

Experimental study on bone grinding temperature and force under low temperature spray cooling
-
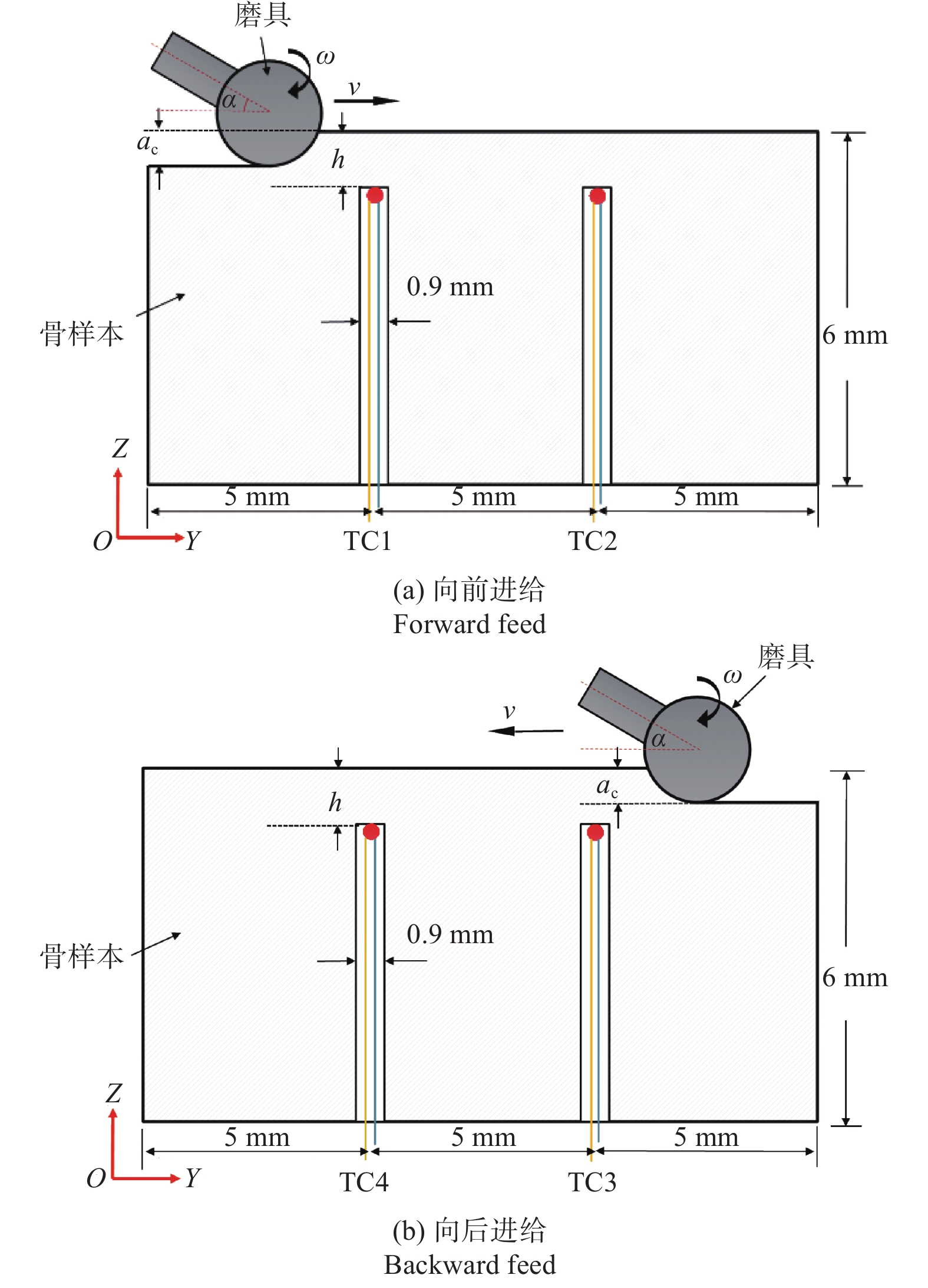
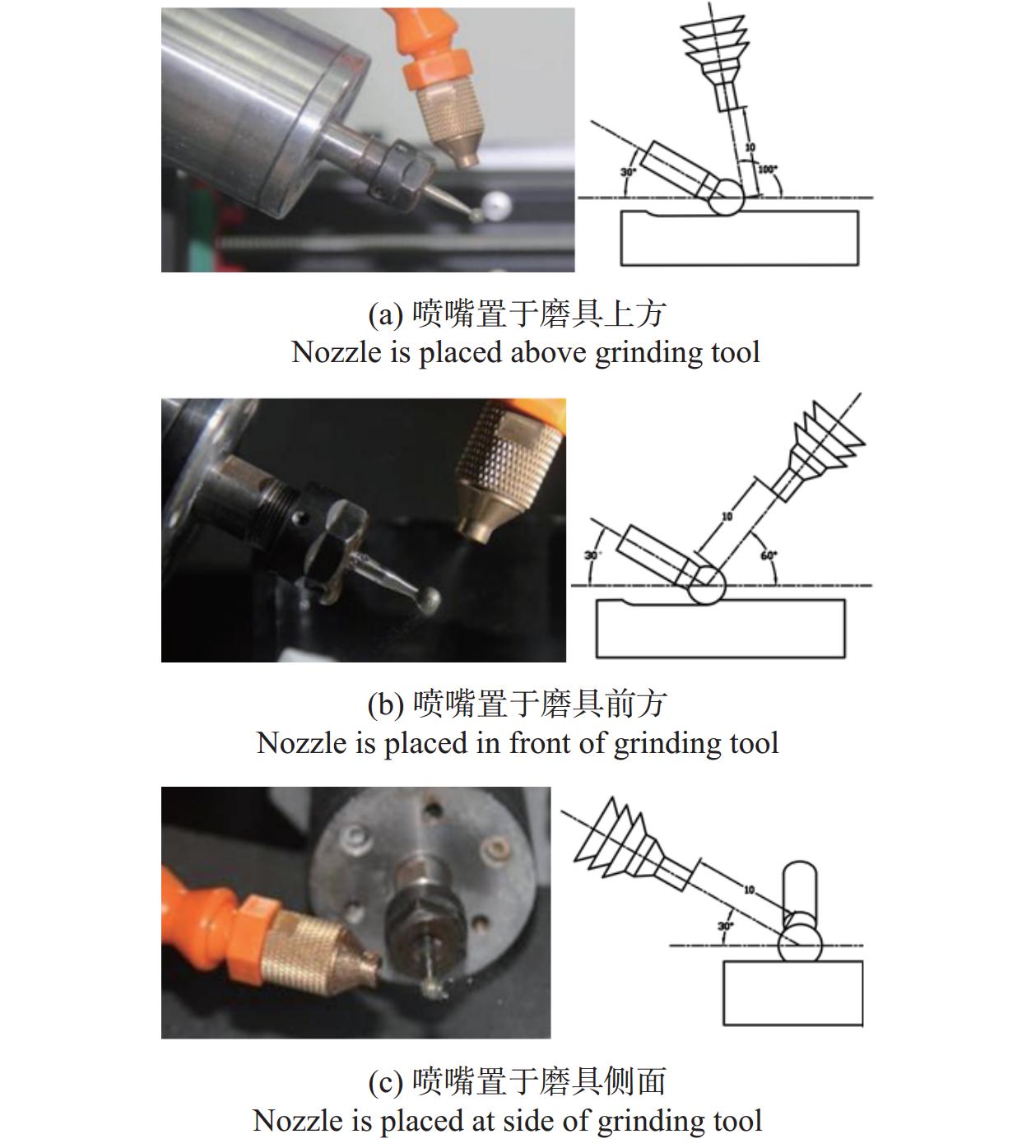
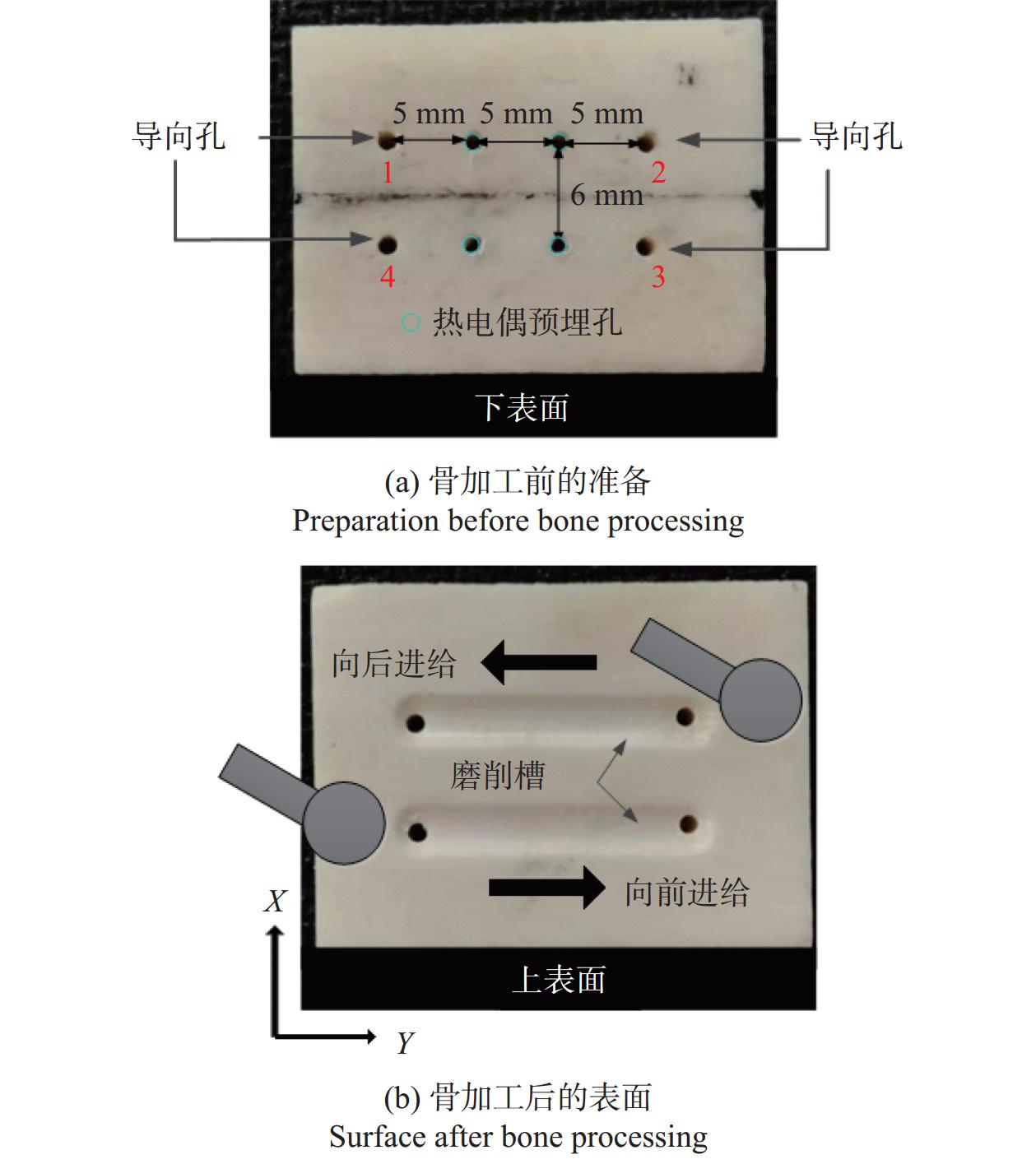
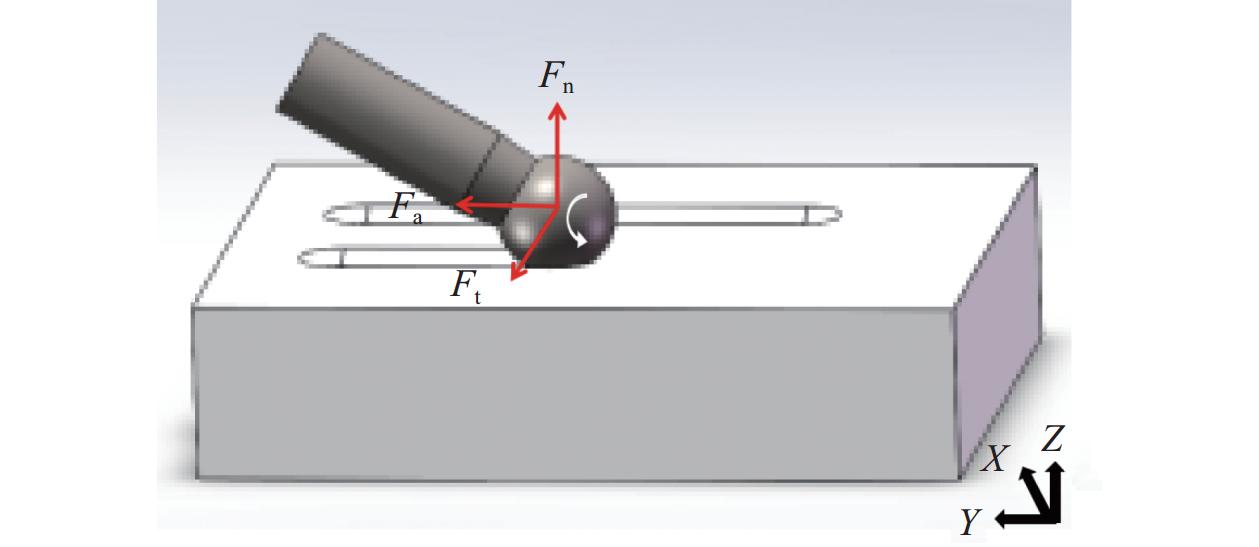
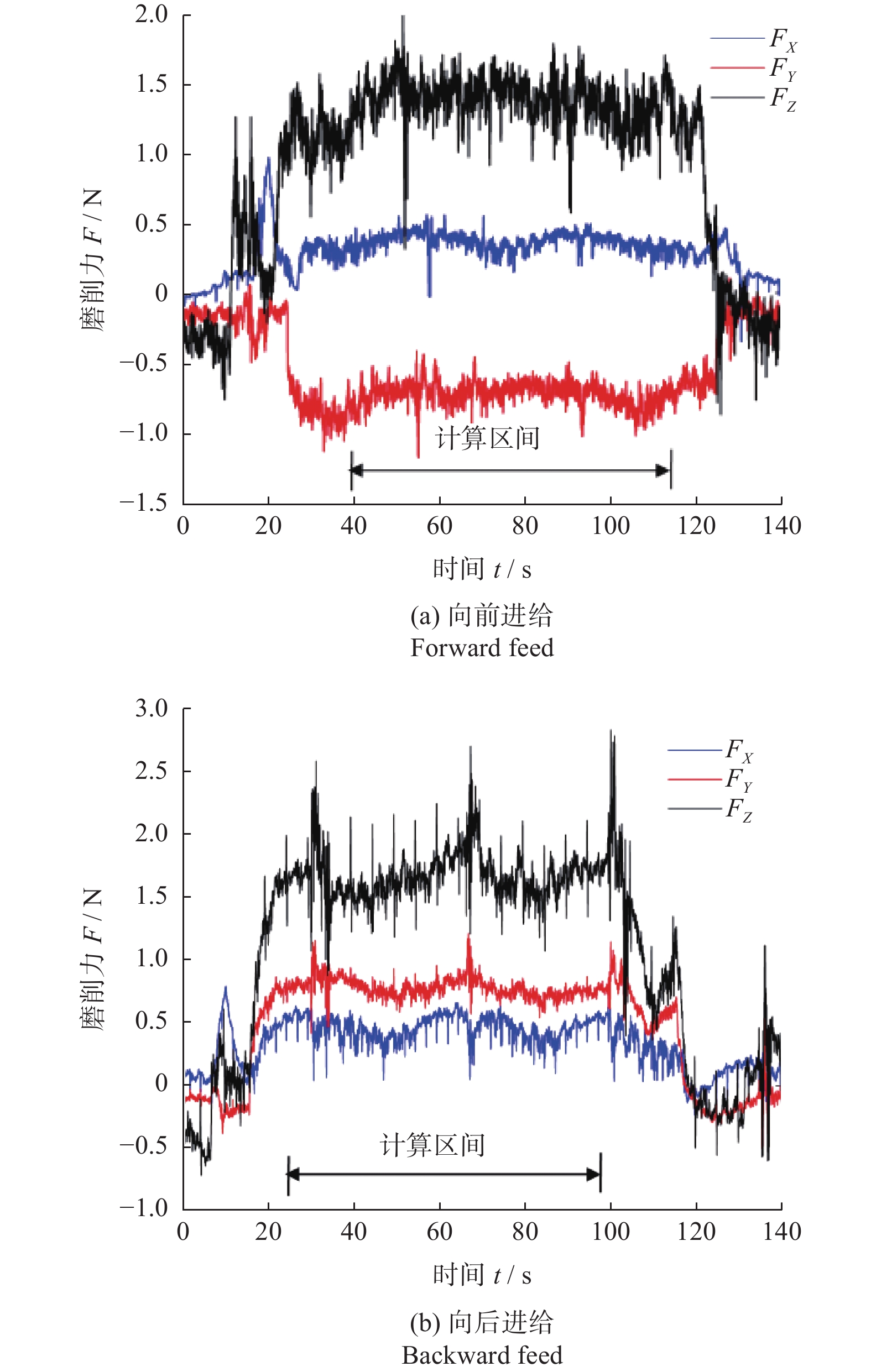
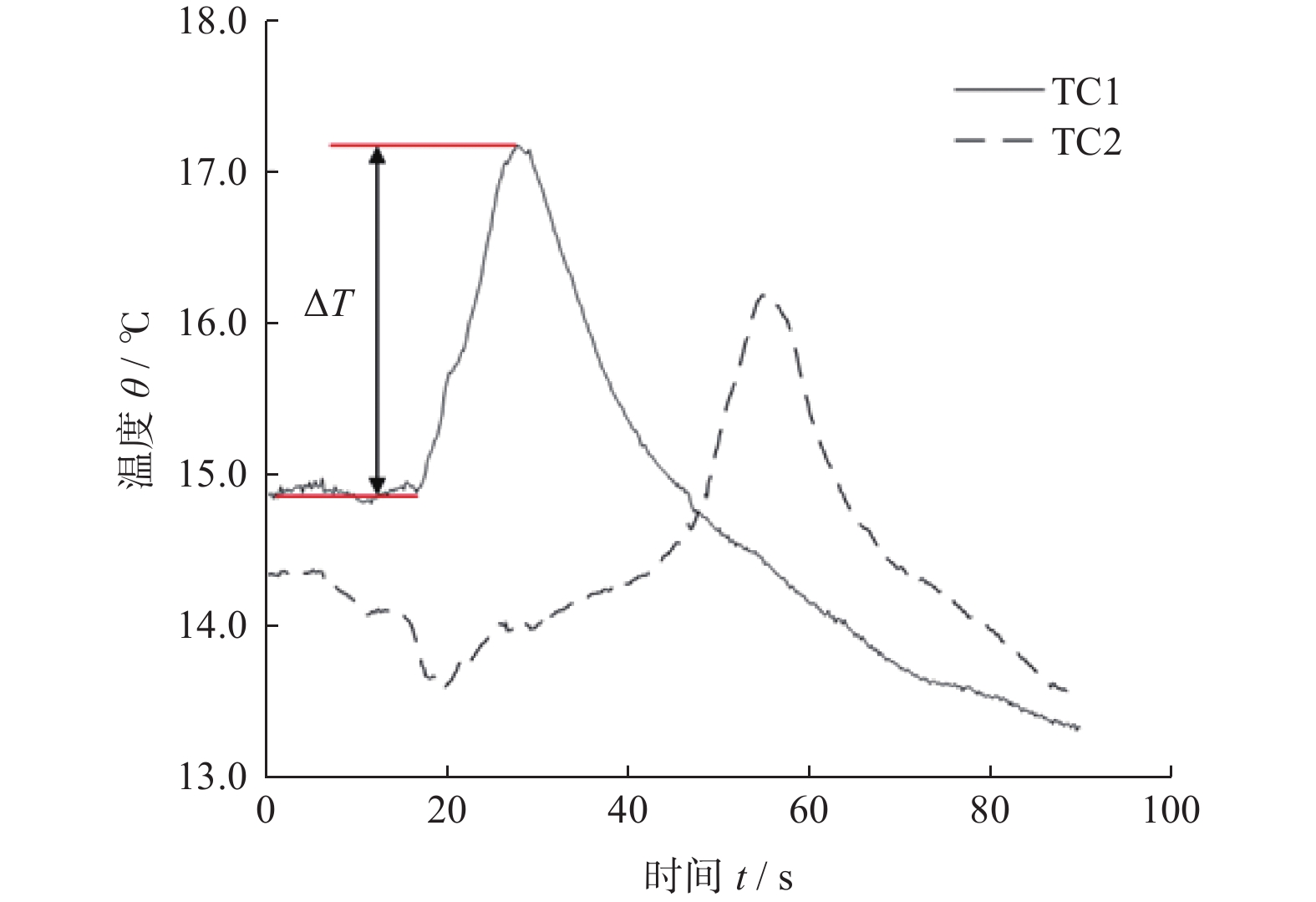
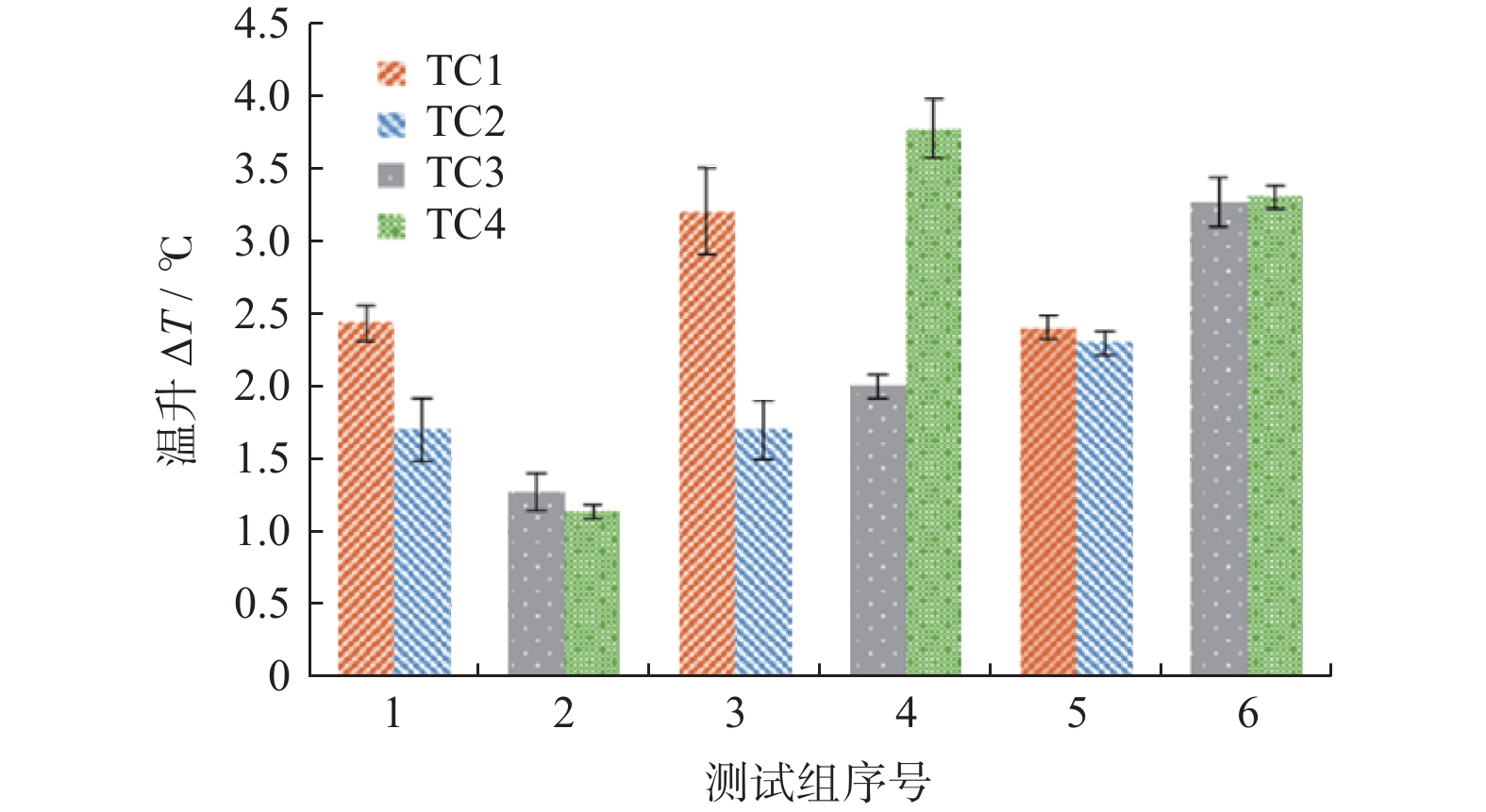
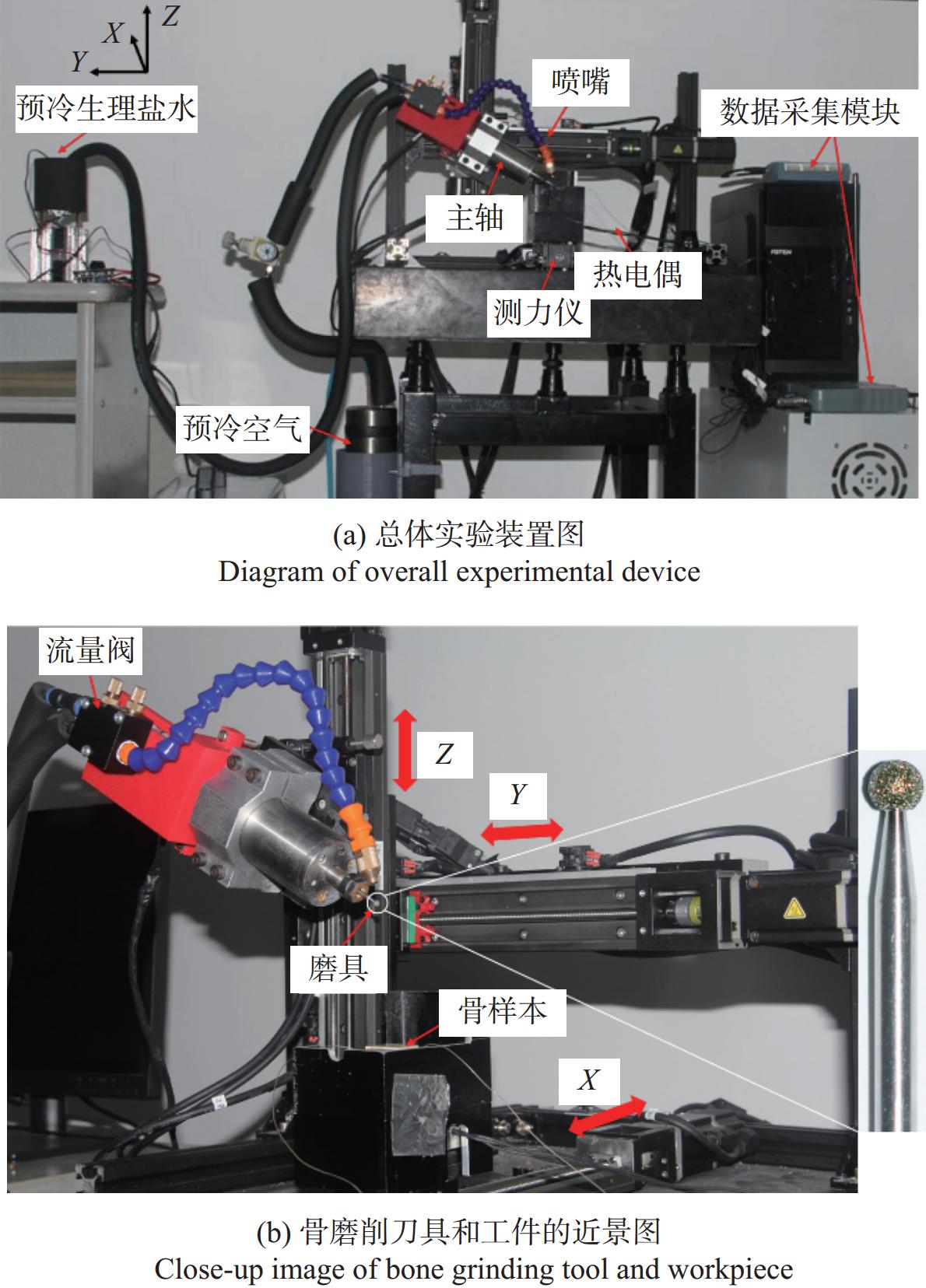
摘要: 为提高骨磨削手术的安全性,提出采用低温喷雾冷却对骨磨削过程进行热控制。搭建可三维运动的骨磨削实验平台,采用直径为4 mm的医用金刚石球状磨头以20 000 r/min高转速在骨表面磨削加工。 磨具前、后进给方式下磨削力值相近,当磨削深度为0.5 mm时磨削平均功率约为1.75 W。为降低磨削热引起的热损伤影响,将低温生理盐水喷雾(13 ℃,400 mL/h)输送到磨削区,并考察喷雾射流方向和磨头进给方向对磨削温度的共同影响。研究结果表明:低温喷雾冷却能使骨磨削温升低于4.0 ℃,低于神经组织热损伤温升阈值6.0 ℃,但喷雾的射流方向对温度场有较大的影响。当喷嘴位于磨具上方时,有利于向后进给;位于磨具前方时,有利于向前进给;位于磨具侧面时,对进给方向的影响较小。Abstract: Objectives: Bone tissue grinding is one of the common and basic applications in orthopedic surgery clinics. The grinding process is energy-intensive and generates a lot of grinding heat. The accumulation of this heat may cause thermal damage to biological tissues. This paper presents experimental research to investigate the bone-grinding heat and the cooling method. Methods: The combined influence of nozzle position and feed direction on the cooling effect of bone grinding under cryogenic spray cooling conditions is experimentally investigated. A bone grinding platform with three-dimensional motion, as well as a cryogenic spray generation device, is designed and constructed. A spherical diamond grinding head with a diameter of 4 mm and a grit size of #150 is utilized. Fresh bovine cortical bone is used as the processing sample. The temperature at the nozzle outlet is 13 ℃, and the flow rate valve regulates the coolant flow rate to 400 mL/h. A three-dimensional force transducer (DJSW-40, China) is connected to a data acquisition system, which captures the forces applied to the bone sample along the X, Y, and Z directions at a frequency of 100 Hz. Simultaneously, a 0.1 mm diameter type K thermocouple (Omega Inc., TT-K-36) is embedded inside the bone sample to measure the grinding