

Optimization of dry compression molding process parameters for magnetic abrasive grains based on discrete element method
-
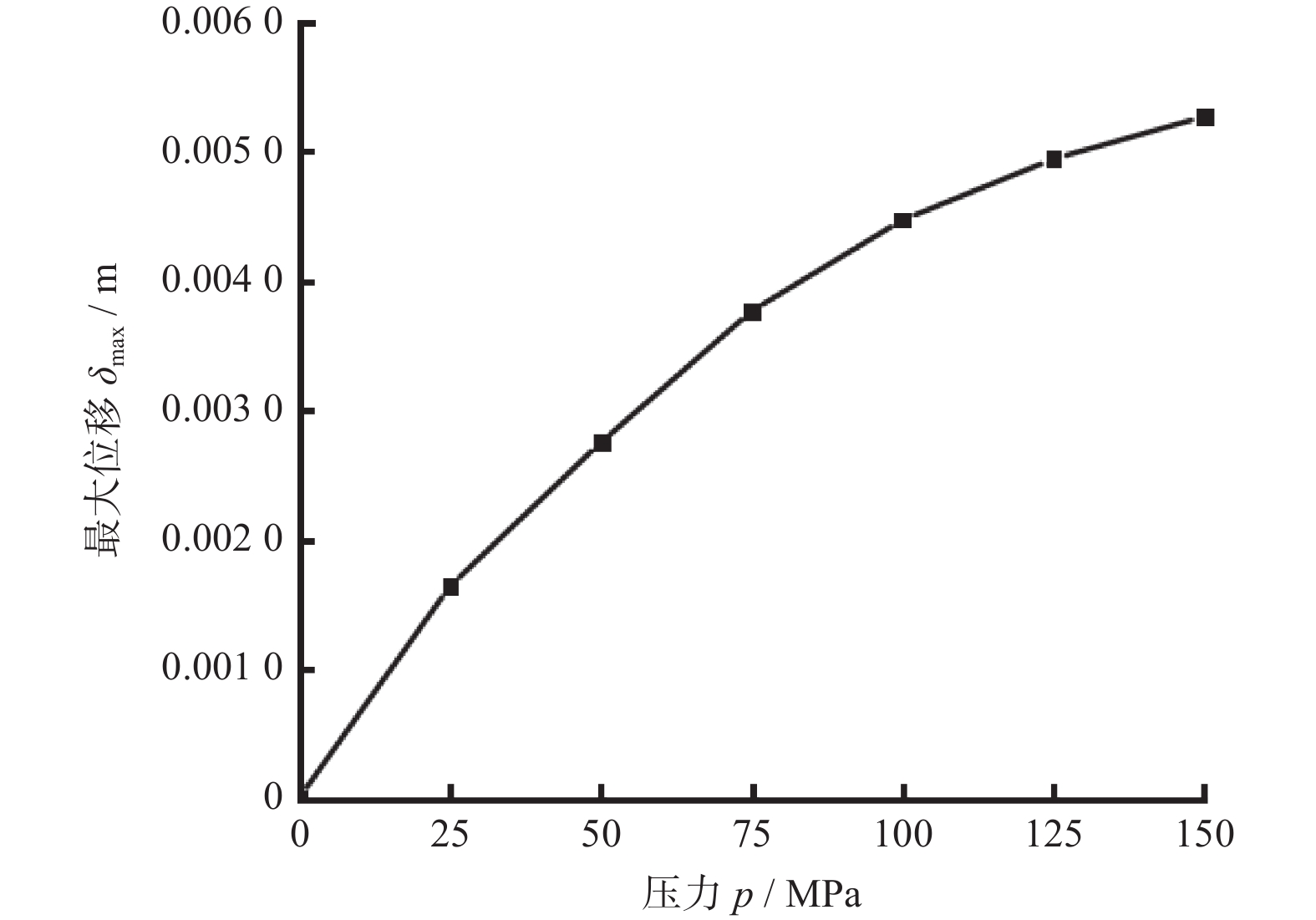
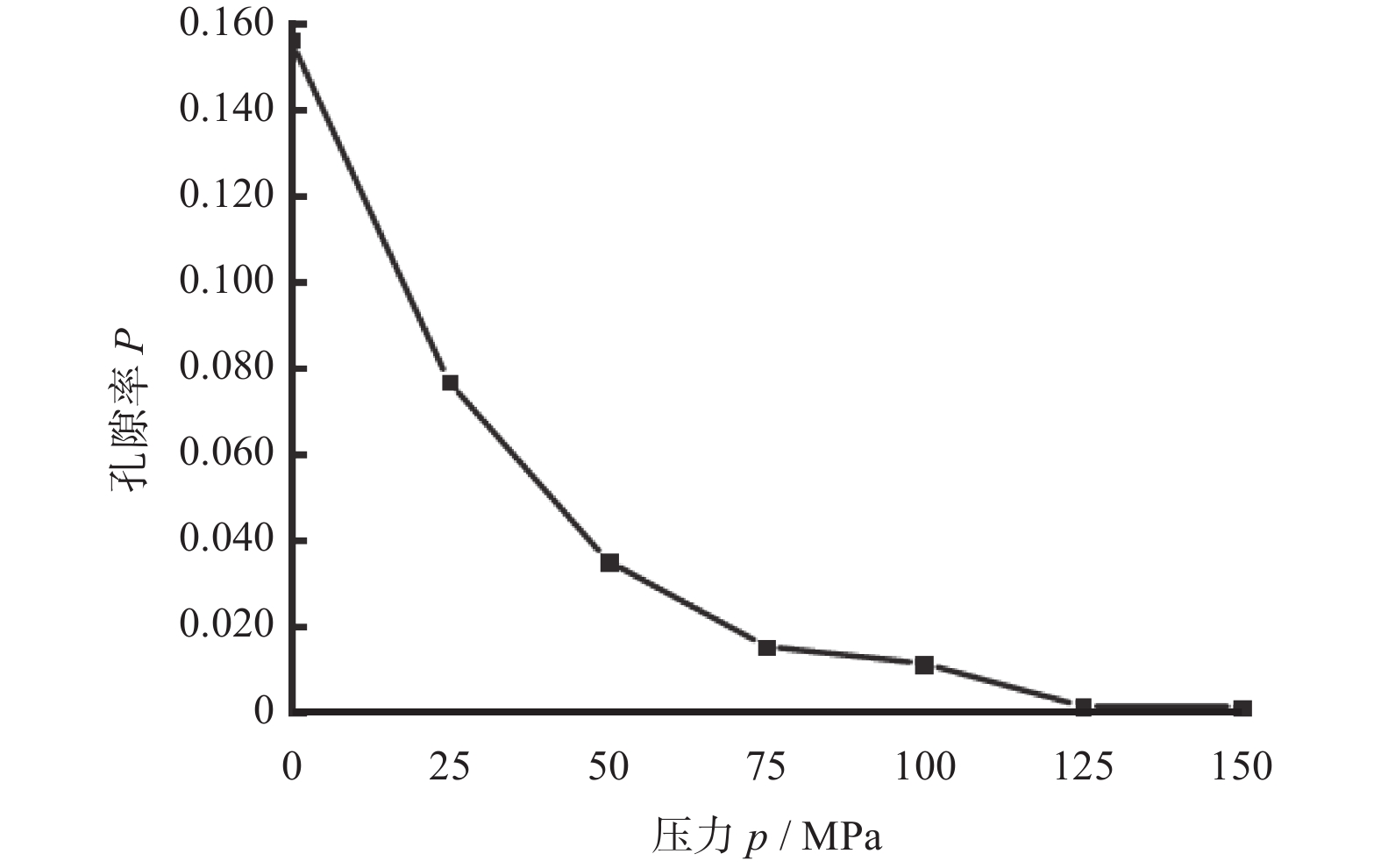
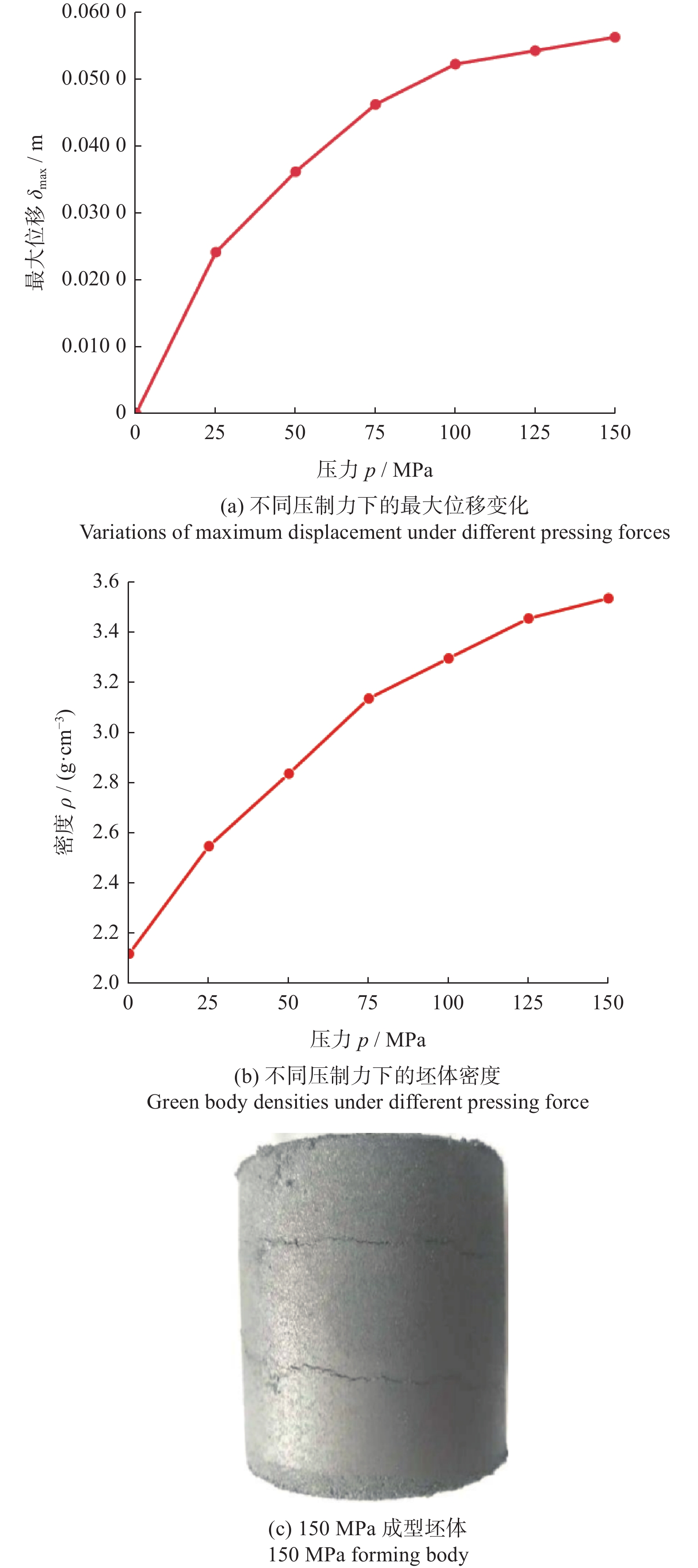
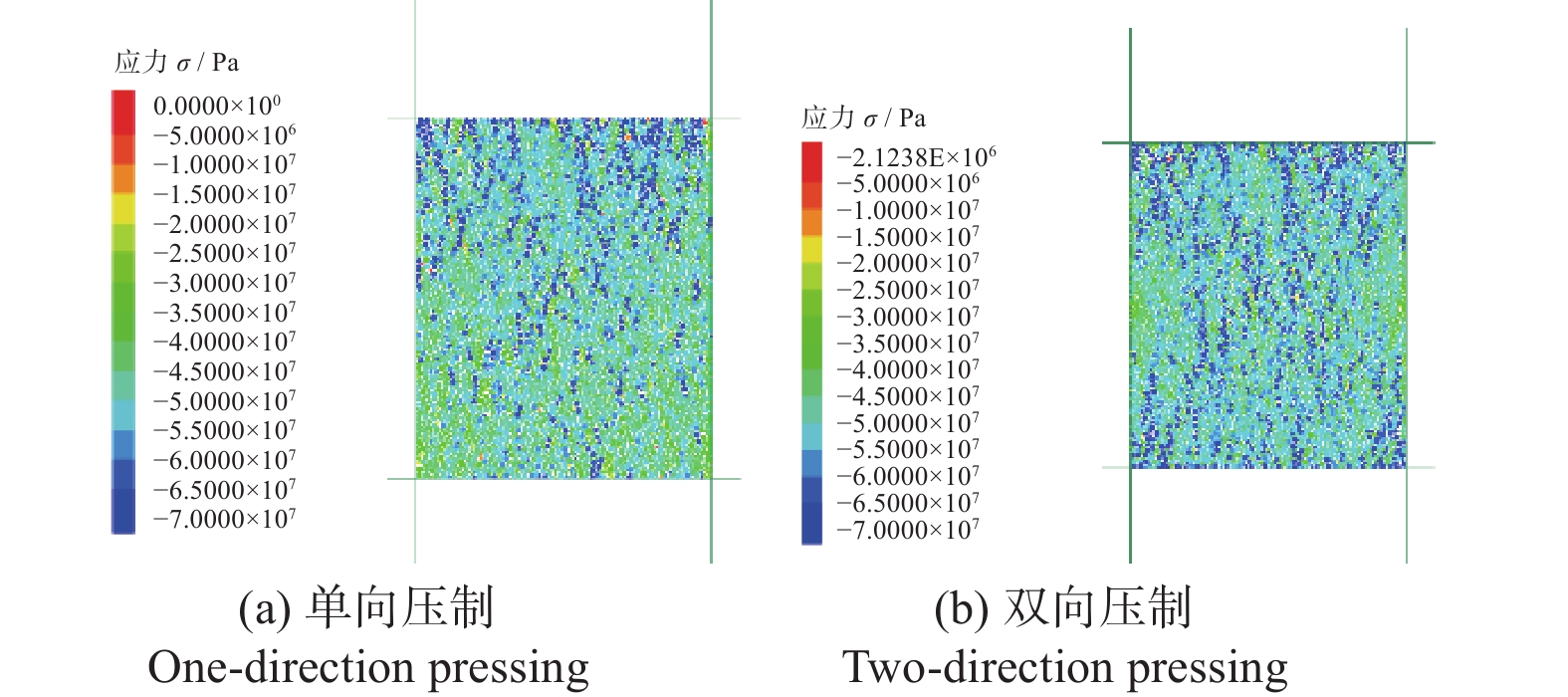
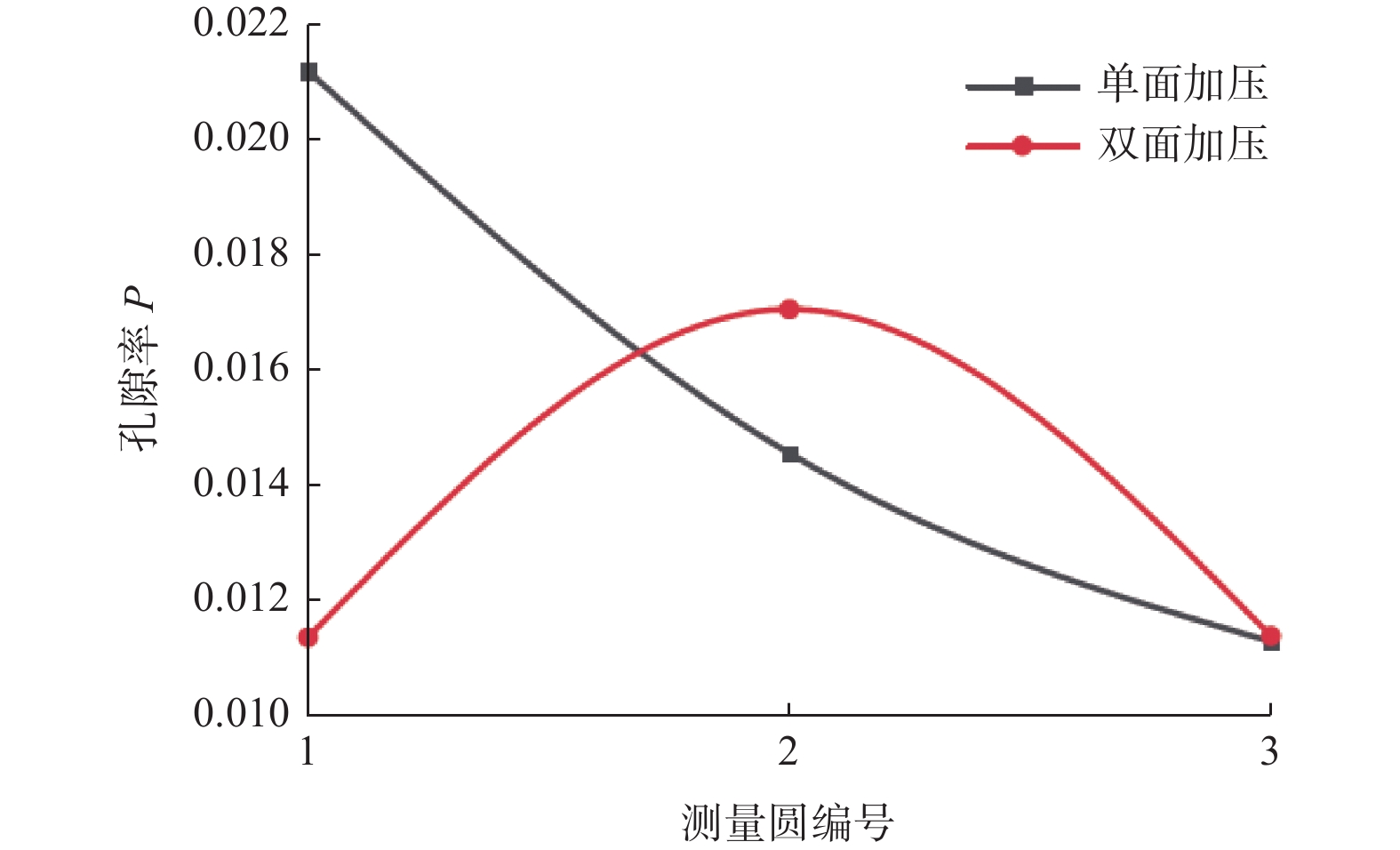
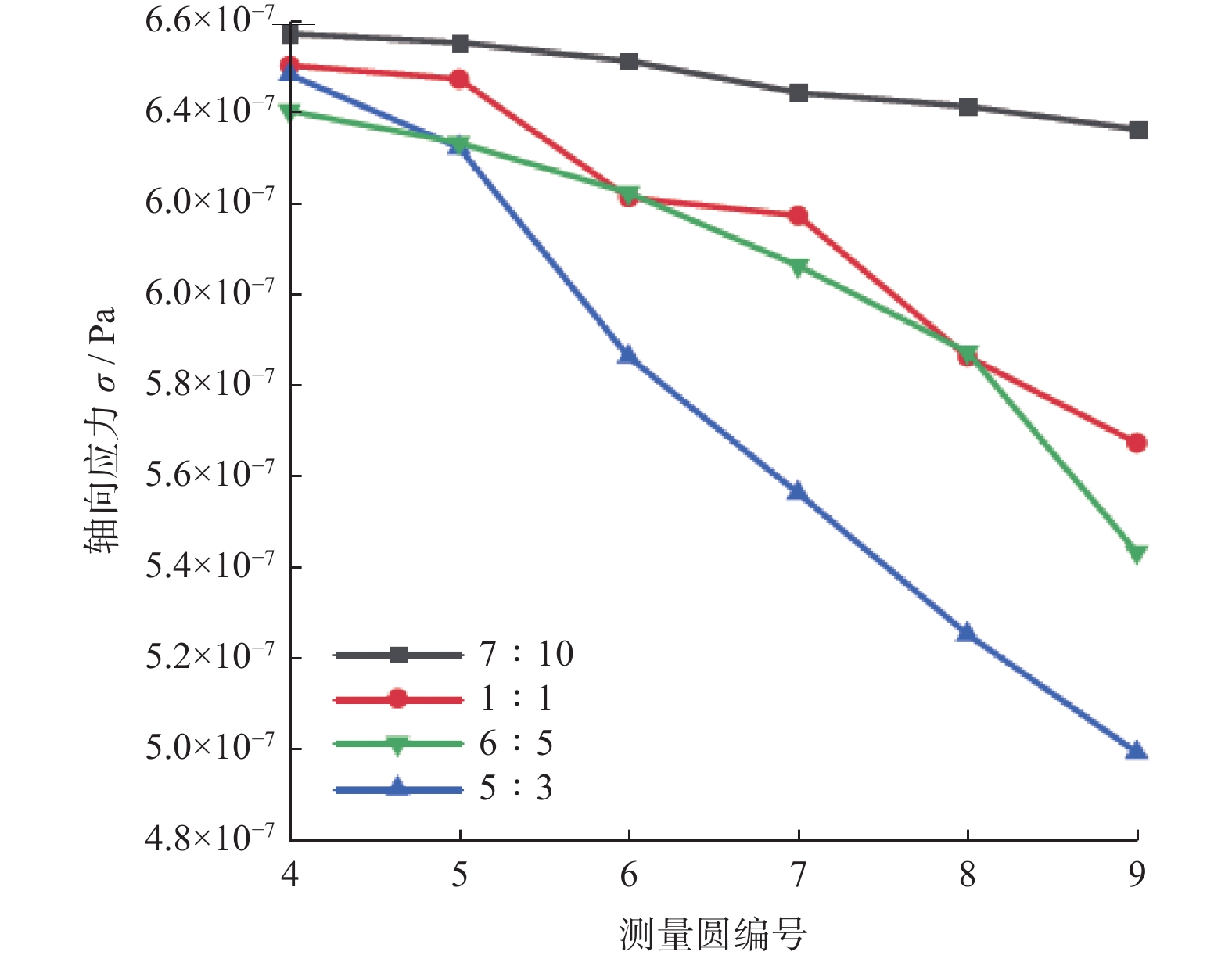
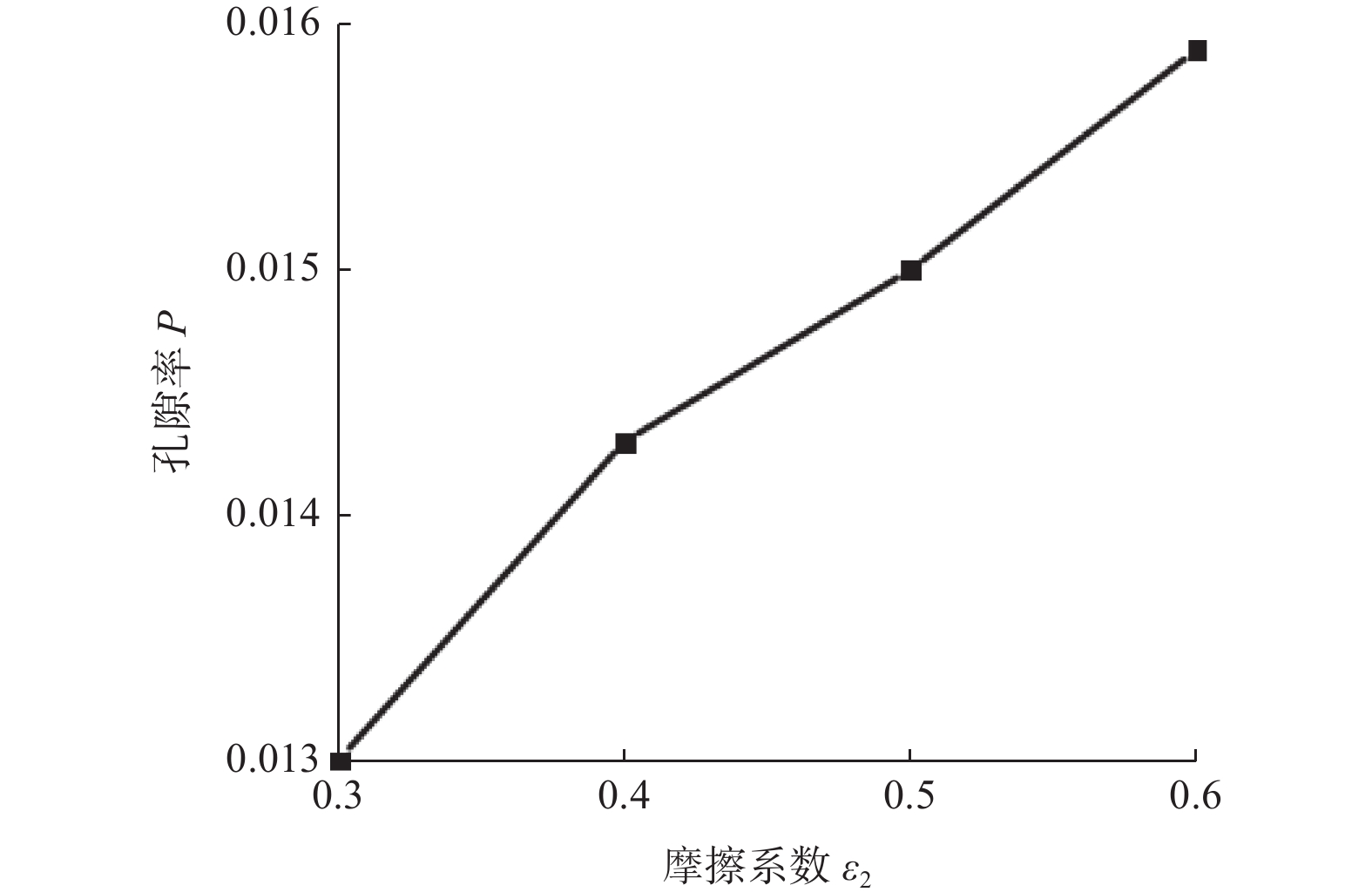
摘要: 为探究磁性磨粒坯体压制阶段的各工艺参数对其成型质量的影响,优化磁性磨粒的烧结法制备参数,制备出质量优良的磁性磨粒,以铁基氧化铝磁性磨粒为研究对象,建立磁性磨粒干压成型的离散元模型。