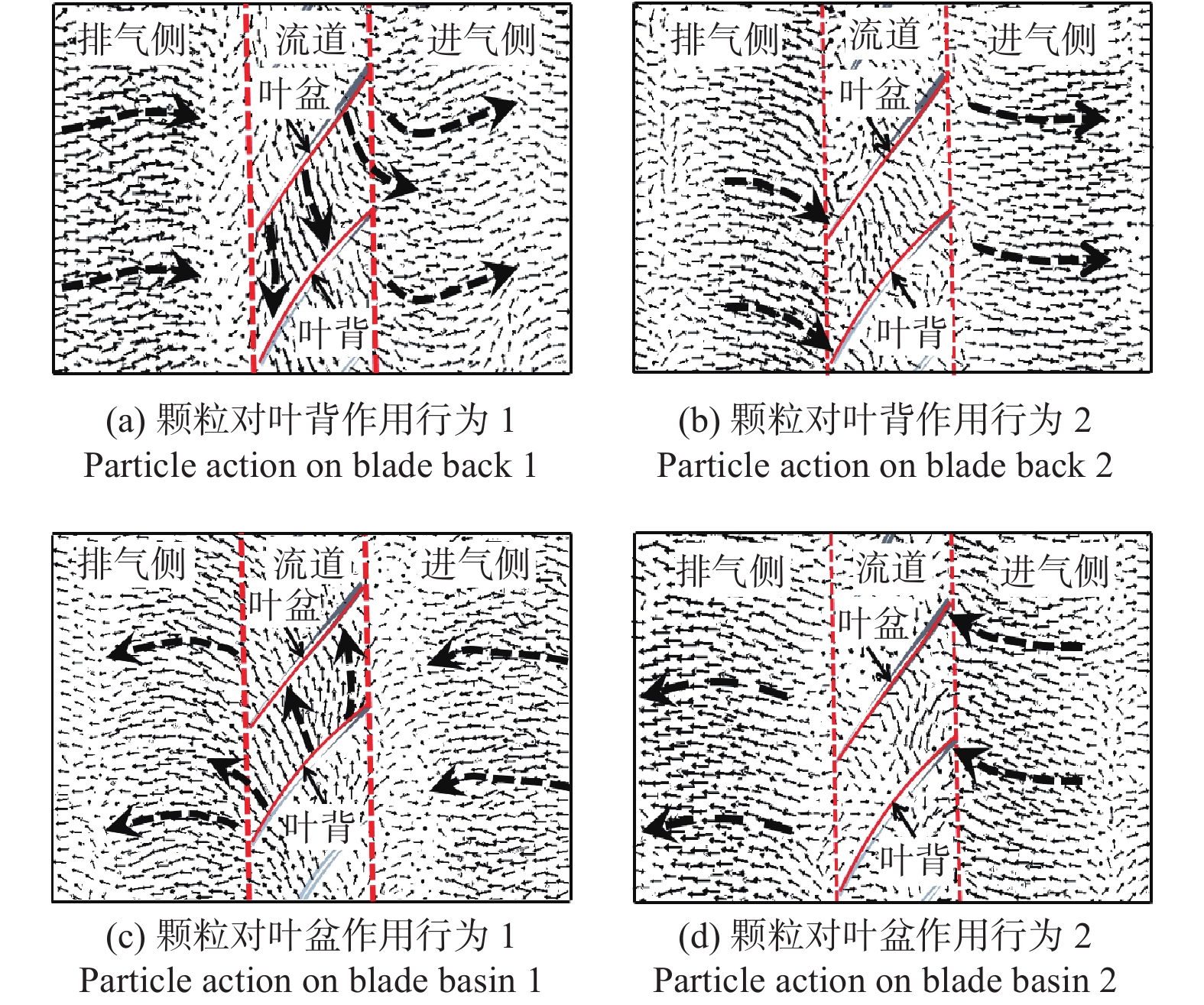
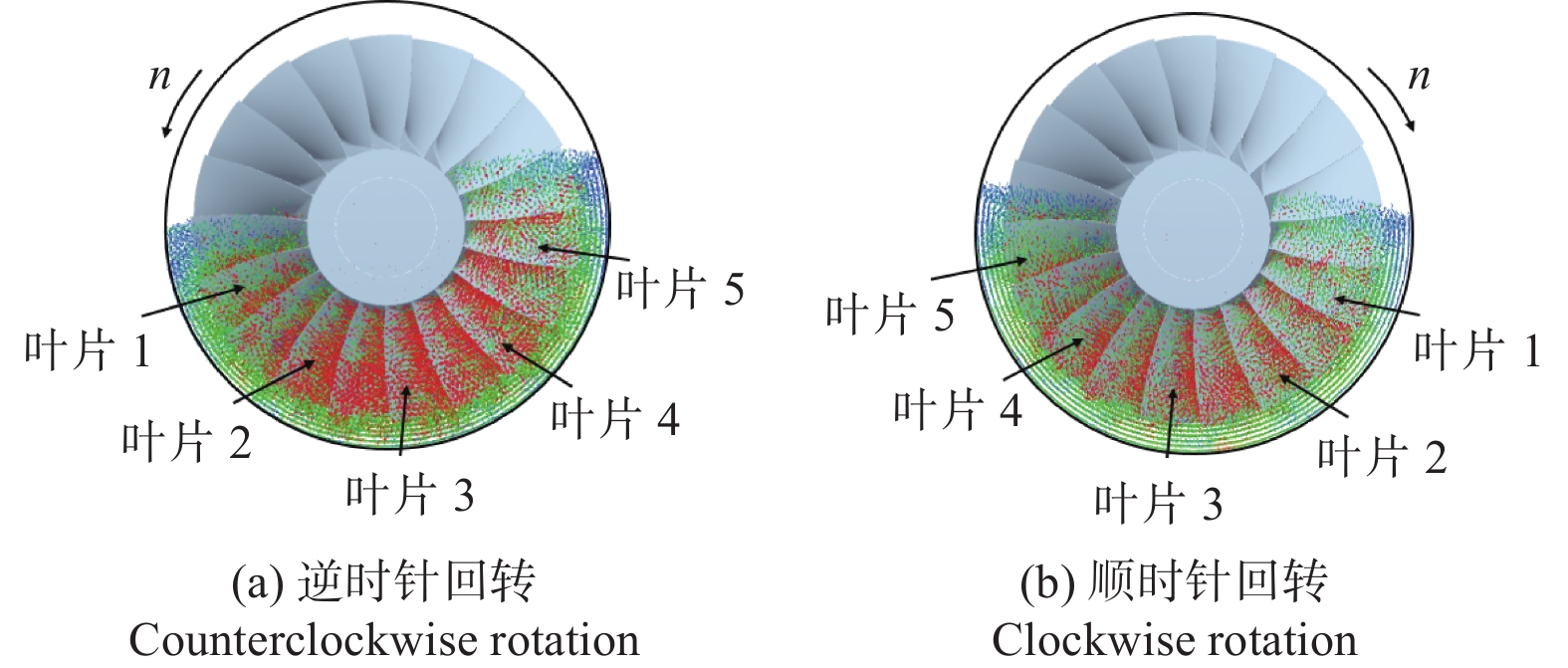
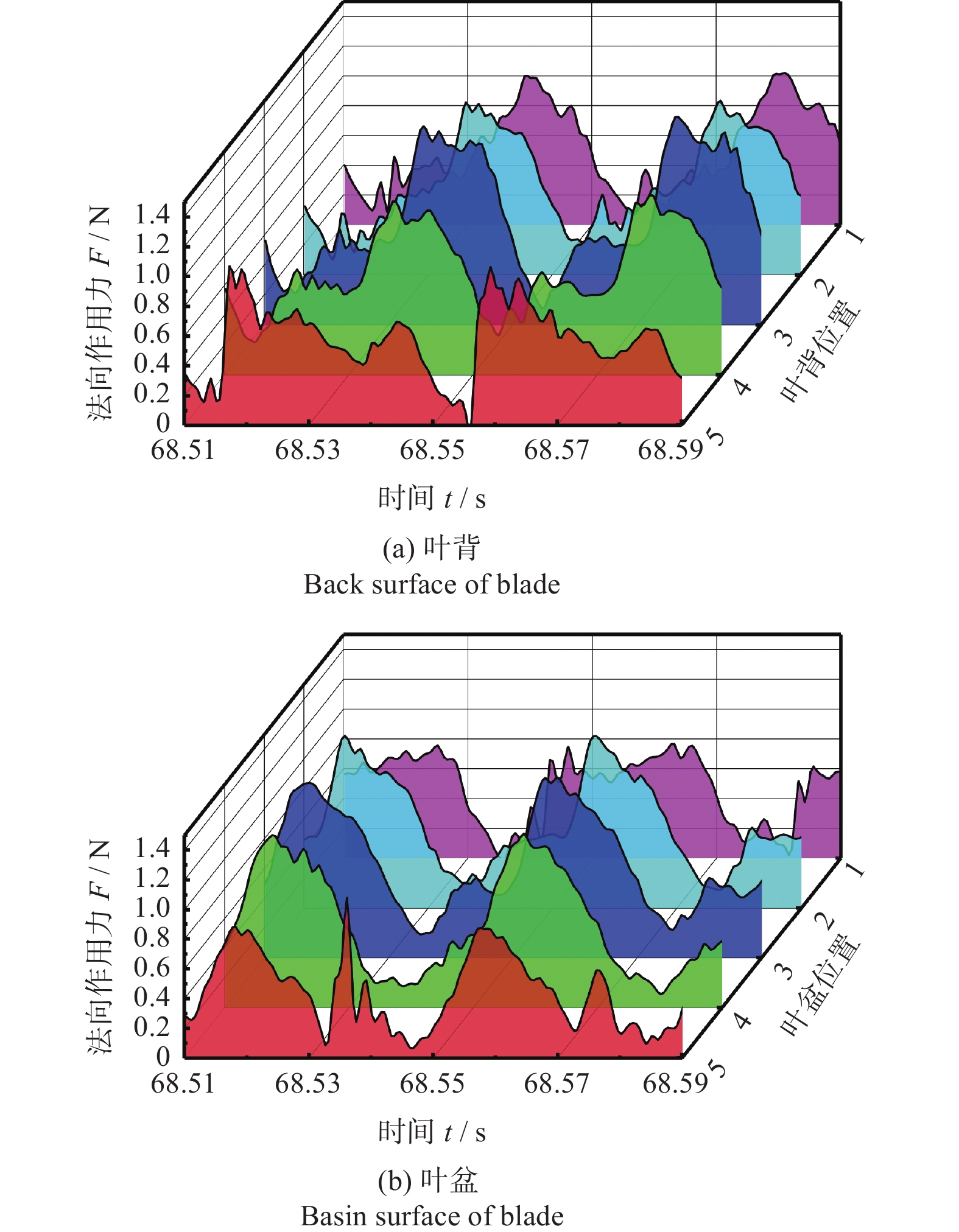
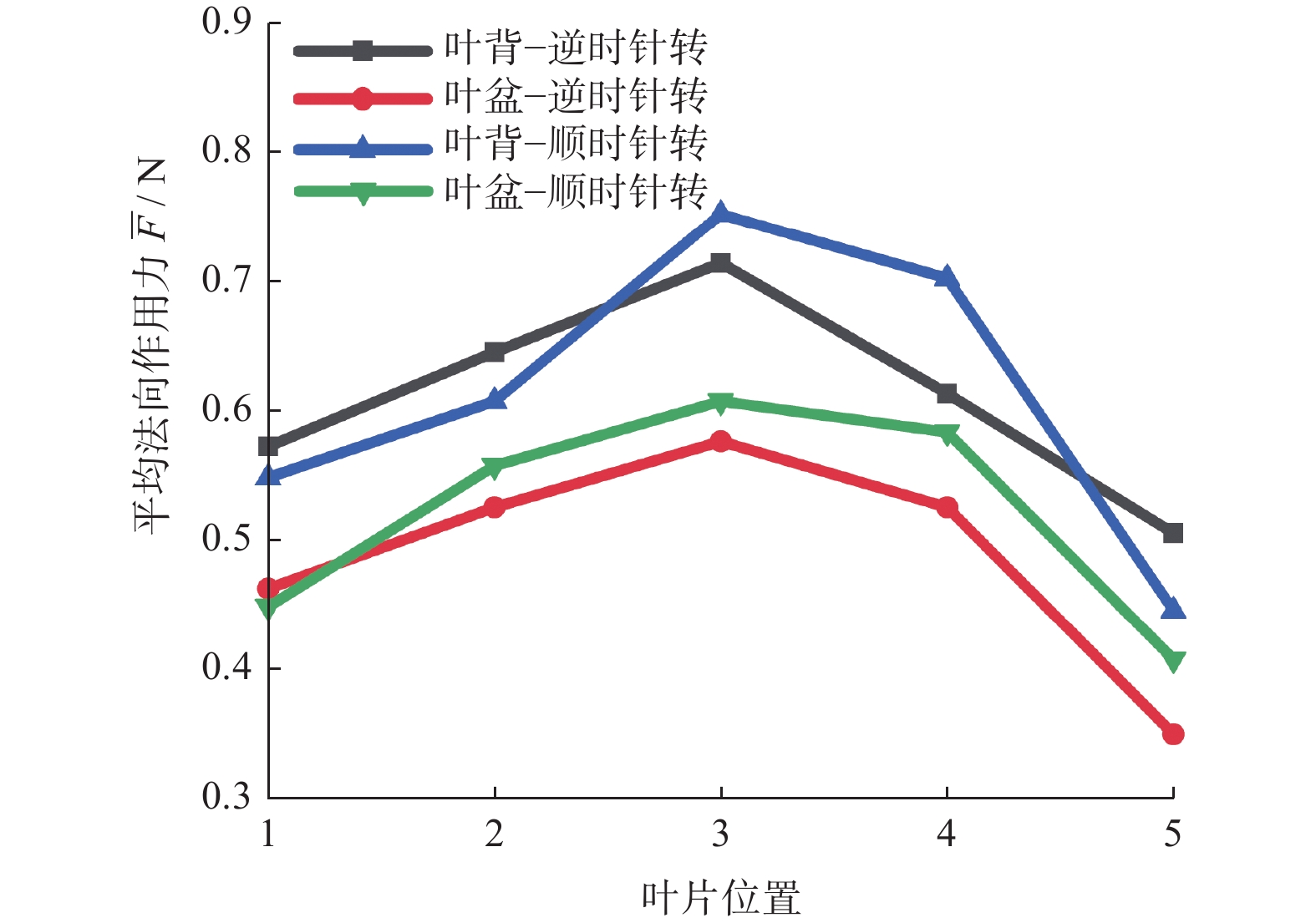
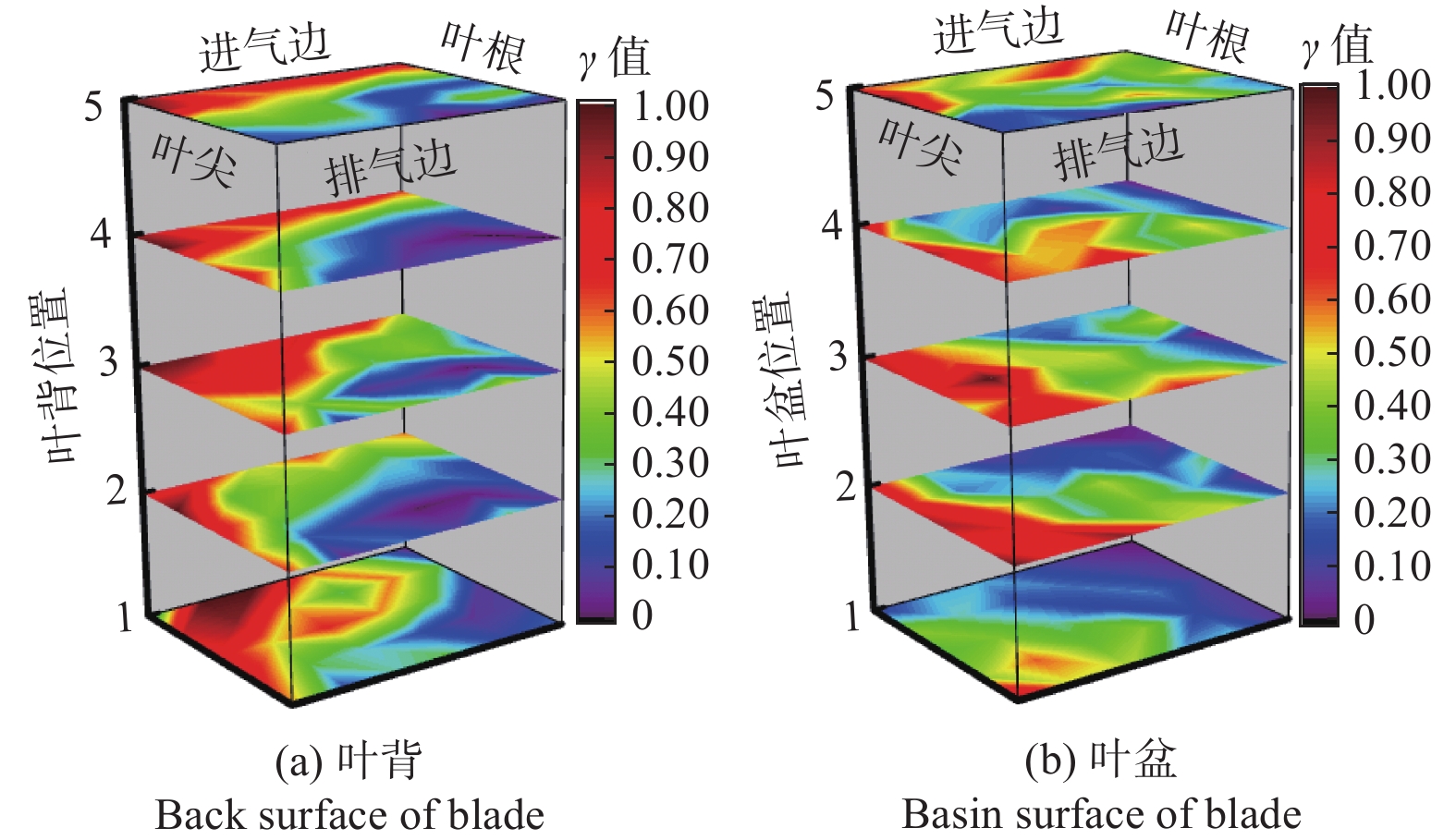