temperature in real-time. Three different nozzle arrangements were designed: above, in front of, and to the side of the abrasive tool, with the nozzles 10 mm away from the spray surface. Six sets of experiments (3×2) were designed using three nozzle orientations and two feeding directions. Each set of experiments was repeated three times to study the cooling effect of the spray under the combined influence of nozzle orientation and feed direction. Results: (1) During bone grinding, the abrasive tool is subjected to three orthogonal directional forces, namely FX (the tangential grinding force used for removing material), FY (the axial grinding force, representing the resistance of the abrasive tool during its feed), and FZ (the normal grinding force, which serves as the support force of the workpiece on the abrasive tool). For forward feed, the average values of the individual forces are: FX = 0.37 N, FY = -0.72 N, FZ = 1.38 N. For backward feed, FX = 0.46 N, FY = 0.78 N, FZ = 1.67 N. Since the grinding tool remains in the same rotational direction, the tangential force FX is consistently positive. For forward/backward feed, the axial force FY is in the -Y and +Y directions respectively, thus the sign of the FY value changes. When feeding forward/backward, the tangential force (FX) is 0.37 N and 0.46 N, respectively, which are relatively similar to each other, in accordance with the grinding theory. The power consumed for grinding is approximately 1.6 W and 1.9 W for forward and backward feed, respectively. (2) The nerve tissue is more heat-sensitive than bone tissue. Taking the human body's 37 ℃ as the base temperature, the threshold for the occurrence of thermal injury is 43 ℃, so the temperature rise threshold for thermal injury of nerve tissue is 6 ℃. In our experiment, the maximum temperature rise of bone under low-temperature spray cooling was lower than 4 ℃, indicating that the cooling method is effective. The effect of the nozzle arrangement was investigated under a fixed forward or backward feeding direction. When the abrasive tool