通过改变压制力、压制方式、摩擦系数、模具高径比等工艺参数,探究其对磁性磨粒坯体成型质量的影响,并实现压制过程中工艺参数的优化。结果表明:压制力越大,坯体孔隙率越小,但压制力过大,坯体外表面产生裂痕,影响坯体表面形貌的完整性,故宜选择75~125 MPa的压制力;双向压制得到的坯体密度更均匀、力学性能更好;模具的高径比越大,坯体的孔隙率相对较大,坯体的轴向应力相对较小;磨料颗粒间摩擦系数及侧壁与磨料颗粒之间的摩擦系数越小,坯体的孔隙率越小、致密度越好,坯体的均匀性也越好。在磁性磨粒混合阶段加入适量润滑液,可适当减小磨料颗粒间及颗粒与模具侧壁间的摩擦系数,进而提高磨粒坯体质量。Abstract: In order to explore the influence of various process parameters in the pressing stage of magnetic abrasive grain bodies on their forming quality, optimize the sintering preparation parameters of magnetic abrasive grains, and prepare high-quality magnetic abrasive grains, the dispersion element model of dry pressing forming of magnetic abrasive grains was established with iron-based alumina magnetic abrasive grains as the research object. By changing the pressing force, pressing mode, friction coefficient, die height-diameter ratio and other process parameters, the influence of each process parameter on the forming quality of the magnetic abrasive grain bodies was explored, and the optimization of process parameters in the pressing process was realized. The results show that the larger the pressing force, the smaller the porosity of the green body. However, if the pressing force is too large, cracks will appear on the outer surface of the green body, affecting the integrity of the surface morphology of the green body. Therefore, a pressing force of 75 to 125 MPa should be selected. The density of the green body obtained by two-way pressing is more uniform, and the mechanical properties are better. The higher the height-diameter ratio of the mold, the higher the porosity of the green body, and the smaller the axial stress of the green body. The smaller the friction coefficient between particles and between the side wall and particles, the smaller the porosity, the better the density and the better the homogeneity of the green body. When adding an appropriate amount of lubricant in the mixing stage of the magnetic abrasive particles, the friction coefficient between the magnetic abrasive particles and between the particles and the side wall of the mold can be appropriately reduced, thereby improving the quality of the abrasive body.