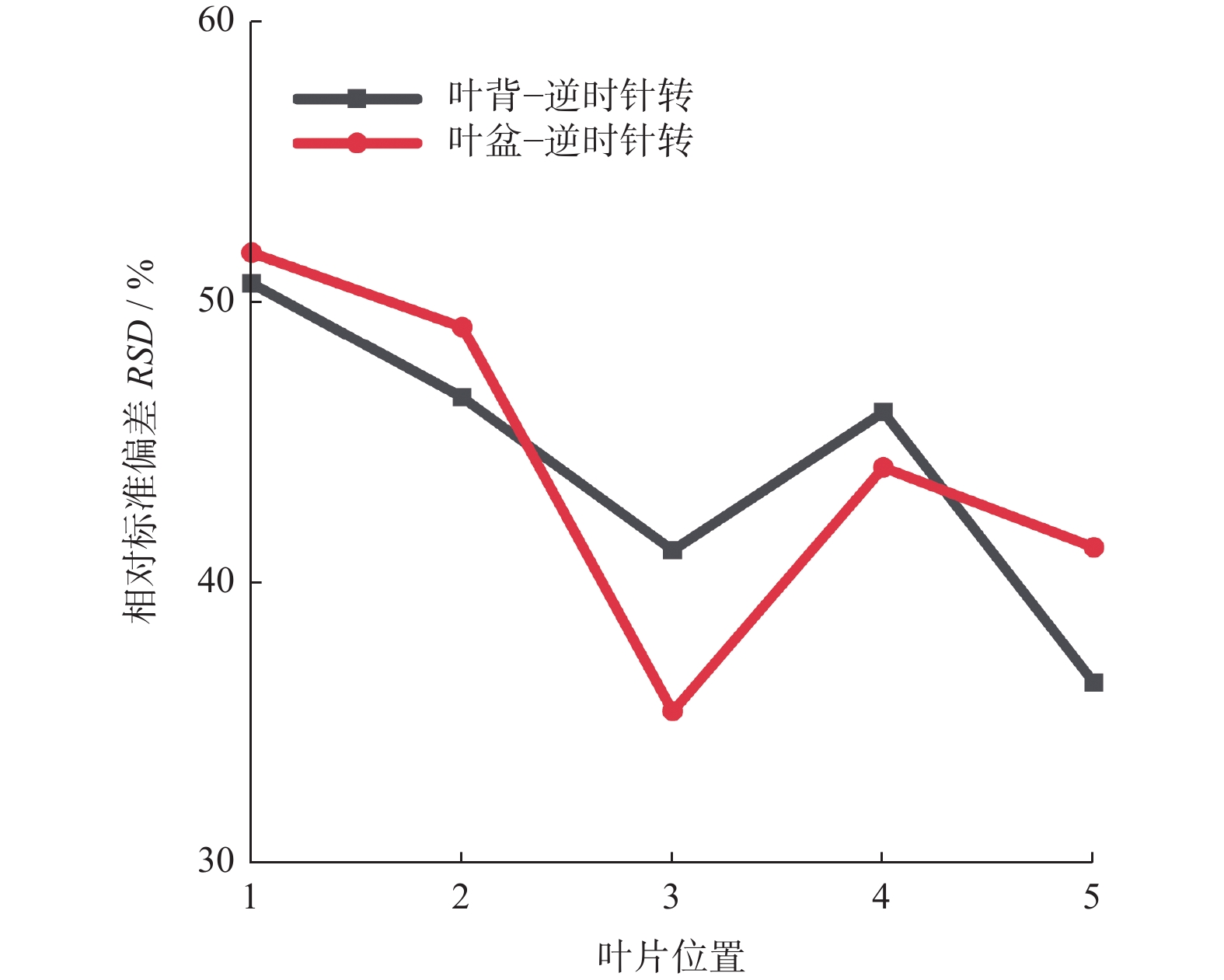
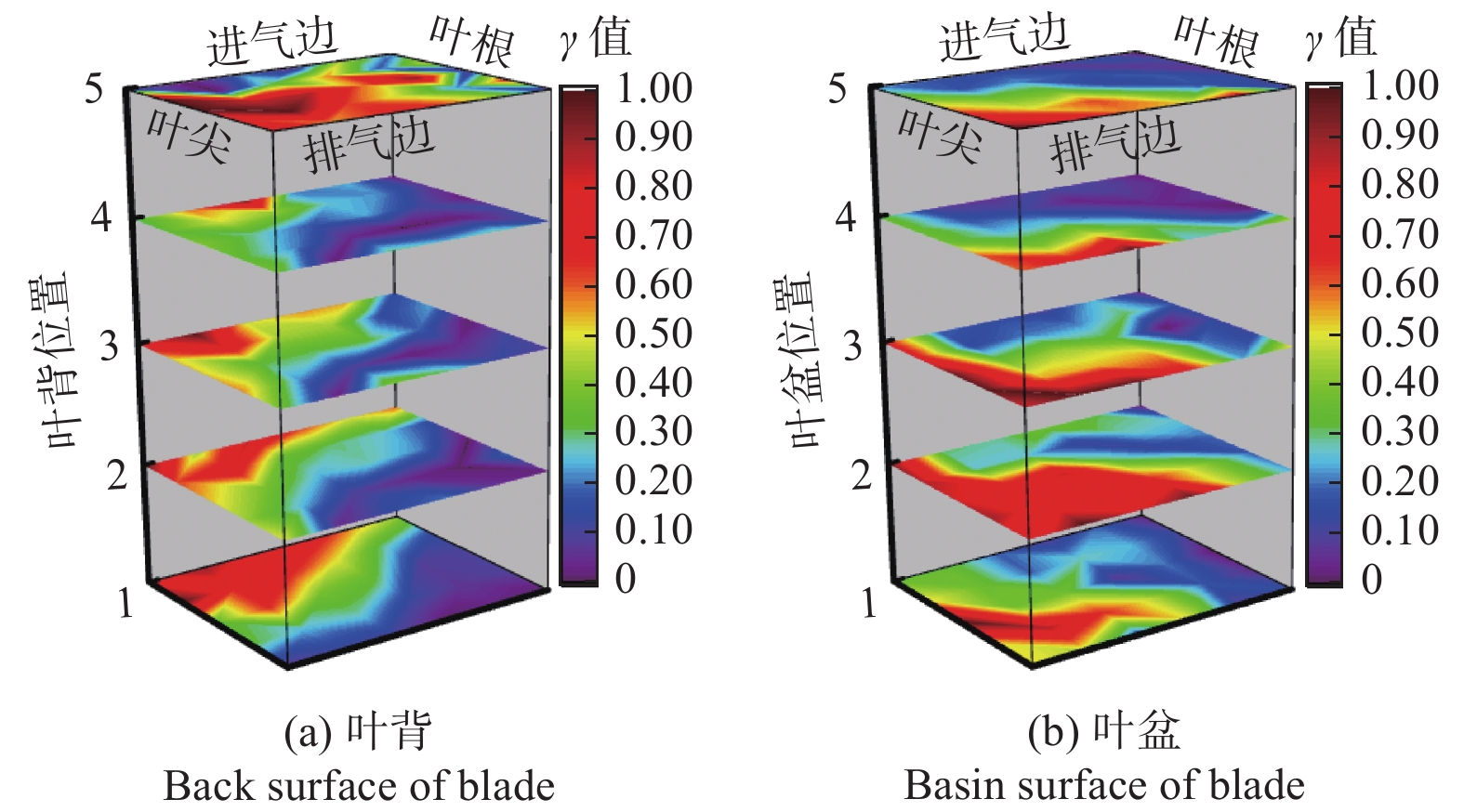
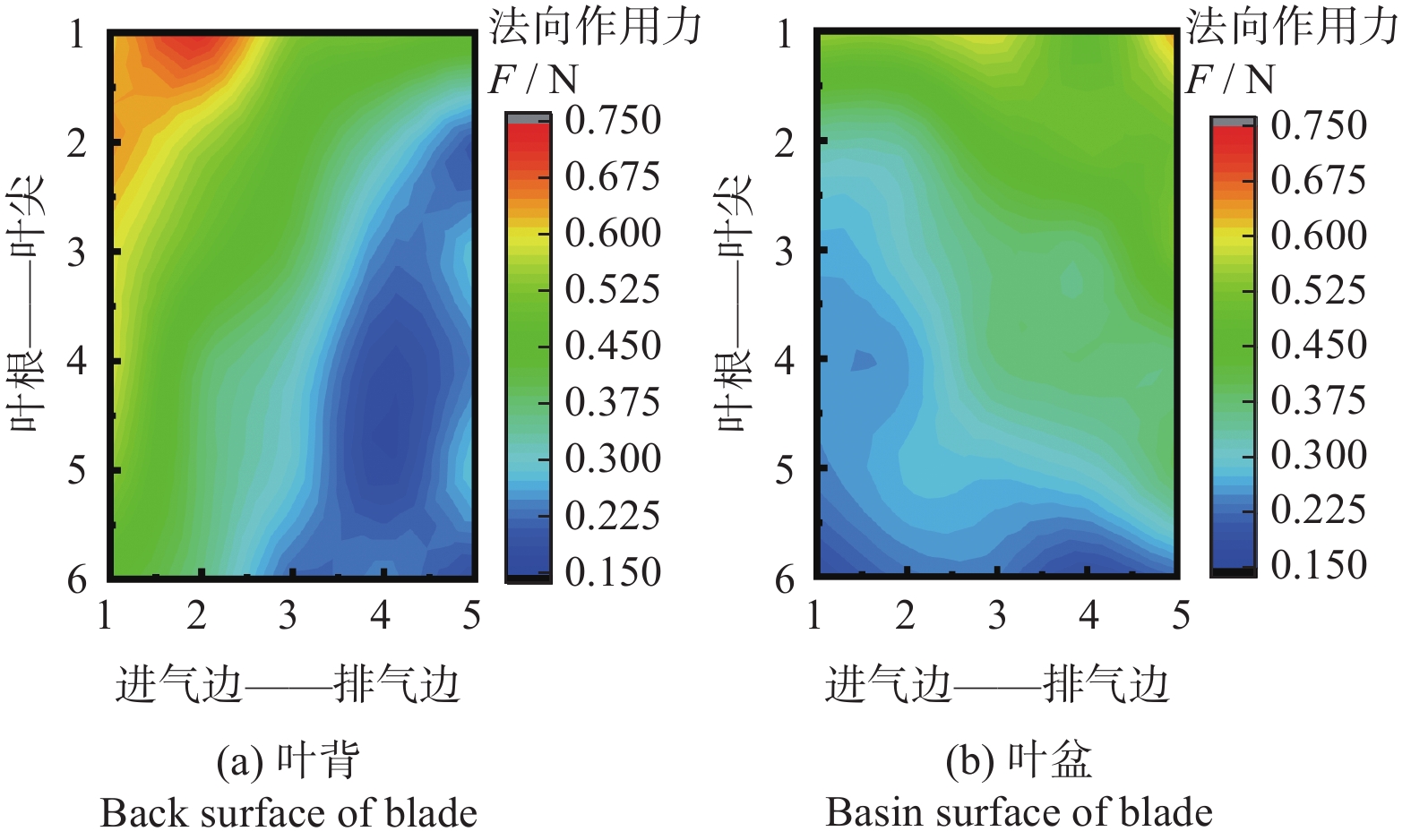
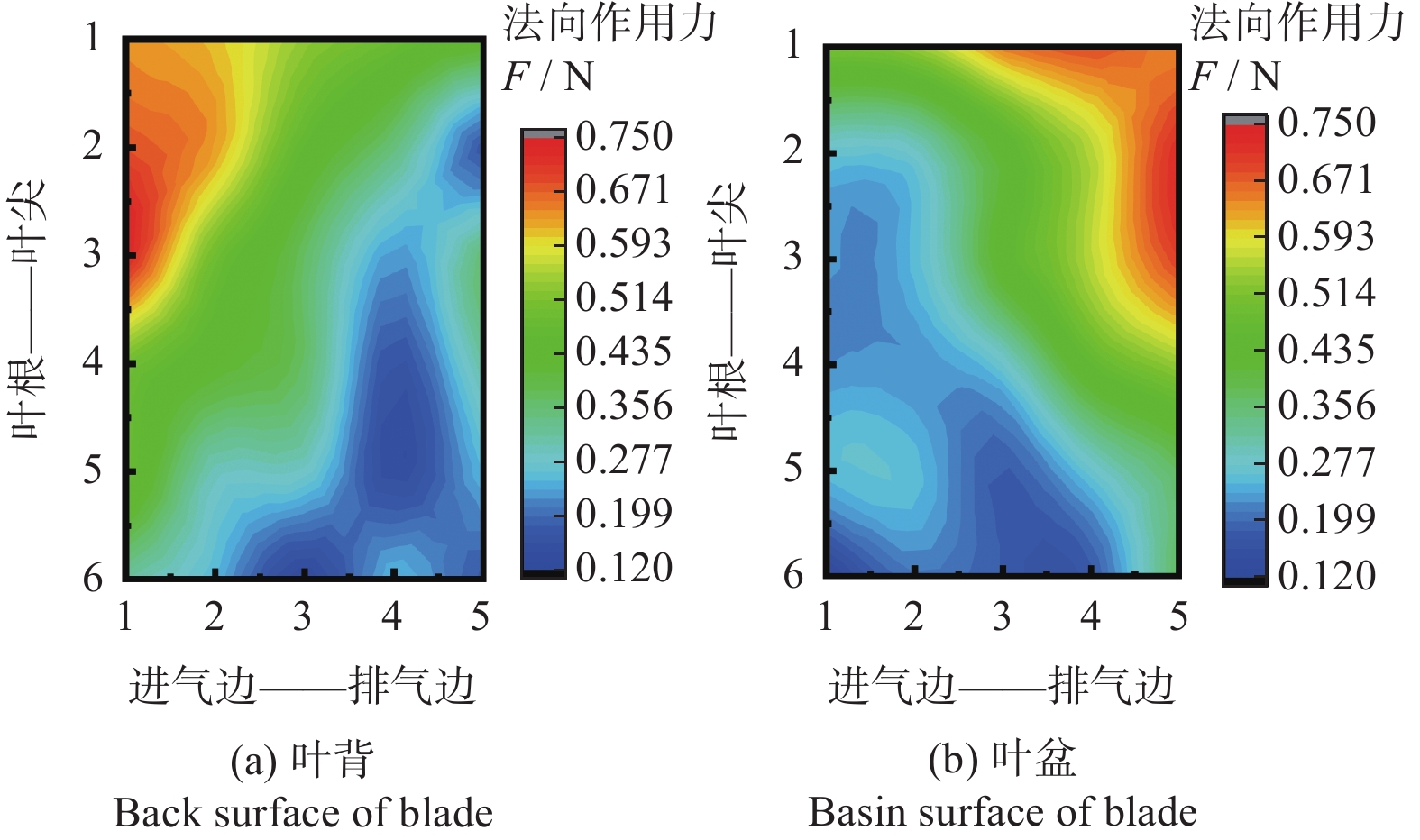
摘要:
针对目前抛磨整体叶盘存在的加工效率低、均匀一致性差等加工难题,采用回转辅助水平振动式滚磨光整加工工艺对整体叶盘进行抛磨加工。基于离散元法模拟加工过程中颗粒的作用行为,探究颗粒对整体叶盘的作用行为特征、作用力变化规律、作用力分布特征。结果表明:颗粒在整体叶盘流道区域与两侧无工件区域具有不同的运动特征,两侧颗粒仅能作用于整体叶盘的两侧区域;整体叶盘回转过程中,叶片在进出流场区域时会受到一些突变力的作用,沿回转方向叶片表面受力呈先增大后减小趋势,而且改变回转方向影响颗粒对叶背、叶盆的作用力波动幅度;颗粒对叶片表面的作用力存在明显的强弱差异,作用力
RSD
值在30%~60%,叶背强作用力主要集中于进气及叶尖区域,叶盆强作用力主要集中于排气及叶尖区域。
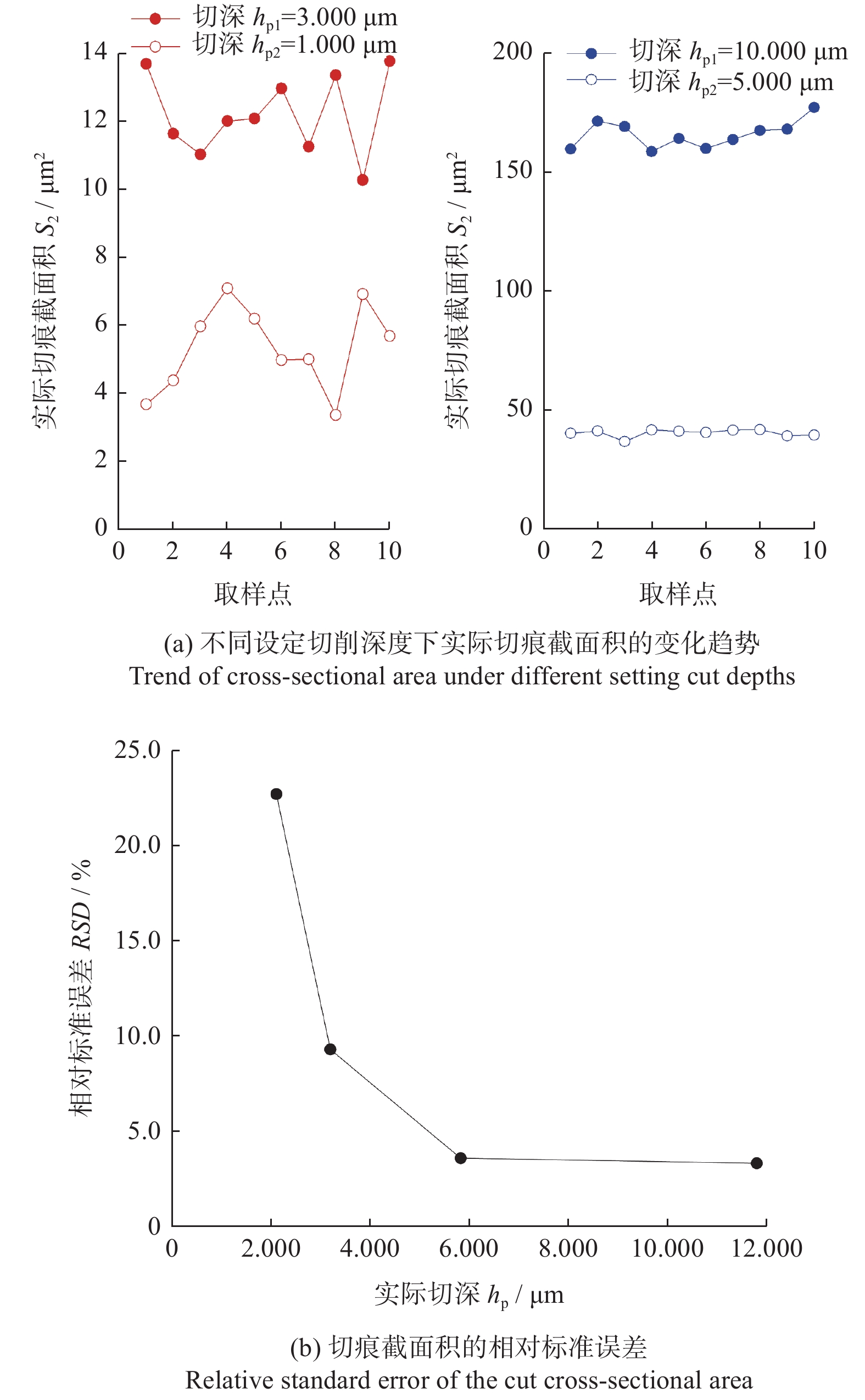