is fed forward, the cooling of the thermocouple under the front nozzle is obvious. This is because, in addition to the contact arc area between the abrasive tool and the bone sample, a portion of the coolant from the front nozzle is sprayed onto the bone sample surface, resulting in a pre-cooling effect within the bone. When the abrasive tool is fed backward, the grinding temperature is lowest when the nozzle is placed above. For the different nozzle orientations, the side nozzles are in a perpendicular plane to the feed direction (Y-direction) of the grinding tool, so the feed direction has the least influence on the grinding temperature. The upper and front nozzles are in the same plane as the feed direction of the abrasive tool, so the influence of the feed direction is more significant. Conclusions: (1) The average tangential grinding force is 0.42 N, axial grinding force is 0.75 N, normal grinding force is 1.53 N, and the average power consumed by grinding is approximately 1.75 W when bone grinding is performed at a depth of 0.5 mm using a spherical diamond abrasive tool with a diameter of 4 mm. (2) Under the cooling effect of the cryogenic spray, the maximum temperature rise of grinding is less than 4 ℃, which can effectively prevent the occurrence of thermal damage in biological tissues. The temperatures of the two thermocouples in the same set of experiments were more consistent when the nozzle was placed above or side, while there was a significant difference in the temperatures of the two thermocouples when the nozzle was placed in front. This indicates that the cooling effect is more uniform when the nozzle is placed above and to the side. (3) The coupling of the nozzle arrangement and the feeding mode has a greater impact on the grinding temperature. When the nozzle is placed on top, it is favorable to backward feeding; when the nozzle is placed in front, it is conducive to forward feeding; and when the nozzle is placed on the side, there is no significant difference in the temperature between forward and backward feeding.