-
Key words:
- magnetic abrasive /
- sintering method /
- porosity /
- billet mass
-
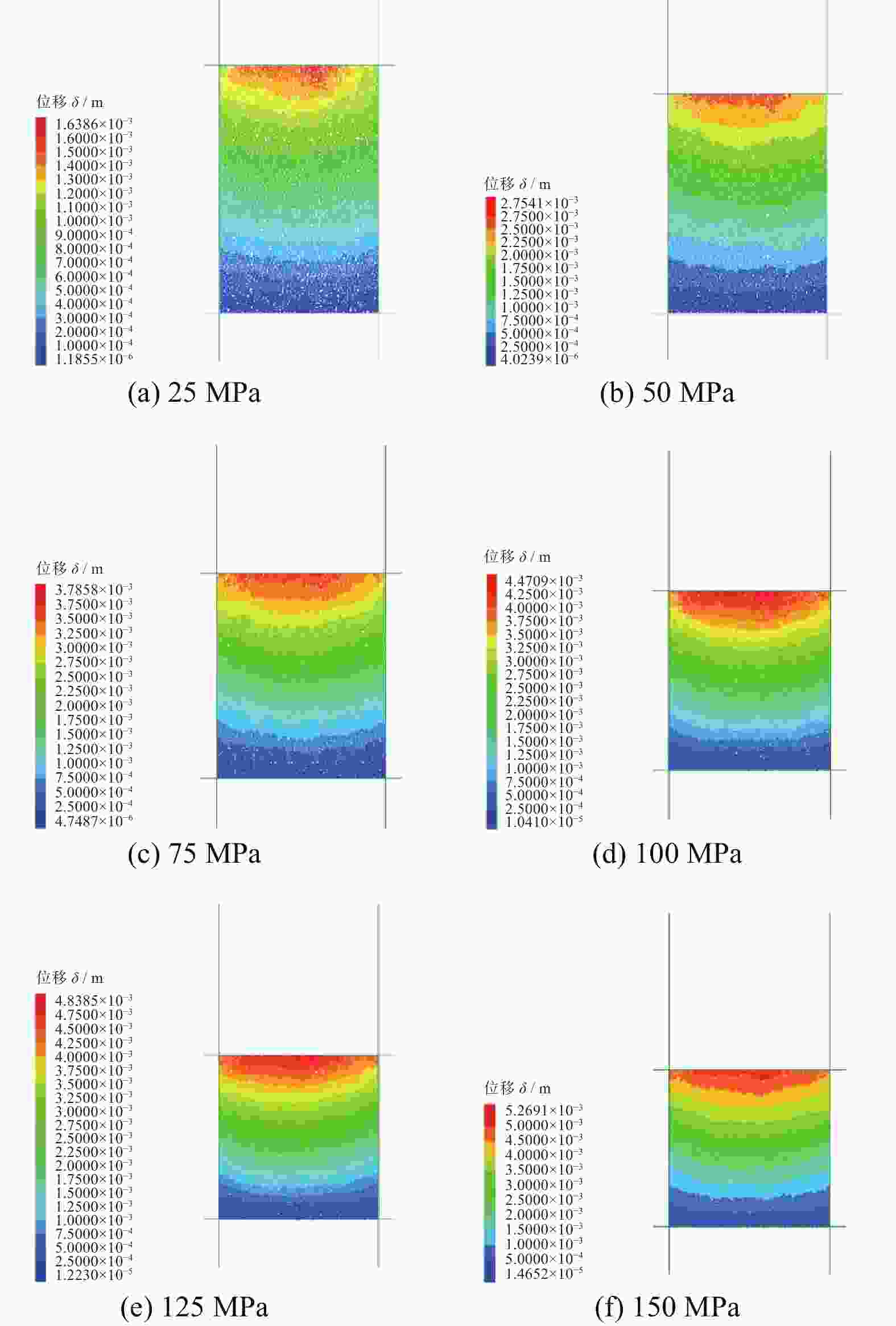
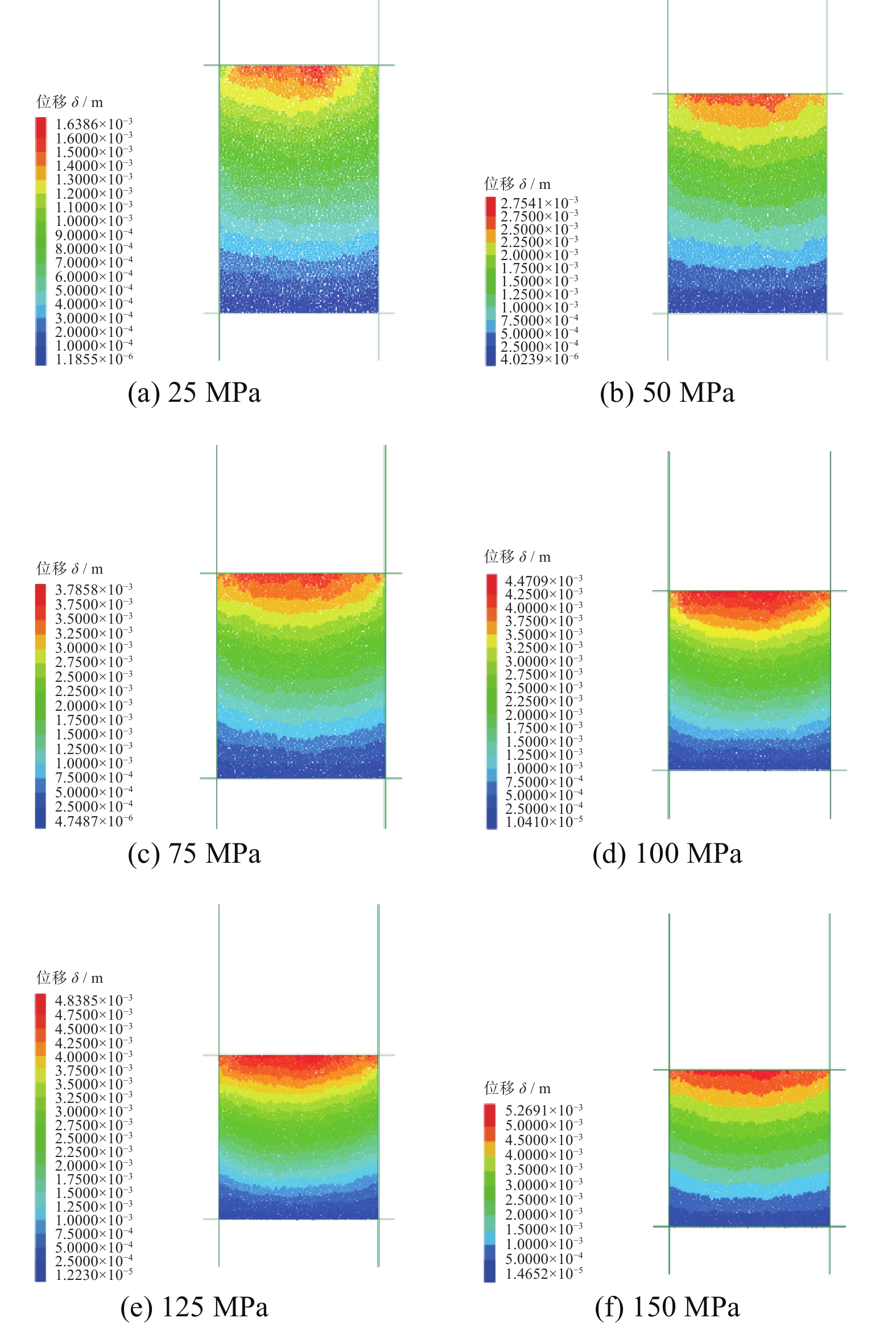
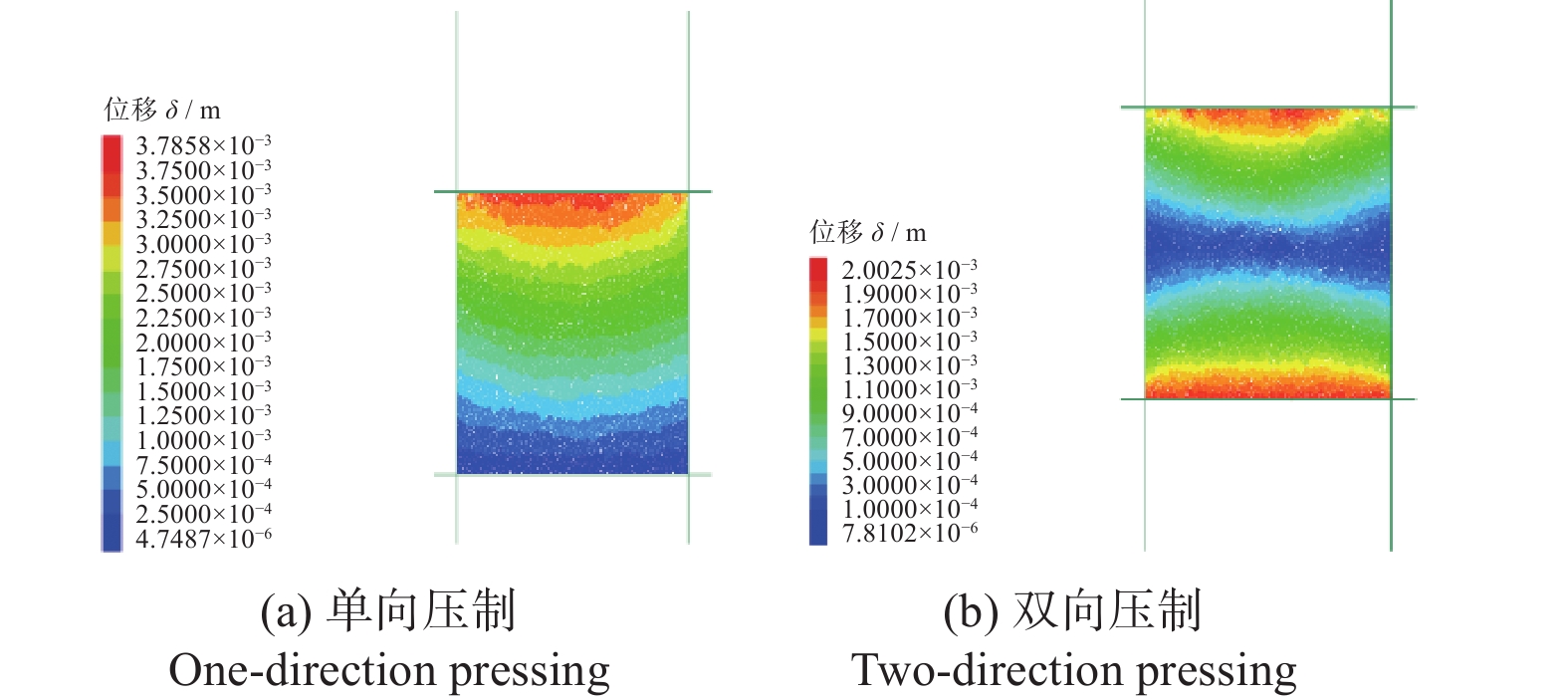