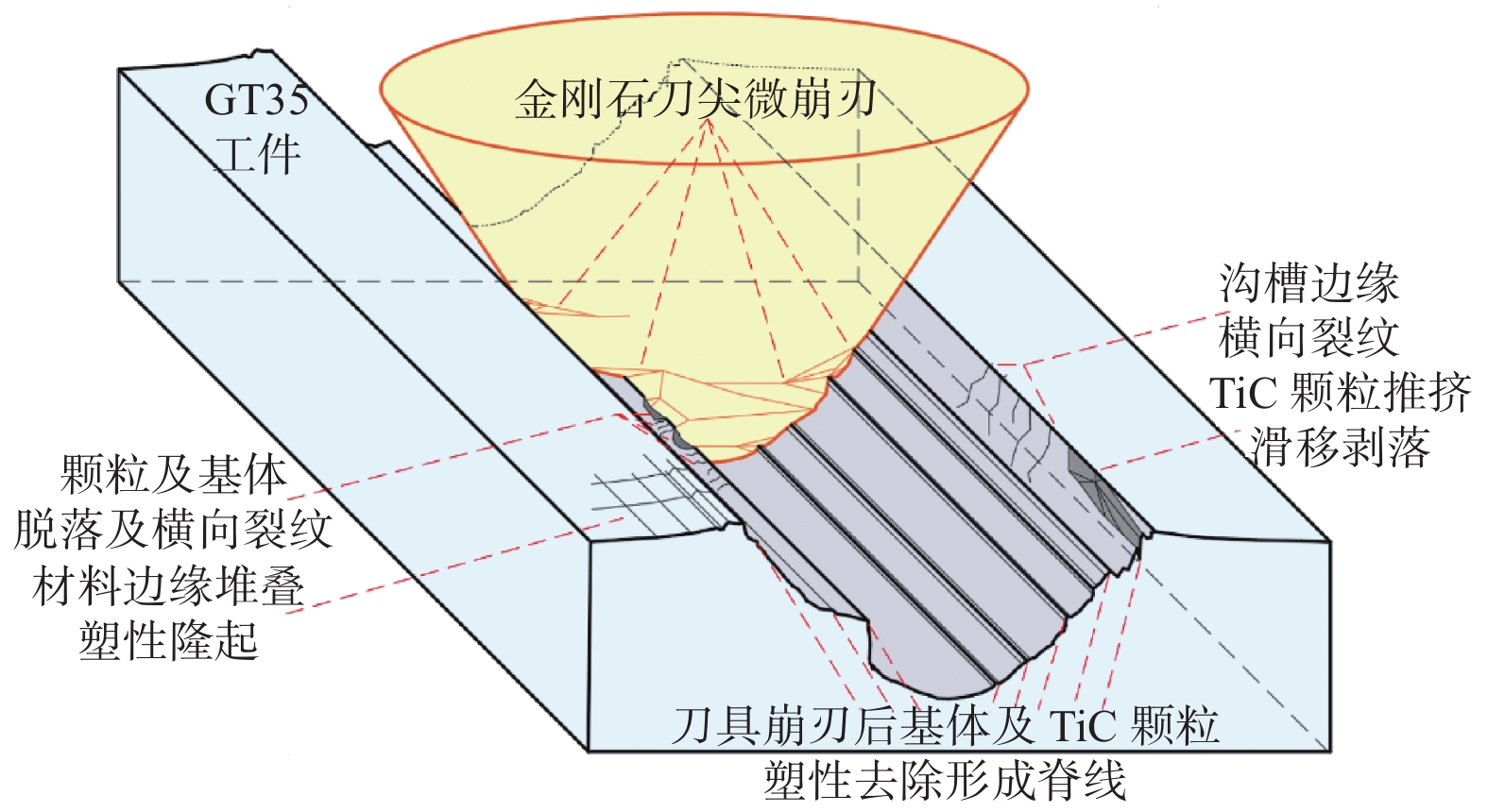
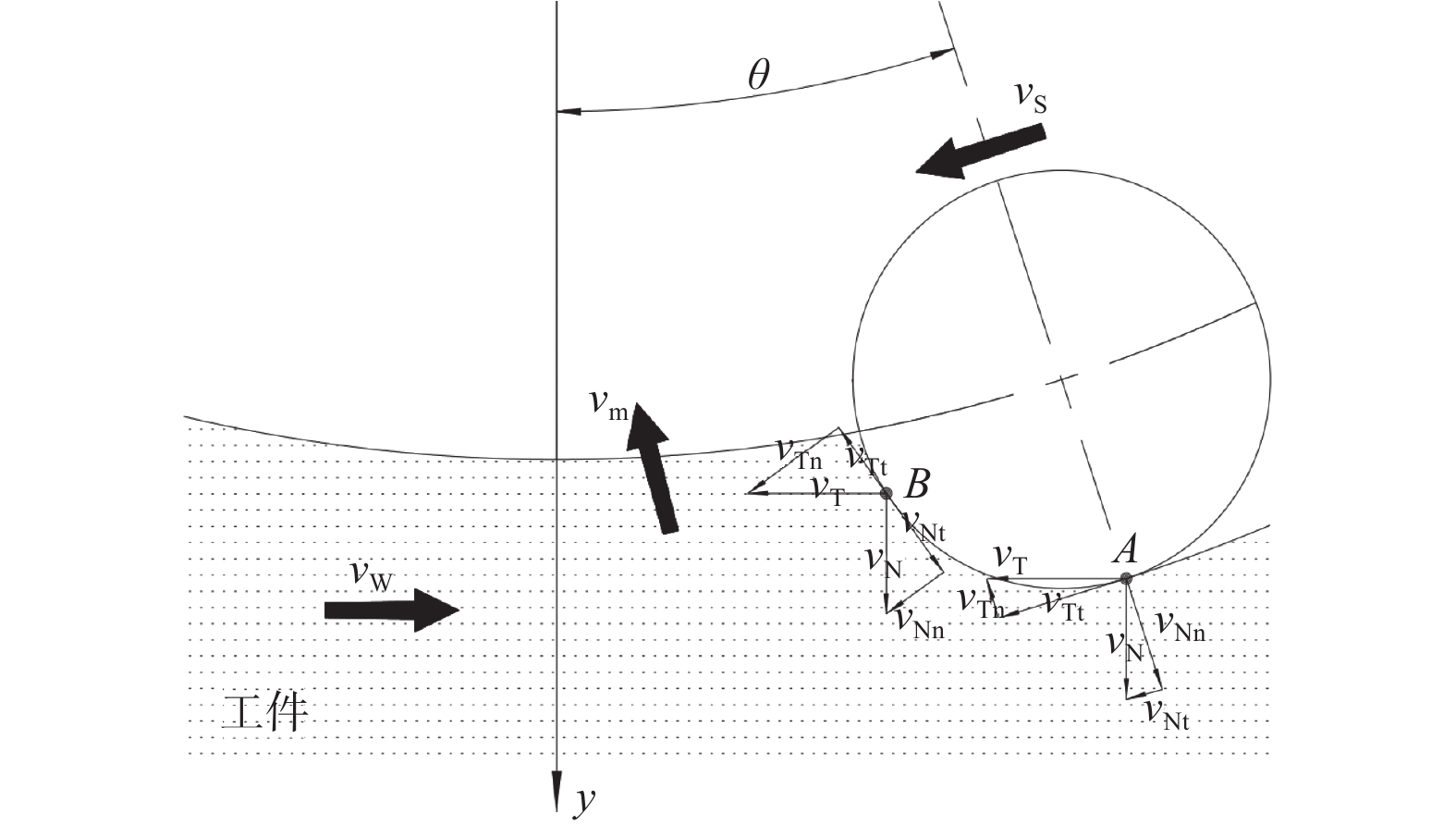
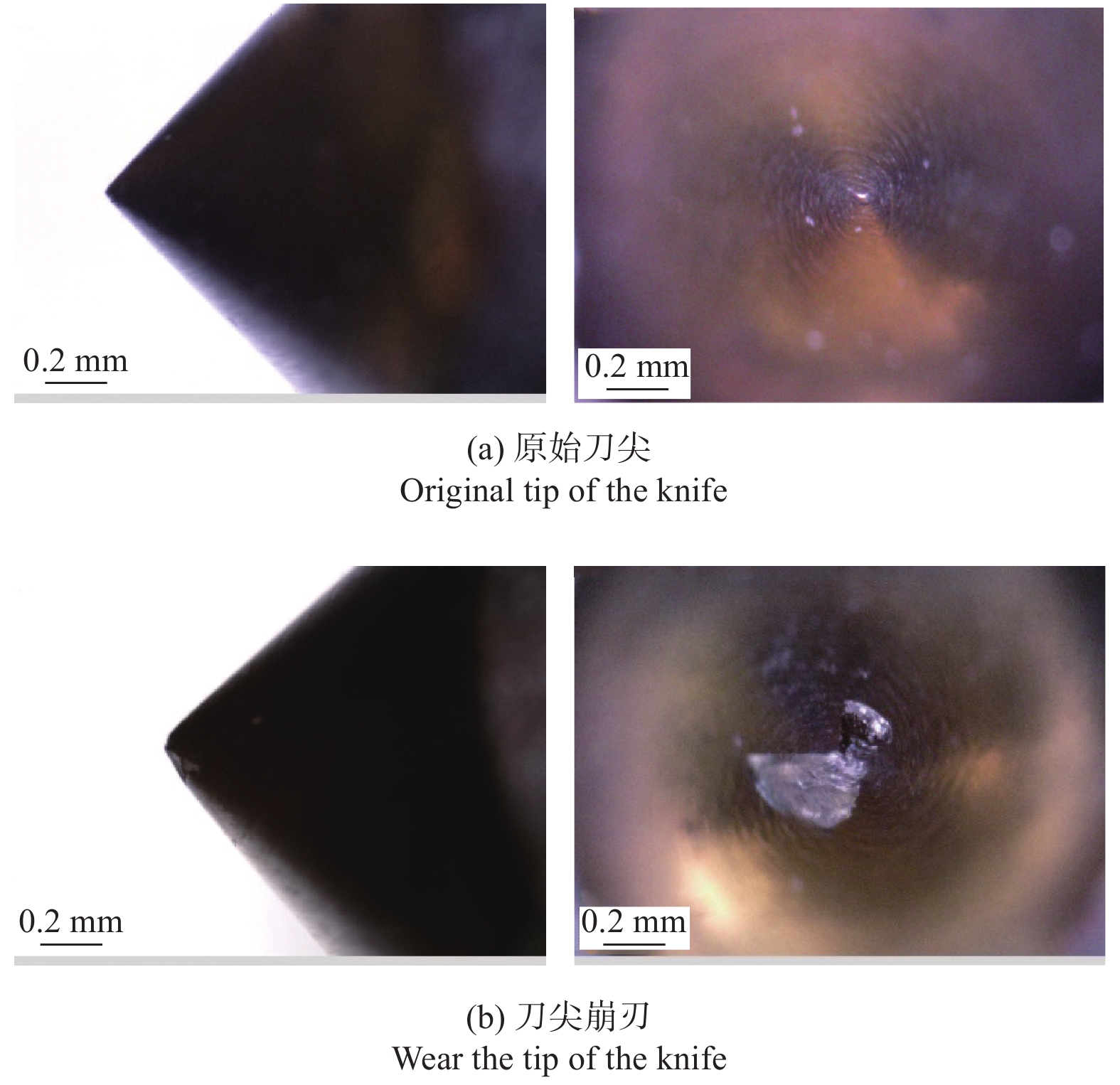
钢结硬质合金GT35切削去除机理研究
陈博川
,
邵梦博
,
高晓星
,
李麒麟
,
袁松梅
2022, 42(5): 626-636.