-
Key words:
- bone grinding /
- spray cooling /
- injection direction /
- grinding temperature /
- grinding force
-
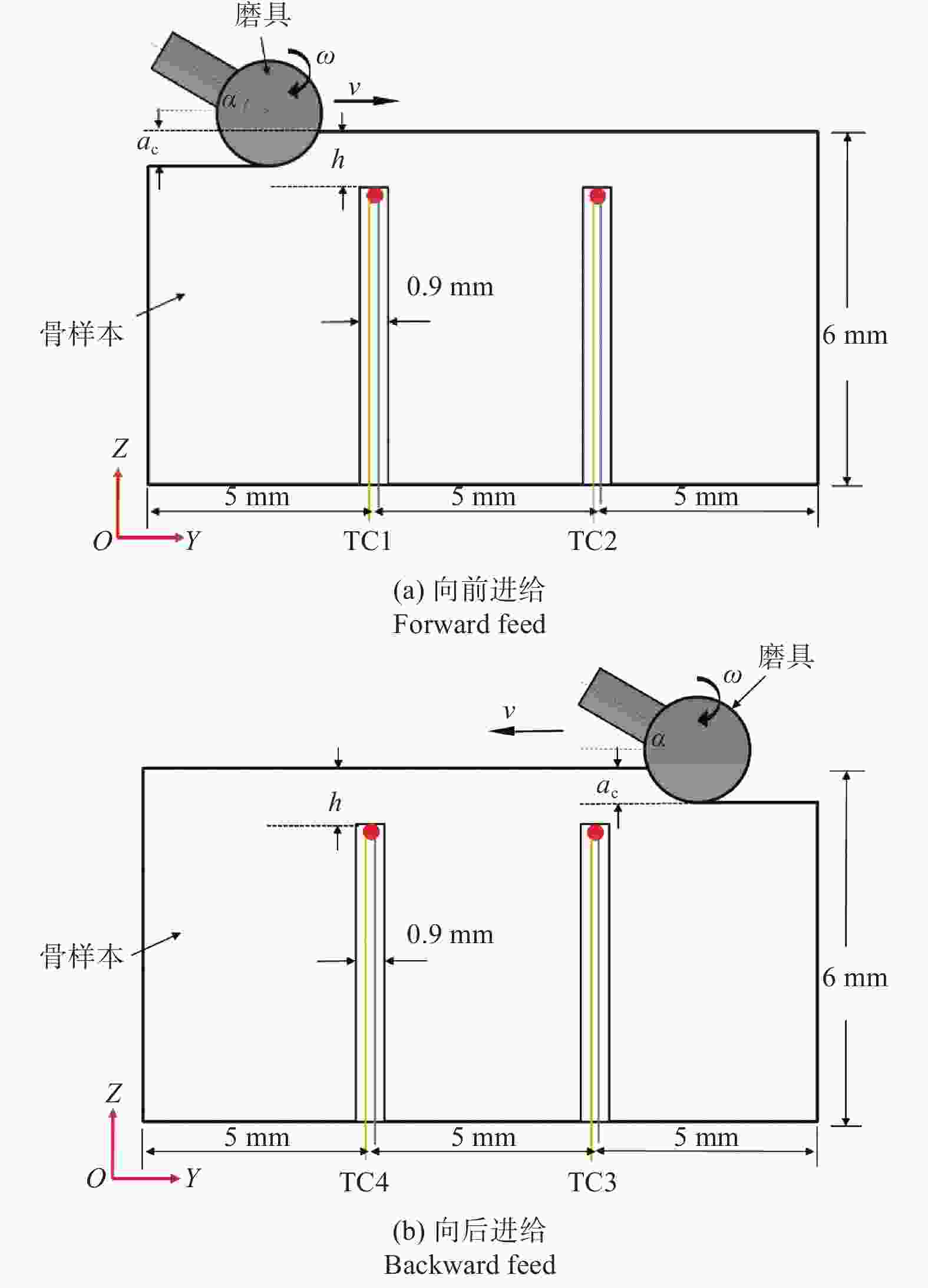
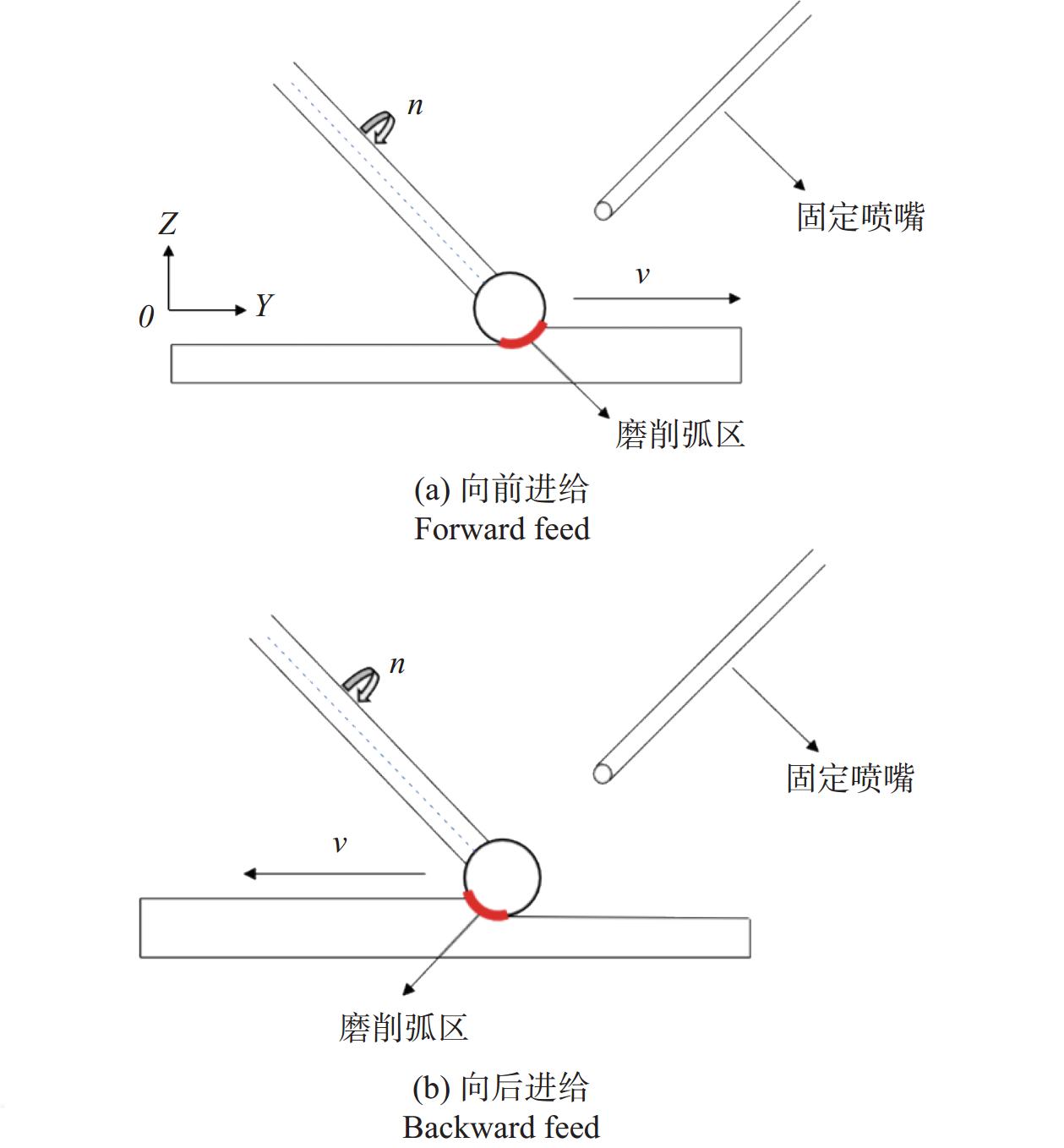
图 2 磨具进给方向与热电偶布置图
Figure 2. Feeding direction of grinding tool and thermocouple layout diagram
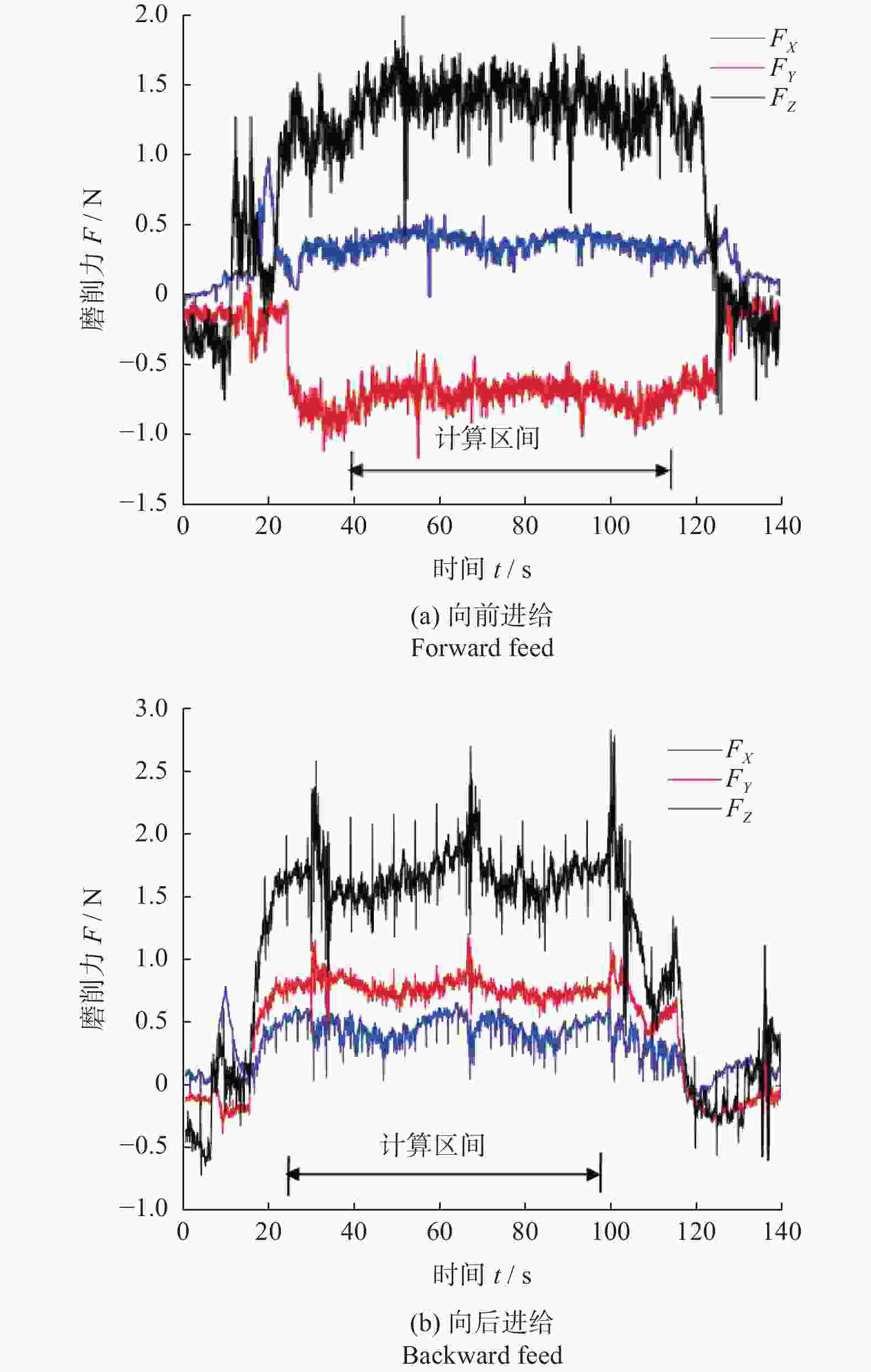
图 6 喷嘴置于前方时骨磨削过程的测力结果
Figure 6. Force measured result during bone grinding with nozzle in front
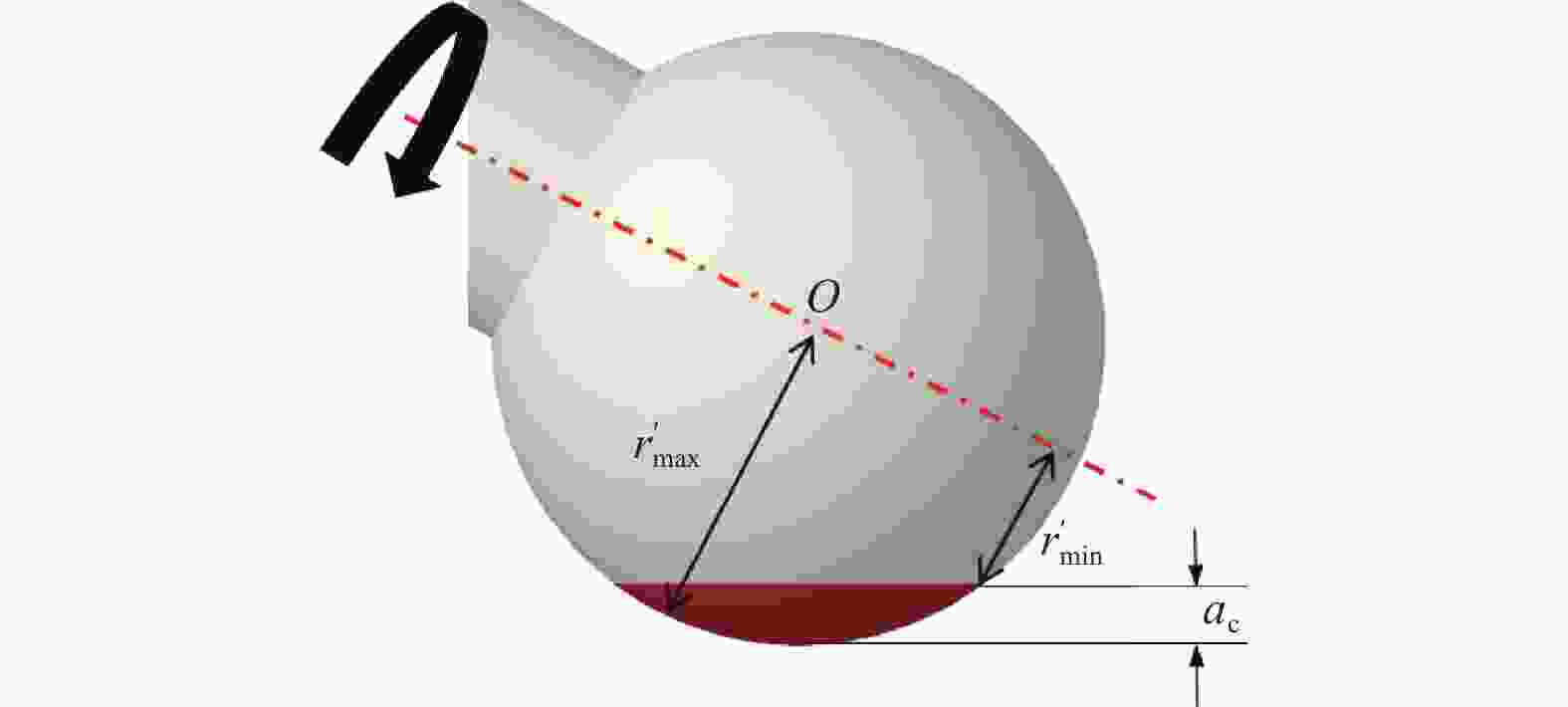
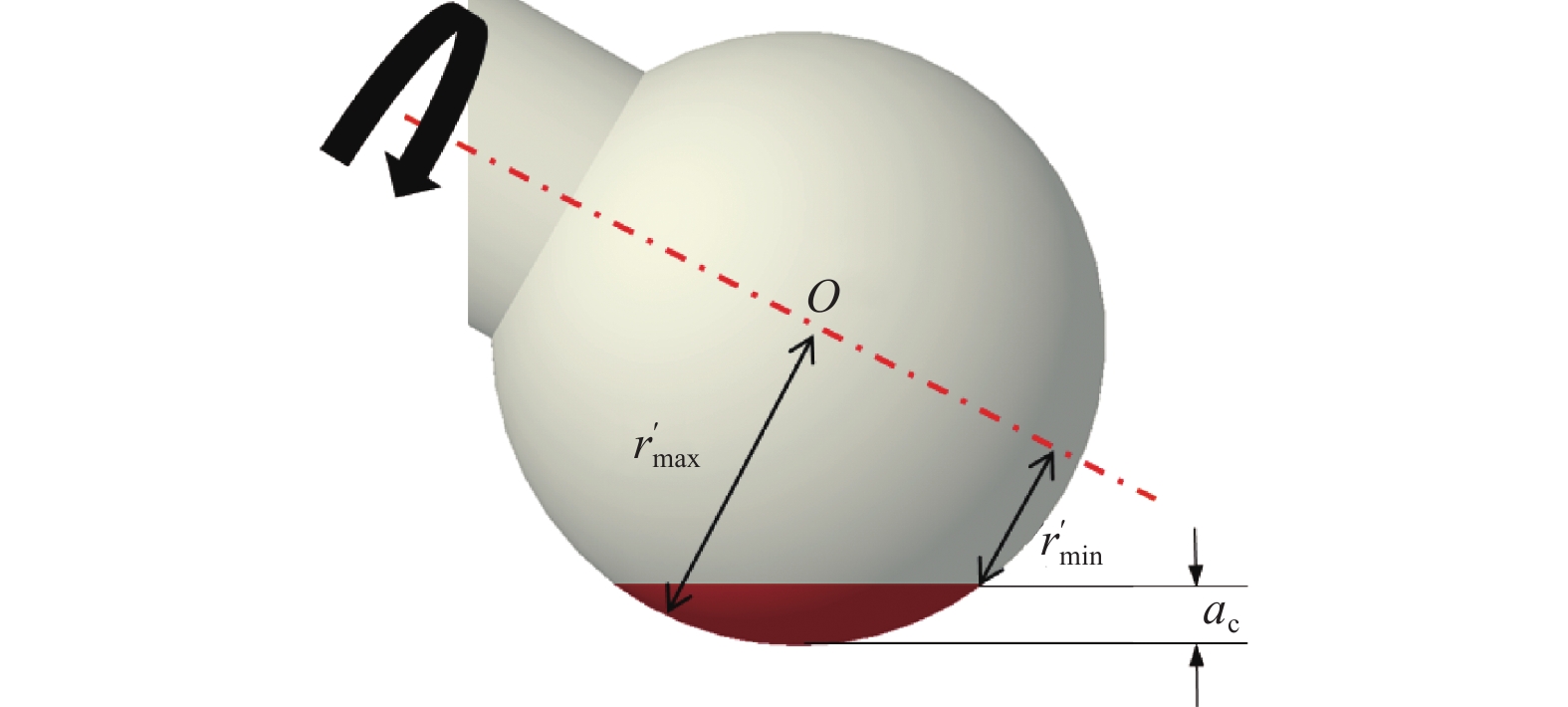
图 7 磨具—工件接触面上磨粒线速度分布示意图
Figure 7. Schematic view of tangential velocity of abrasive particles on contact surface between grinding tool and workpiece
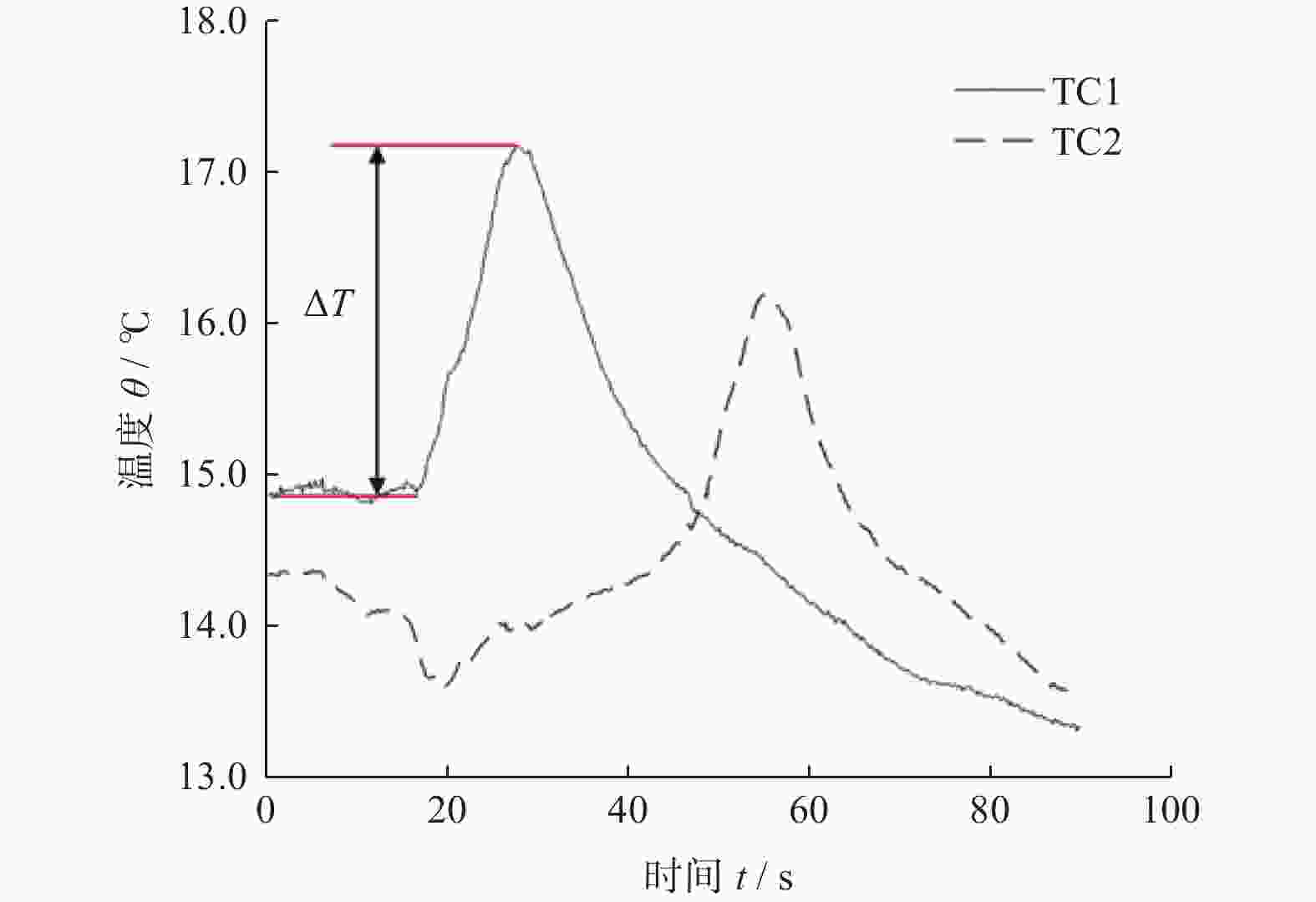
图 8 某一工况下的温度测量结果
Figure 8. Temperature measurement result under a certain operating condition
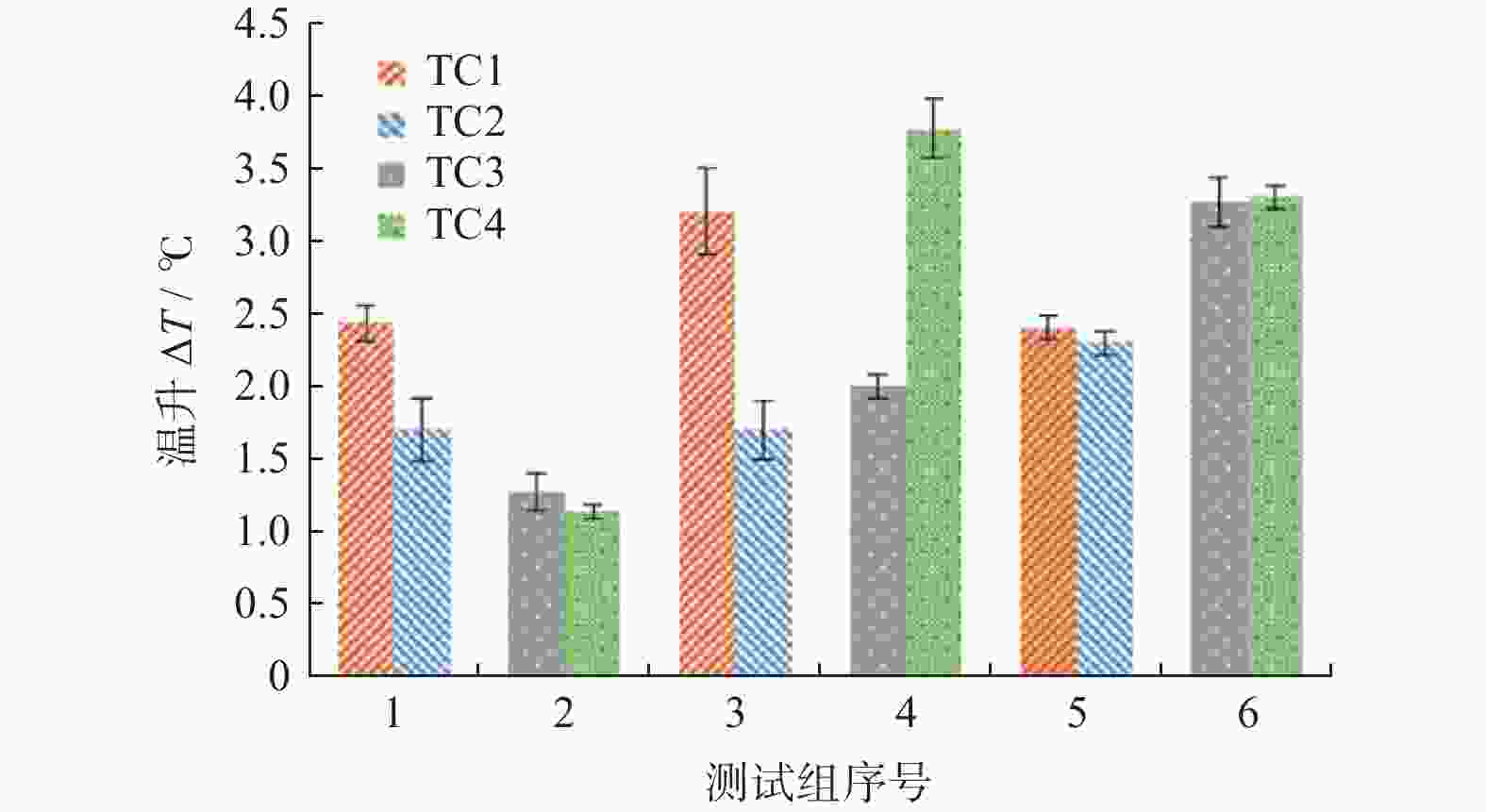
图 9 不同工况下(#1 ~ #6实验)温升值对比
Figure 9. Comparison of temperature rise under different working conditions (experiment #1-#6)
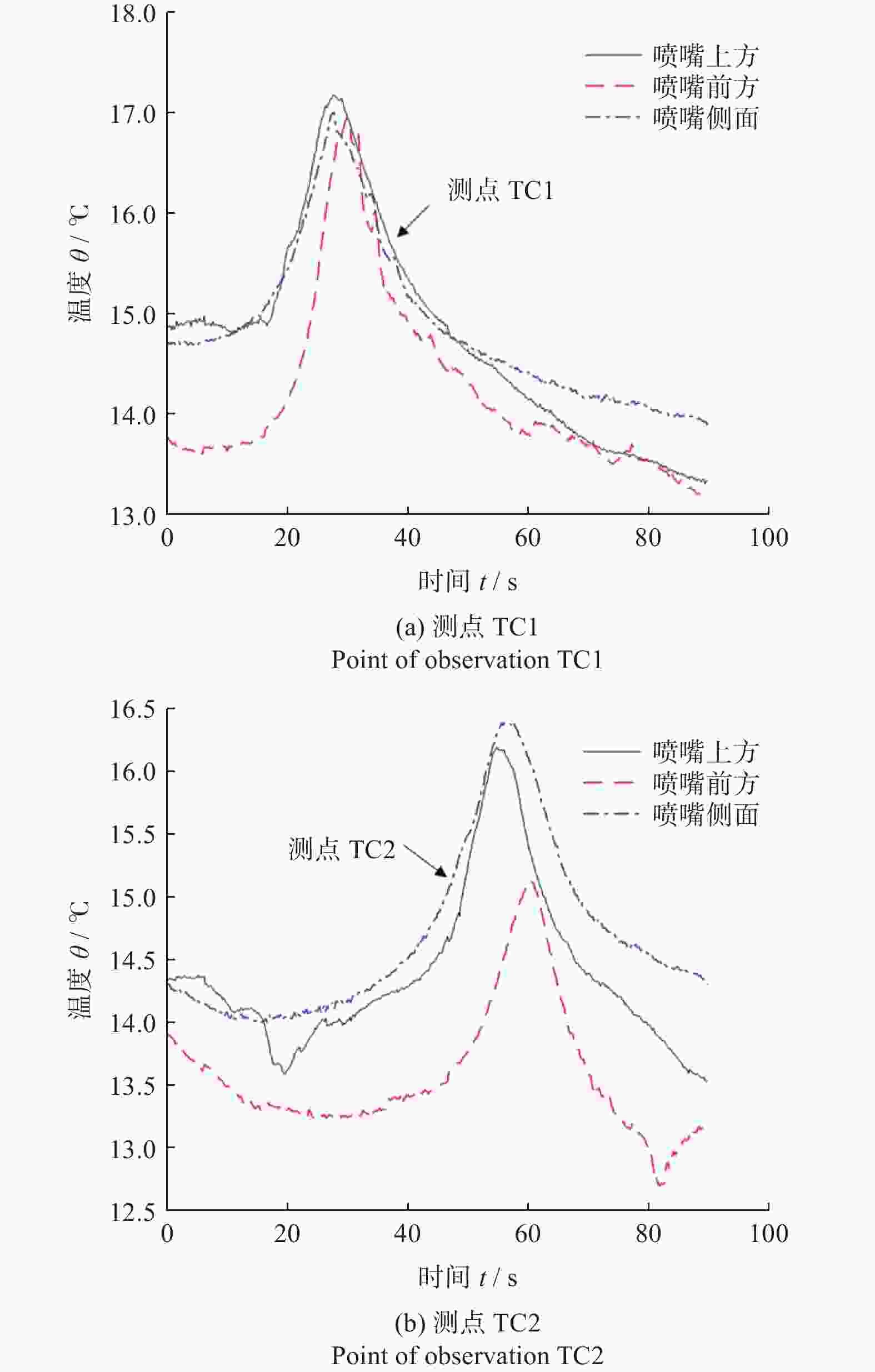
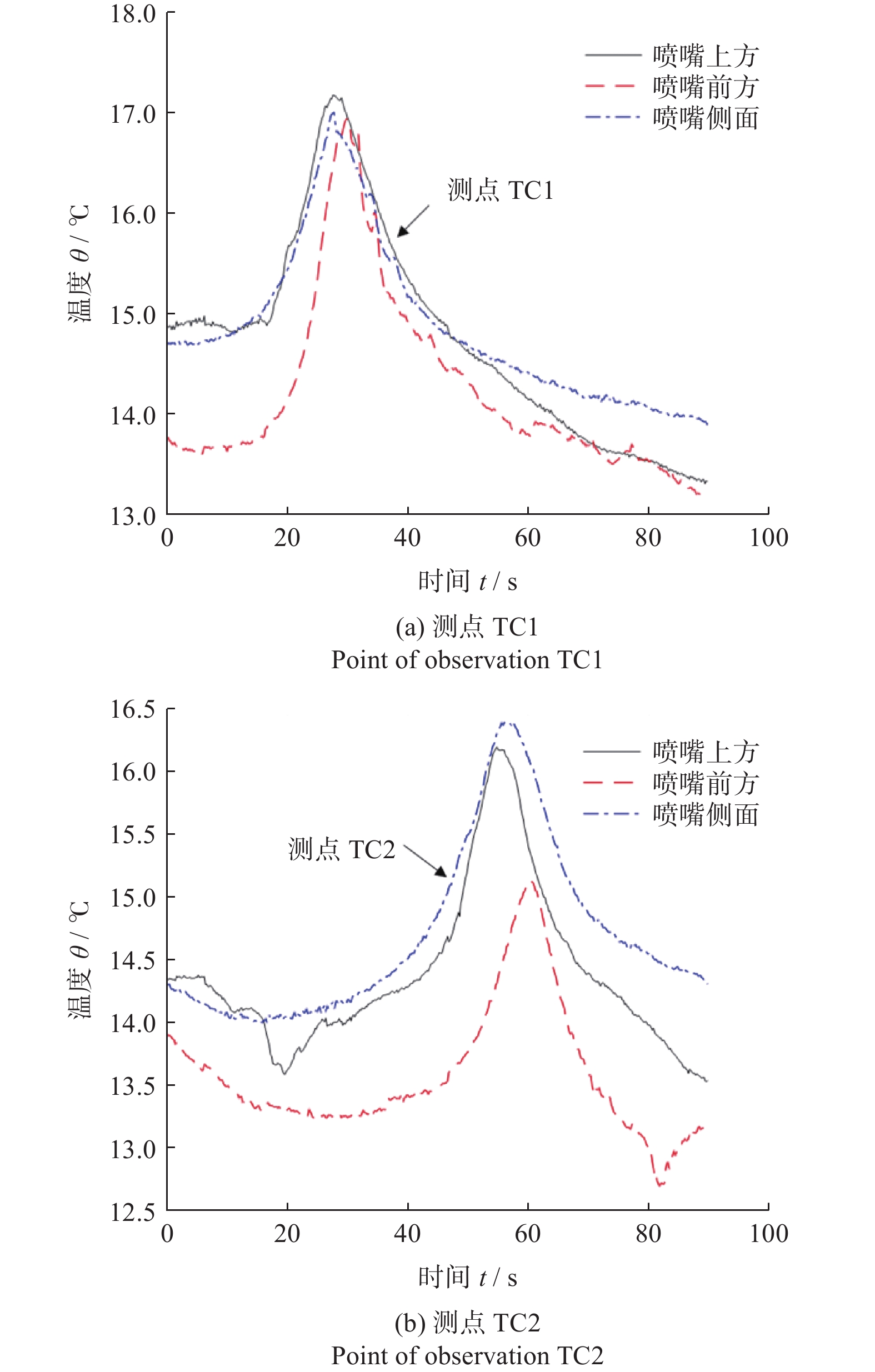
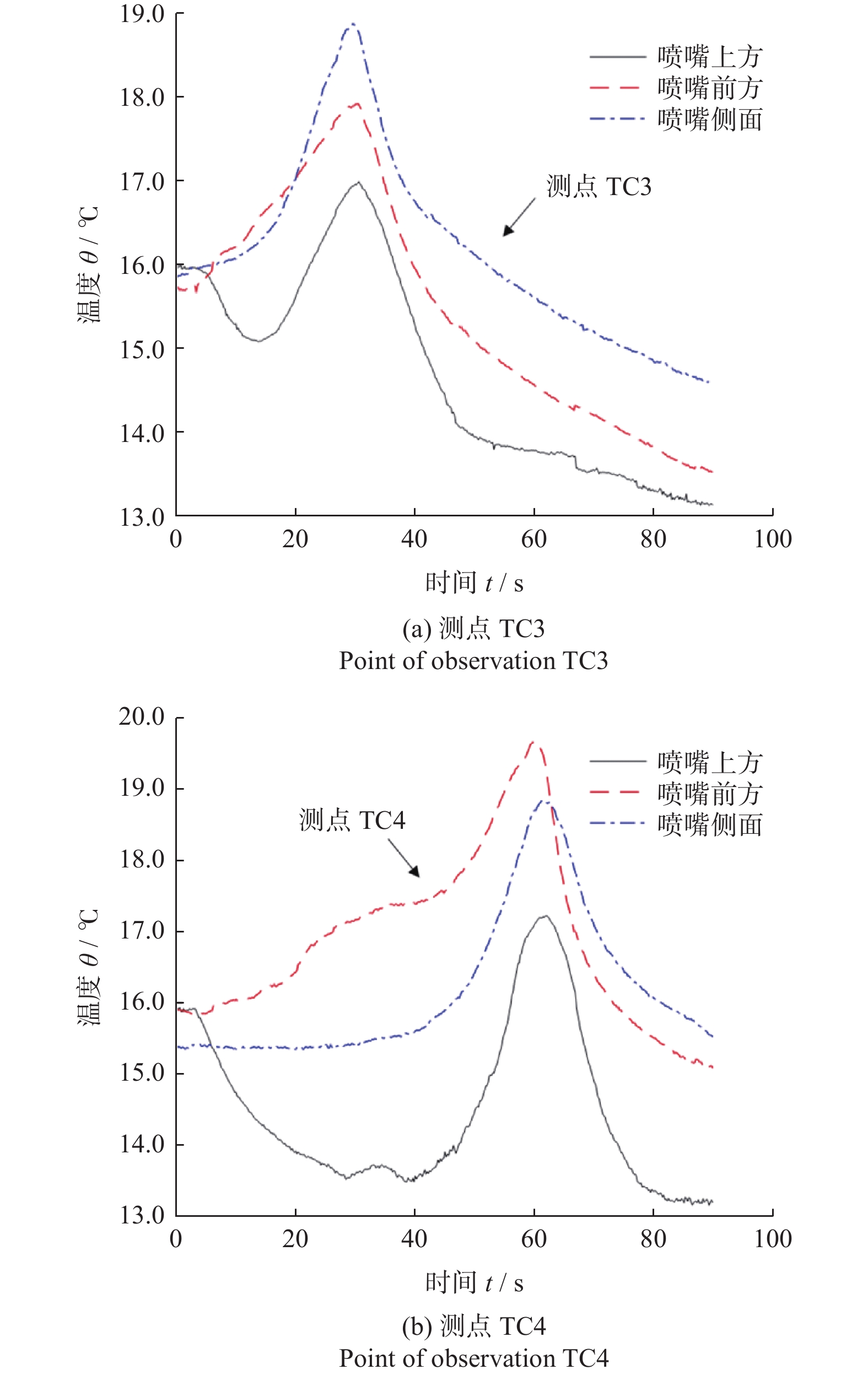
图 10 向前进给时喷嘴布置方式对温度的影响
Figure 10. Effect of nozzle arrangement on temperature with forward feeding direction
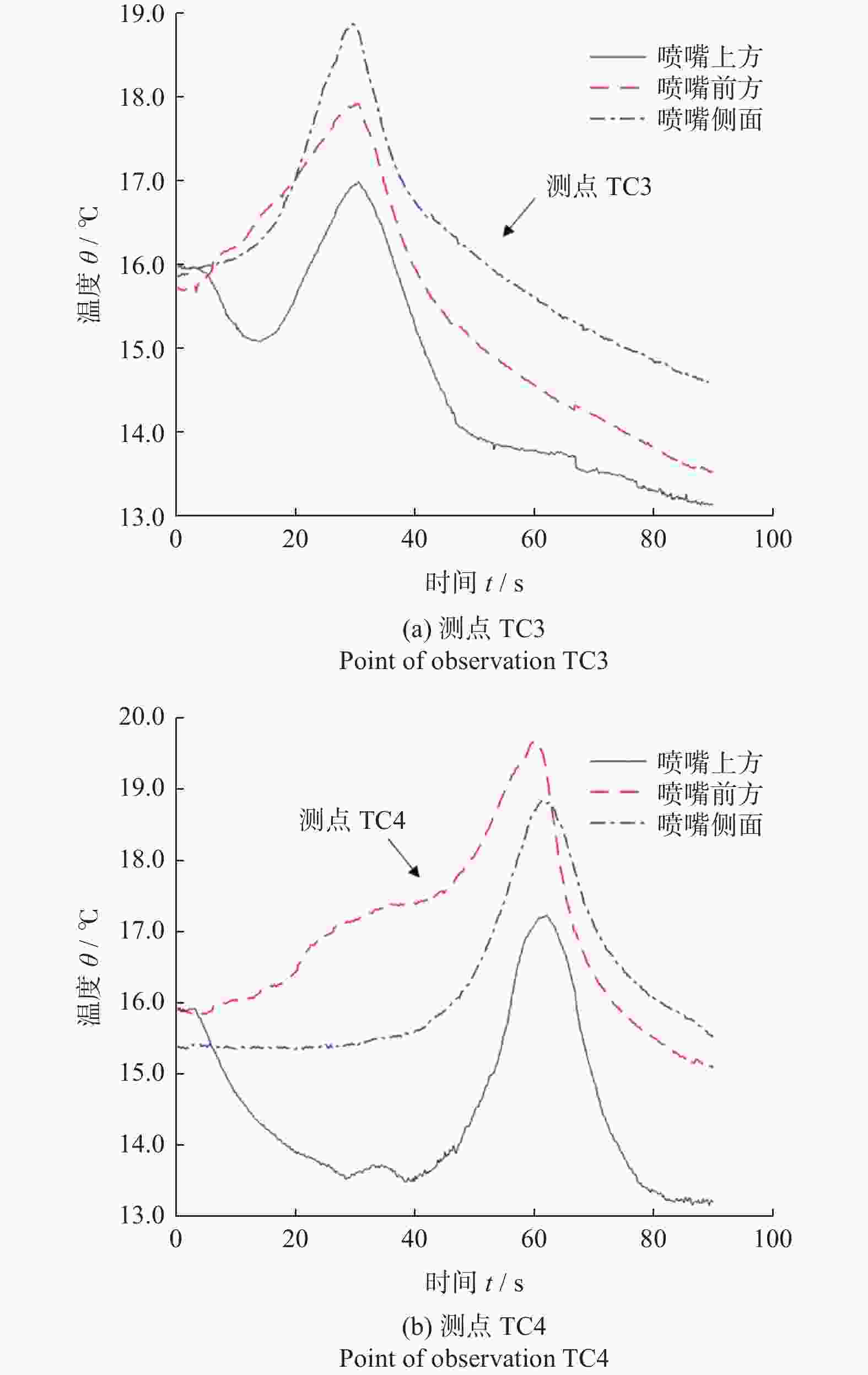
图 11 向后进给时喷嘴布置方式对温度的影响
Figure 11. Effect of nozzle arrangement on temperature with backward feeding direction
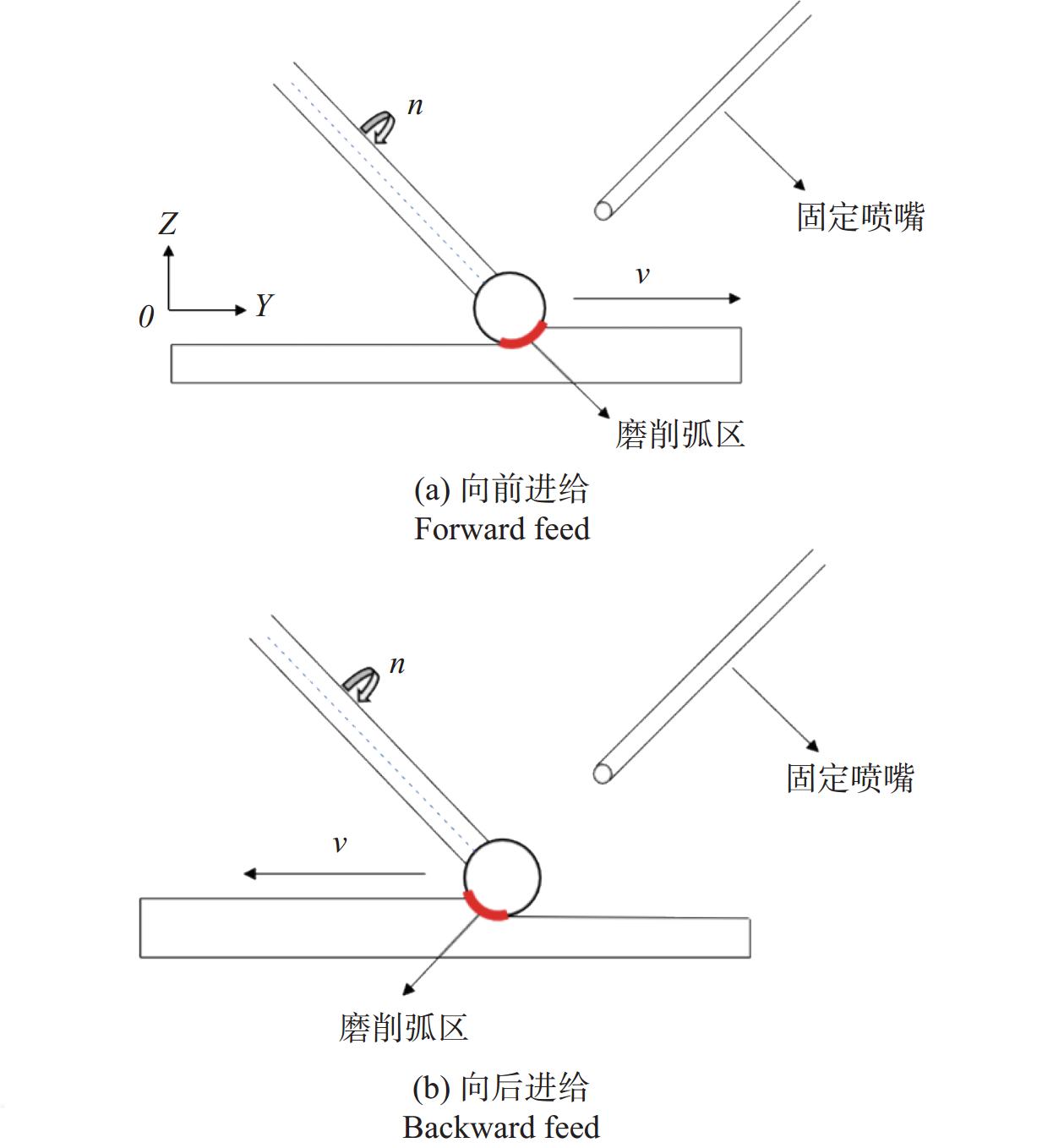
图 12 喷嘴(前方)与磨具进给方向的位置关系示意图