doi:
10.13394/j.cnki.jgszz.2022.0038
摘要
(
1218
)
HTML
(
563
)
PDF 8196KB
(
55
)
施引文献
(
)
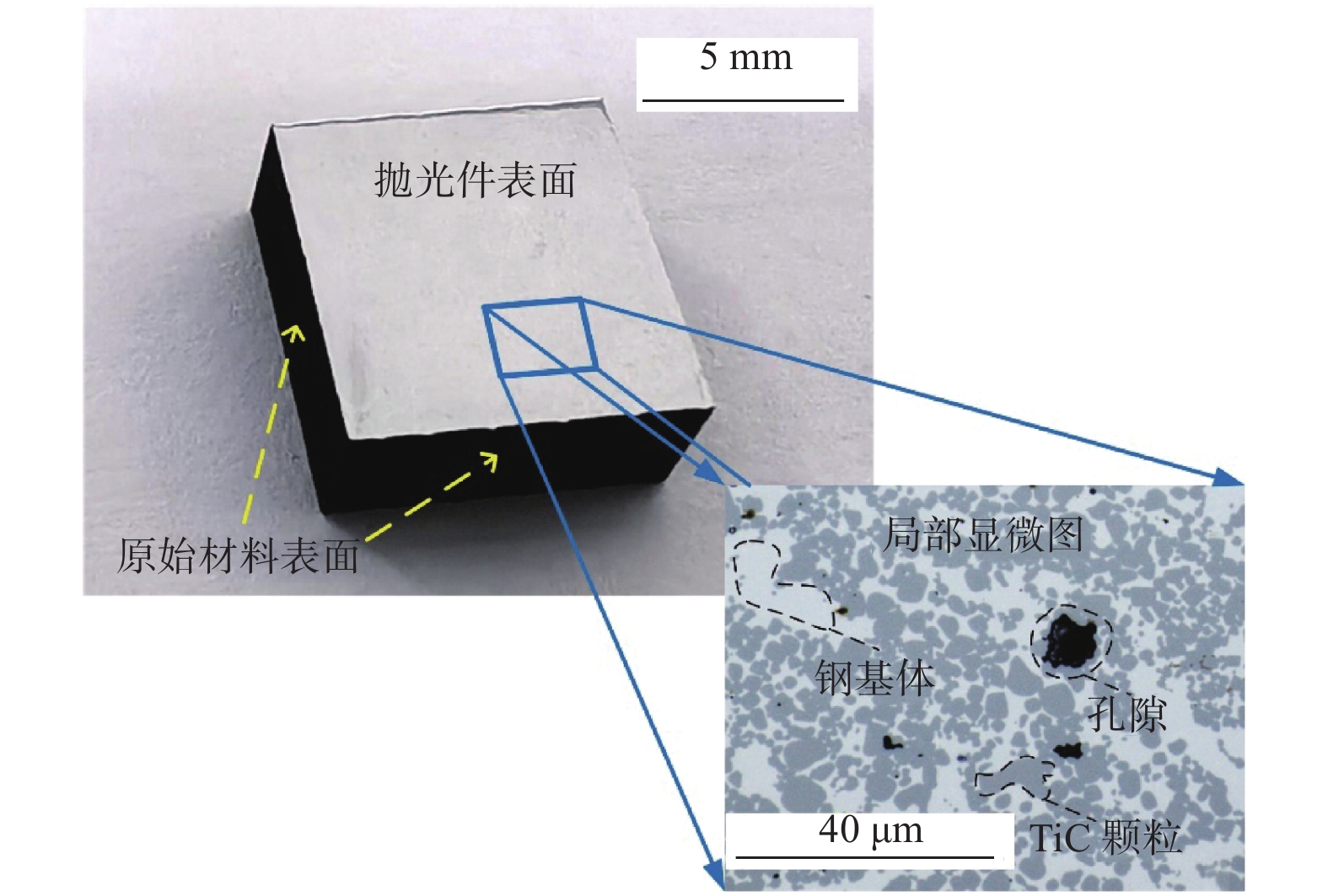
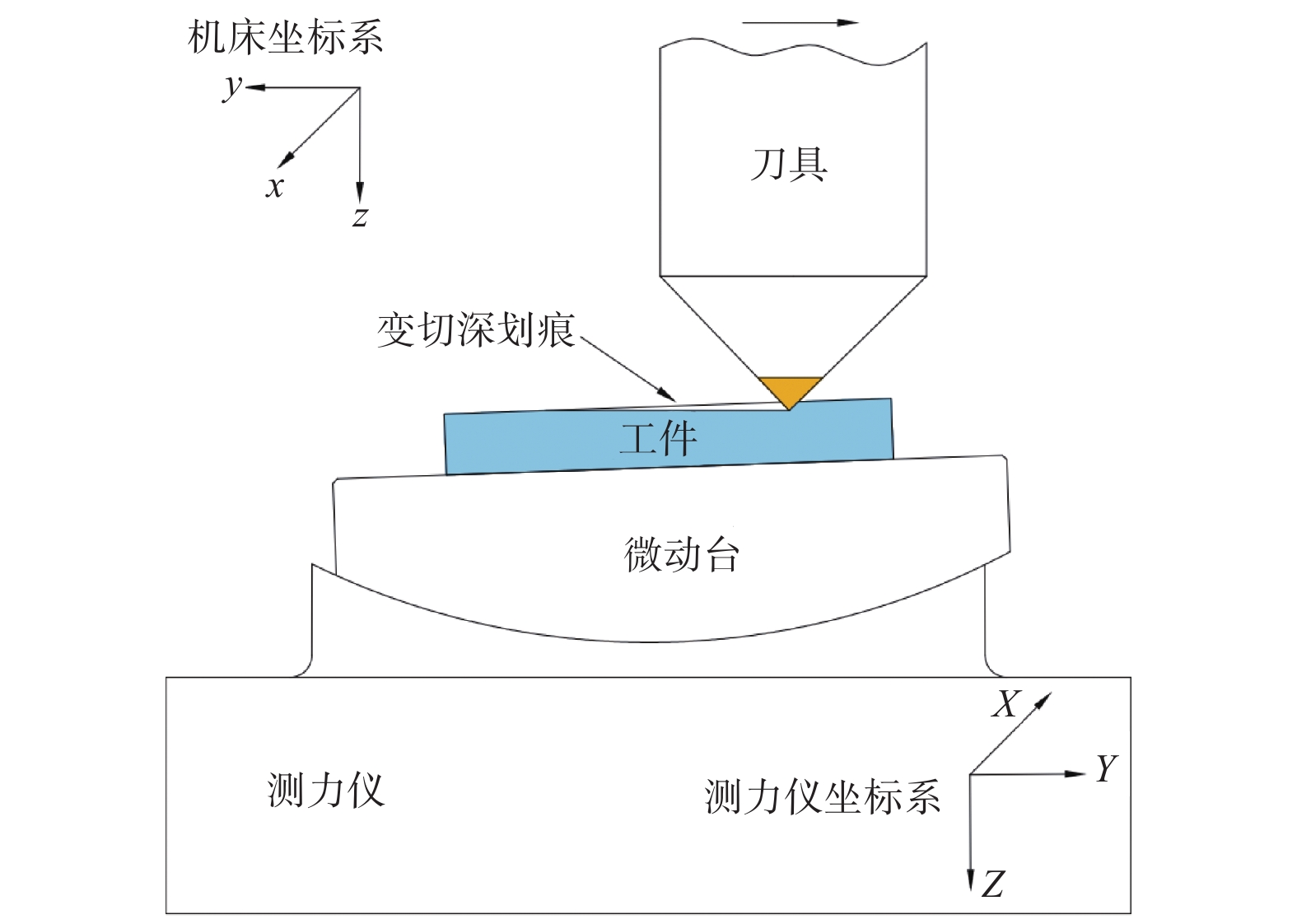
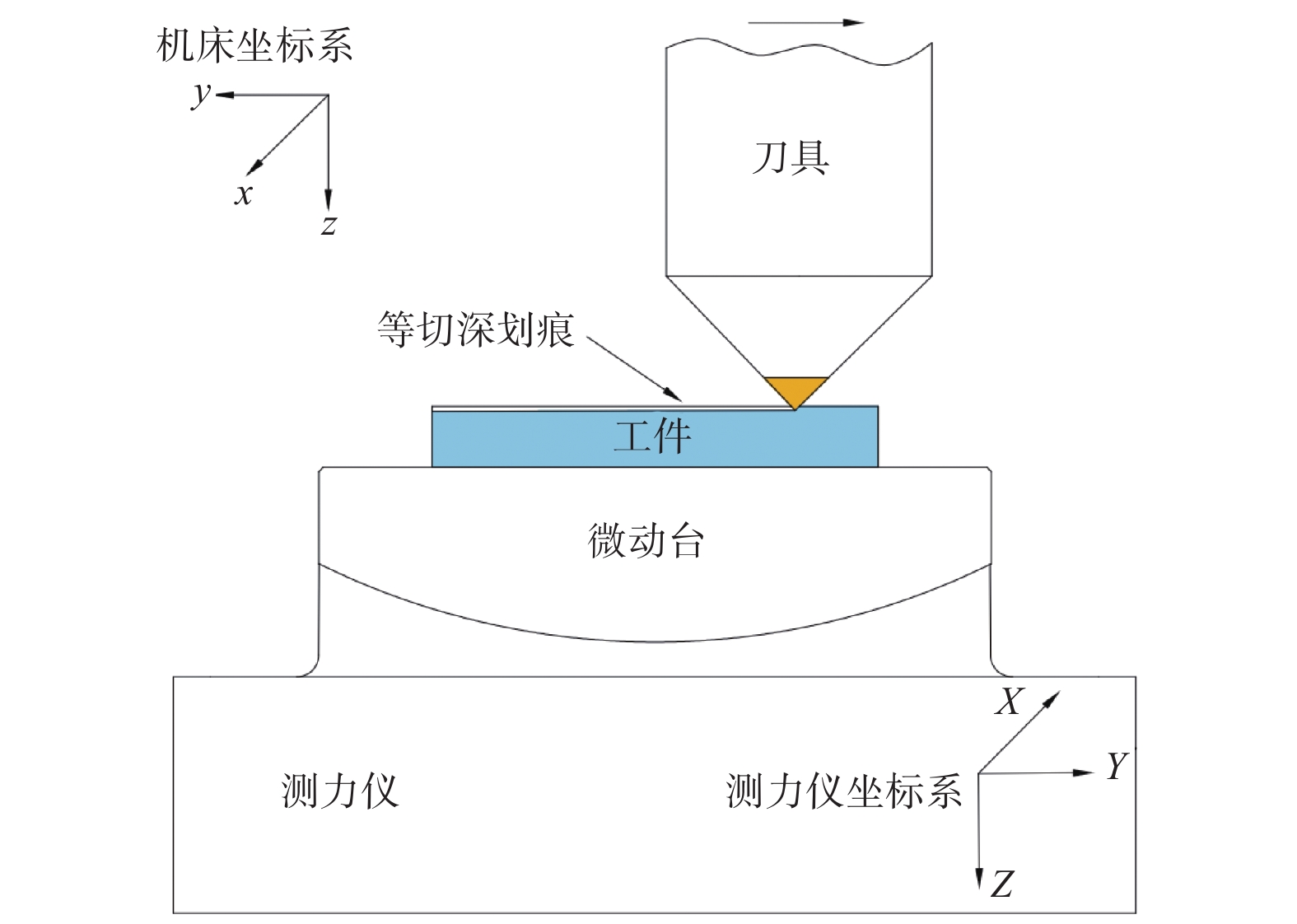
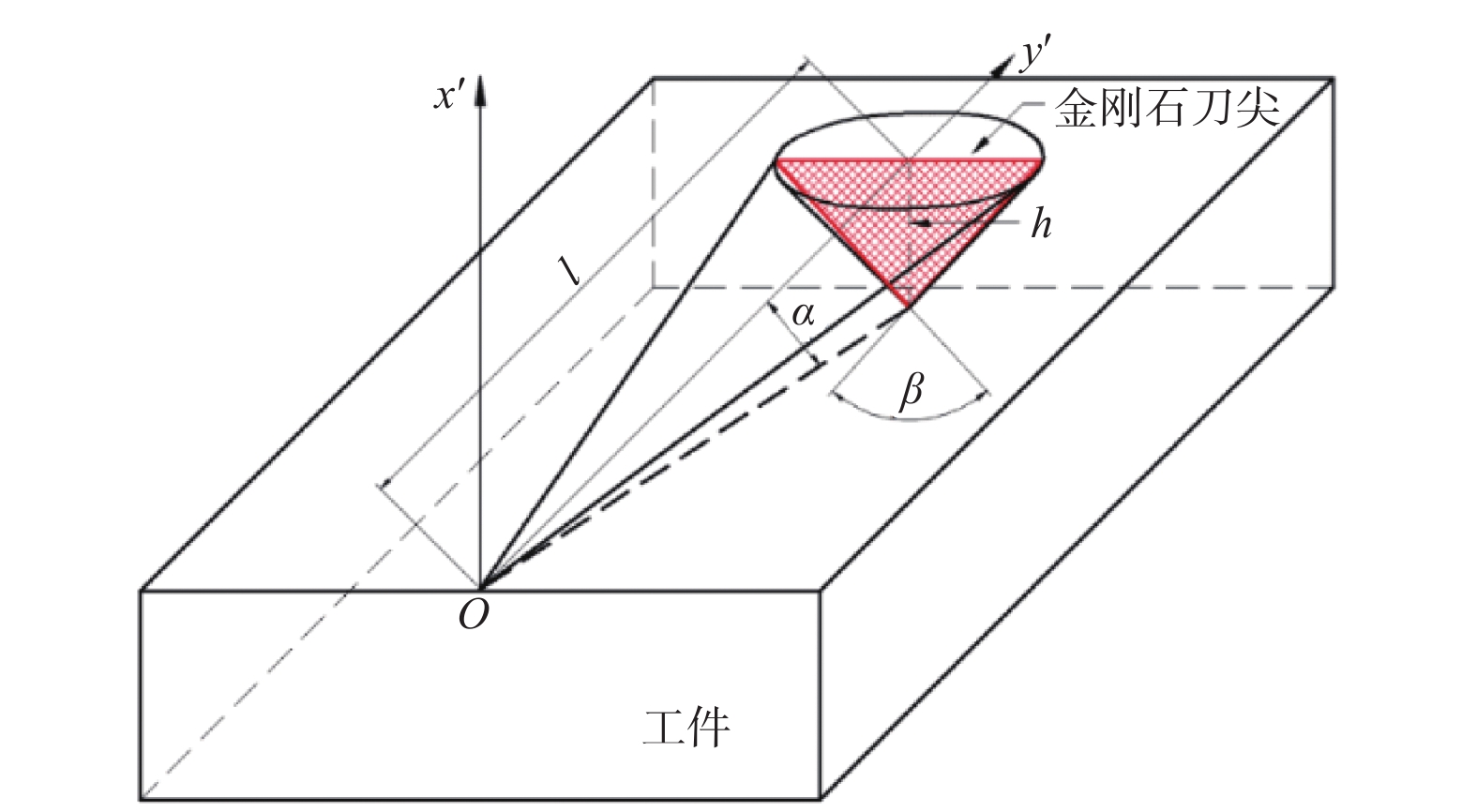
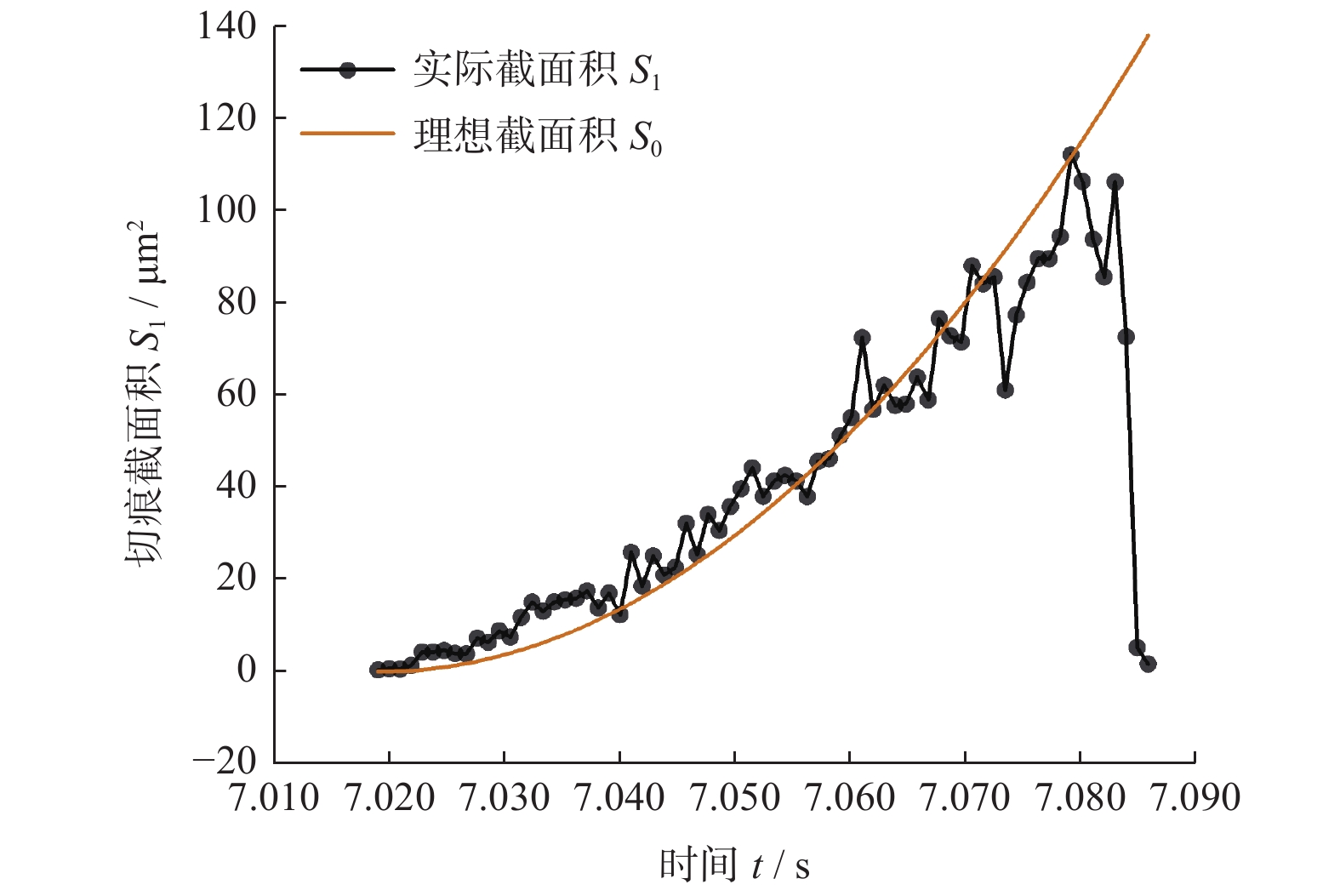
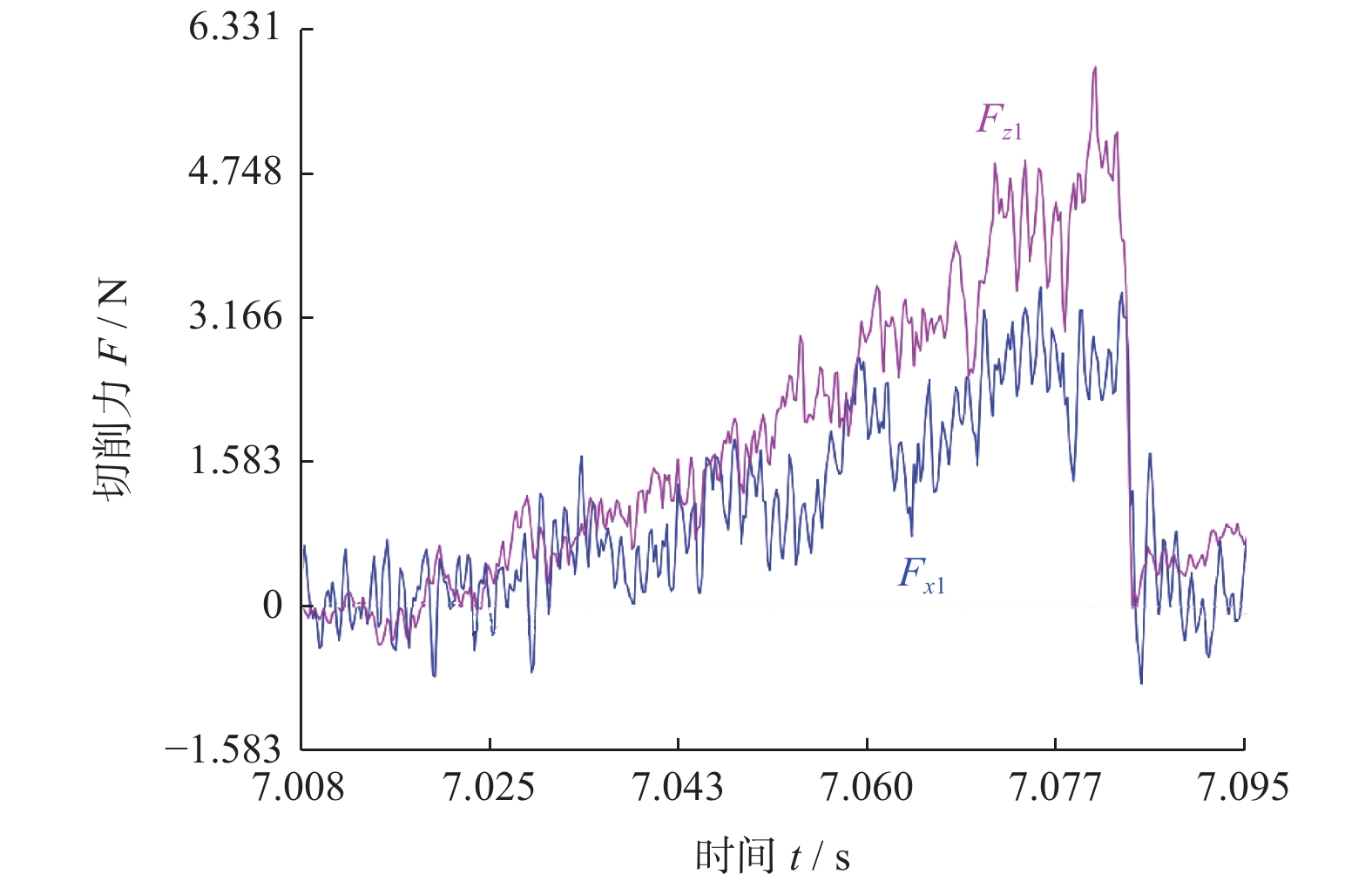
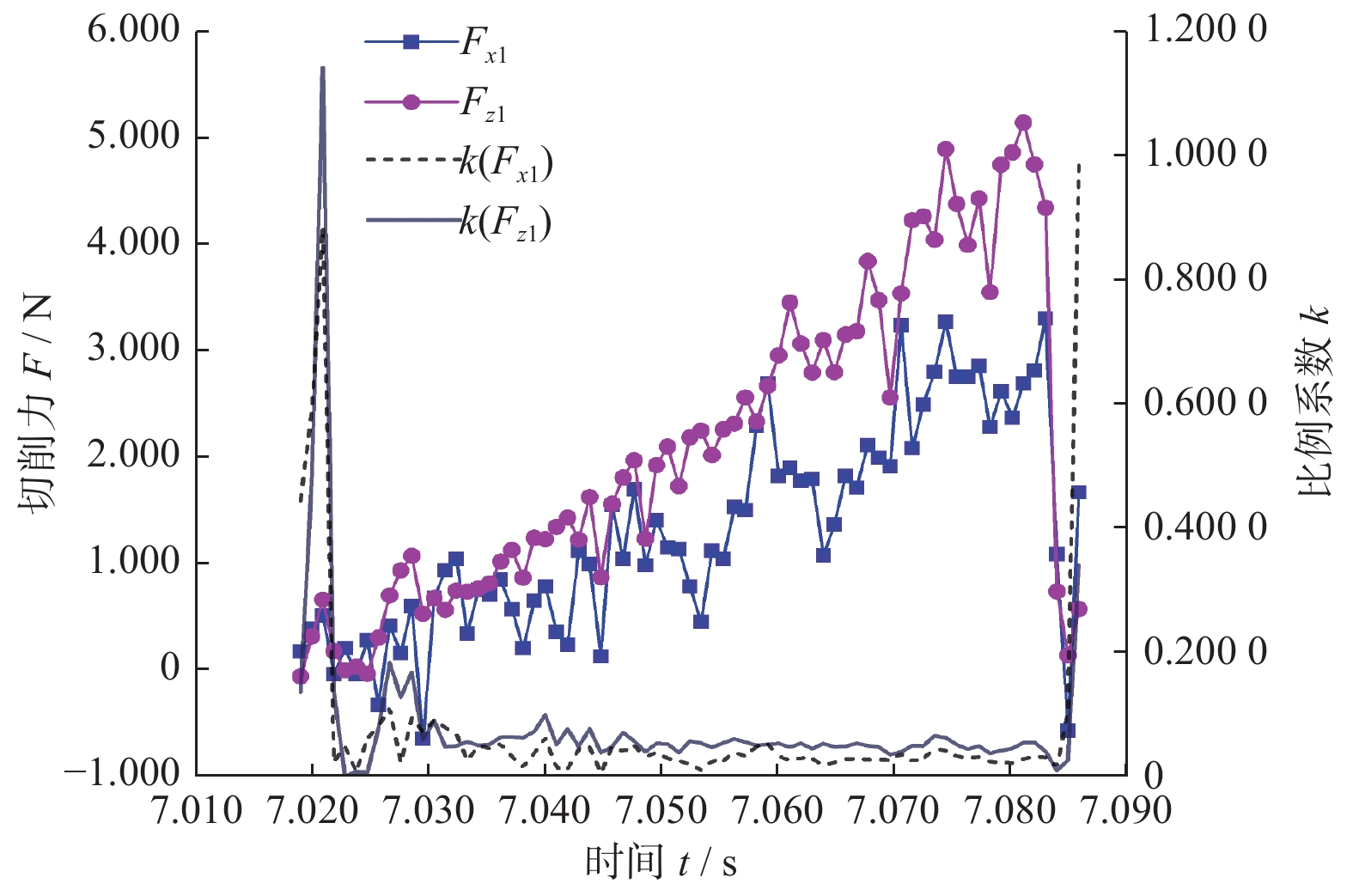
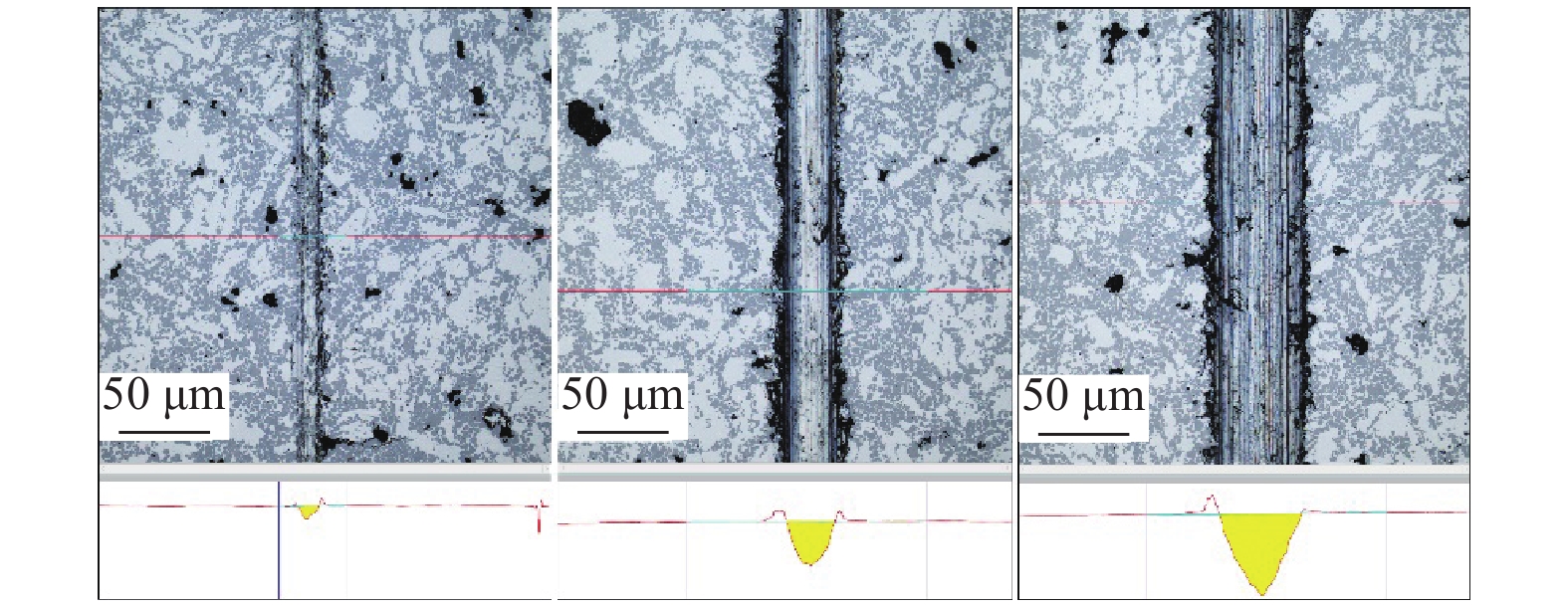
摘要:
为研究金刚石磨粒刀具切削钢结硬质合金GT35的微观刻划过程与材料去除机理,以单颗粒金刚石刻划实验为研究手段,分析其微观切削力的影响因素及材料的微观去除过程。通过单颗粒金刚石变切深实验发现,切削力与切痕截面积之间呈线性关系,获得的线性比例系数
k
的估计值可通过单颗粒金刚石等切深实验修正。随后,通过扫描电镜对GT35材料表面切痕形貌进行观测,并用激光共聚焦显微镜对其形貌进行三维建模,研究不同刻划深度下的材料去除模式。结果表明:修正后
k
(
F
x
)为0.026 29 N/μm
2
(
R
1
=0.990 46),
k
(
F
z
)为0.046 42 N/μm
2
(
R
2
=0.994 08); 调质GT35材料在多种切深下均以塑性去除为主,其中切痕底面呈现明显塑性剪切去除状态,切痕边缘位置呈现一定的脆性断裂状态。刀具在切削过程中会在刀尖处形成材料堆叠死区,引起刀具崩刃及磨损,且切痕表面形貌的形成与刀具磨损密切相关。
新闻公告
更多>
矢志创新发展 建设科技强国
中国科协等21部门联合组织开展2024年全国科普日活动
关于公开竞聘2024—2025年度期刊副主编的通知
2024年高性能工具国重实验室公众开放日
会议通知
更多>
会议征文(第二轮通知) | 第二十三届中国磨粒技术学术会议CCAT 2025
第二轮(征文)通知
行业活动 | 2024金刚石产业大会
11月7日—11日
郑州
学术会议 | 中国刀协切削先进技术研究分会2024年华东区学术年会
11月15日—17日
黄山
学术会议 | 第十八届中日超精密加工国际会议
11月7日—9日
无锡
友情链接
更多>
×
Close
导出文件
文件类别
RIS(可直接使用Endnote编辑器进行编辑)
Bib(可直接使用Latex编辑器进行编辑)
Txt
引用内容
引文——仅导出文章的Citation信息
引文和摘要——导出文章的Citation信息和文章摘要信息
×
Close
引用参考文献格式


 摘要
摘要 HTML
HTML PDF 3693KB
PDF 3693KB 施引文献
施引文献





































 第二轮(征文)通知
第二轮(征文)通知






 邮件订阅
邮件订阅 RSS
RSS