Figure 12. Schematic diagram of position relationship between nozzle ( in front) and tool feeding direction
表 1 实验设计方案
Table 1. Experimental design
编号 喷嘴位置 进给方向 其余加工参数 #1 上方 向前(+Y) 进给速度:10 mm/min
切削深度:0.5 mm
磨具转速:20 000 r/min
喷雾流量:400 mL/h
喷雾温度:13 ℃#2 上方 向后(−Y) #3 前方 向前(+Y) #4 前方 向后(−Y) #5 侧面 向前(+Y) #6 侧面 向后(−Y)  下载: 导出CSV
下载: 导出CSV
-
[1] 吴茂忠, 王成勇, 郑李娟, 等. 生物组织磨削加工研究 [J]. 金刚石与磨料磨具工程,2022,42(2):137-149. doi: 10.13394/j.cnki.jgszz.2021.0123WU Maozhong, WANG Chengyong, ZHENG Lijuan, et al. Research on grinding of biological tissue [J]. Diamond & Abrasives Engineering,2022,42(2):137-149. doi: 10.13394/j.cnki.jgszz.2021.0123 [2] 王成勇, 陈志桦, 陈华伟, 等. 生物骨材料切除理论研究综述 [J]. 机械工程学报,2021,57(11):2-32. doi: 10.3901/JME.2021.11.002WANG Chengyong, CHEN Zhihua, CHEN Huawei, et al. A review on cutting mechanism for bone material [J]. Journal of Mechanical Engineering,2021,57(11):2-32. doi: 10.3901/JME.2021.11.002 [3] 朱欢欢, 李厚佳, 张利华, 等. 切入式磨削烧伤仿真预测与控制方法研究 [J]. 金刚石与磨料磨具工程,2019,39(5):44-49. doi: 10.13394/j.cnki.jgszz.2019.5.0009ZHU Huanhuan, LI Houjia, ZHANG Lihua, et al. Study on simulation prediction and control method of burns in plunge grinding [J]. Diamond & Abrasives Engineering,2019,39(5):44-49. doi: 10.13394/j.cnki.jgszz.2019.5.0009 [4] ZHANG L H, TAI B L, ZHANG K B, et al. Thermal model to investigate the temperature in bone grinding for skull base neurosurgery [J]. Medical Engineering & Physics,2012,35(10):1391-1398. doi: 10.1016/j.medengphy.2013.03.023 [5] MURAT C, SERDAR K, ERKAN B, et al. Investigation of thermal damage in bone drilling: Hybrid processing method and pathological evaluation of existing methods [J]. Journal of the Mechanical Behavior of Biomedical Materials,2022,126:105030. doi: 10.1016/j.jmbbm.2021.105030 [6] YANG Y Y, YANG M, LI C H, et al. Machinability of ultrasonic vibration-assisted micro-grinding in biological bone using nanolubricant [J]. Frontiers of Mechanical Engineering,2023,18(1):1-16. doi: 10.1007/s11465-022-0717-z [7] LIU Y, BELMONT B, WANG Y W, et al. Notched K-wire for low thermal damage bone drilling [J]. Medical Engineering & Physics,2017,45:25-33. doi: 10.1016/j.medengphy.2017.04.001 [8] PALMISANO A C, TAI B L, BELMONT B, et al. Heat accumulation during sequential cortical bone drilling [J]. Journal of Orthopaedic Research,2016,34:463-470. doi: 10.1002/jor.23044 [9] PANDEY R K, PANDA S S. Drilling of bone: A comprehensive review [J]. Journal of Orthopaedic Trauma,2013,4(1):15-30 . doi: 10.1016/j.jcot.2013.01.002 [10] GHOLAMPOUR S, DROESSLER J, FRIM D. The role of operating variables in improving the performance of skull base grinding [J]. Neurosurgical Review,2022,45:2431-2440. doi: 10.1007/s10143-022-01736-0 [11] GHOLAMPOUR S, HASSANALIDEH HH, GHOLAMPOUR M, et al. Thermal and physical damage in skull base drilling using gas cooling modes: FEM simulation and experimental evaluation [J]. Computer Methods and Programs in Biomedicine,2021(212): 106463. doi: 10.1016/j.cmpb.2021.106463 [12] YANG M, LI C H, ZHANG Y B, et al. Research on microscale skull grinding temperature field under different cooling conditions [J]. Applied Thermal Engineering,2017,126:525-537. doi: 10.1016/j.applthermaleng.2017.07.183 [13] YANG M, LI C H, ZHANG Y B, et al. Experimental research on microscale grinding temperature under different nanoparticle jet minimum quantity cooling [J]. Materials and Manufacturing Process,2017,32(6):589-597. doi: 10.1080/10426914.2016.1176198 [14] YANG M, LI C H, LUO L, et al. Predictive model of convective heat transfer coefficient in bone micro-grinding using nanofluid aerosol cooling [J]. International Communications in Heat and Mass Transfer,2021,125:105317. doi: 10.1016/j.icheatmasstransfer.2021.105317 [15] 孙建, 钱炜, 丁子珊. 基于FLUENT的微量润滑磨削流场仿真研究 [J]. 机电工程,2021,38(7):865-872. doi: 10.3969/j.issn.1001-4551.2021.07.009SUN Jian, QIAN Wei, DING Zishan. Minimal quantities lubricant grinding based on FLUENT flow field simulation [J]. Journal of Mechanical & Electrical Engineering,2021,38(7):865-872. doi: 10.3969/j.issn.1001-4551.2021.07.009 [16] ENOMOTO T, SHIGETA H, SUGIHARA T, et al. A new surgical grinding wheel for suppressing grinding heat generation in bone resection [J]. CIRP Annals-ManufacturingTechnology,2014,63(1):305-308. doi: 10.1016/j.cirp.2014.03.026 [17] SASAKI M, MORRIS S, GOTO T, et al. Spray-irrigation system attached to high-speed drills for simultaneous prevention of local heating and preservation of a clear operative field in spinal surgery [J]. Neurologia Medico-chirurgica,2010,50(10):900-904. doi: 10.2176/nmc.50.900 [18] LI C H, ZHAO H Y, MA H L, et al. Simulation study on effect of cutting parameters and cooling mode on bone-drilling temperature field of superhard drill [J]. International Journal of Advanced Manufacturing Technology,2015,81(9/10/11/12):2027-2038. doi: 10.1007/s00170-015-7259-z [19] TAKENAKA S, HOSONO N, MUKAI Y, et al. The use of cooled saline during bone drilling to reduce the incidence of upper-limb palsy after cervical laminoplasty: Clinical article [J]. Journal of Neurosurgery-spine,2013,19(4):420-427. doi: 10.3171/2013.7.SPINE13144 [20] ZHANG L H, TAI B L, WANG A C, et al . Mist cooling in neurosurgical bone grinding [J]. CIRP Annals- Manufacturing Technology,2013,62(1):367-370. doi: 10.1016/j.cirp.2013.03.125 [21] DANDA A, KUTTOLAMADOM M A, TAI B L. A mechanistic force model for simulating haptics of hand-held bone burring operations [J]. Medical Engineering and Physics,2017,49: 7-13. doi: 10.1016/j.medengphy.2017.06.041 [22] SHIH A J, TAI B L, ZHANG L H, et al. Prediction of bone grinding temperature in skull base neurosurgery [J]. CIRP Annals- Manufacturing Technology,2012,61(1):307-310. doi: 10.1016/j.cirp.2012.03.078 -

 下载:
下载:

 点击查看大图
点击查看大图
计量
- 文章访问数: 909
- HTML全文浏览量: 455
- PDF下载量: 21
- 被引次数: 0
 邮件订阅
邮件订阅 RSS
RSS