图 4 不同压制力下磁性磨粒的位移变化云图
Figure 4. Displacement variations nephograms of magnetic abrasive particles under different pressing forces

图 8 不同压制方式下的磁性磨粒位移变化
Figure 8. Displacement changes of magnetic abrasive particles under different pressing methods
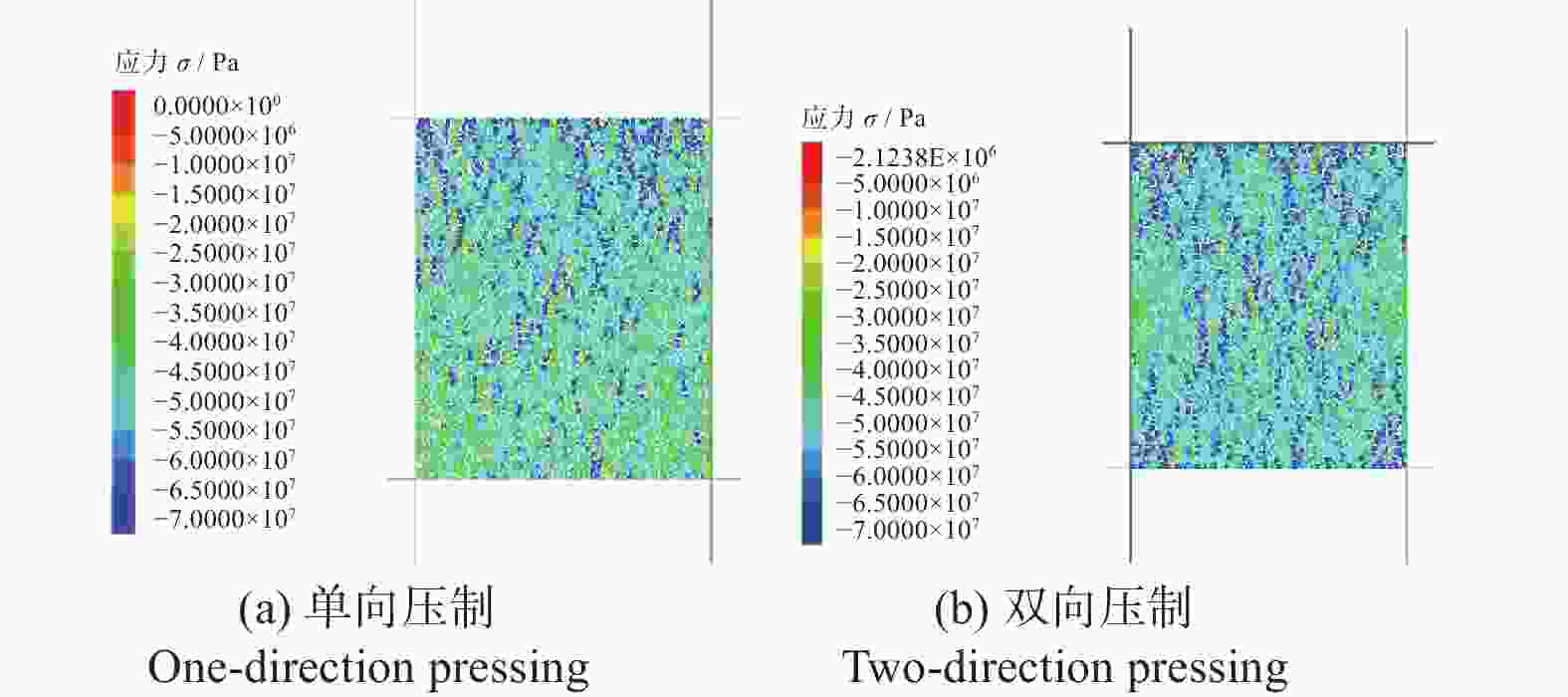
图 9 不同压制方式下的磨粒坯体轴向应力分布
Figure 9. Axial stress distribution of abrasive green body under different pressing methods
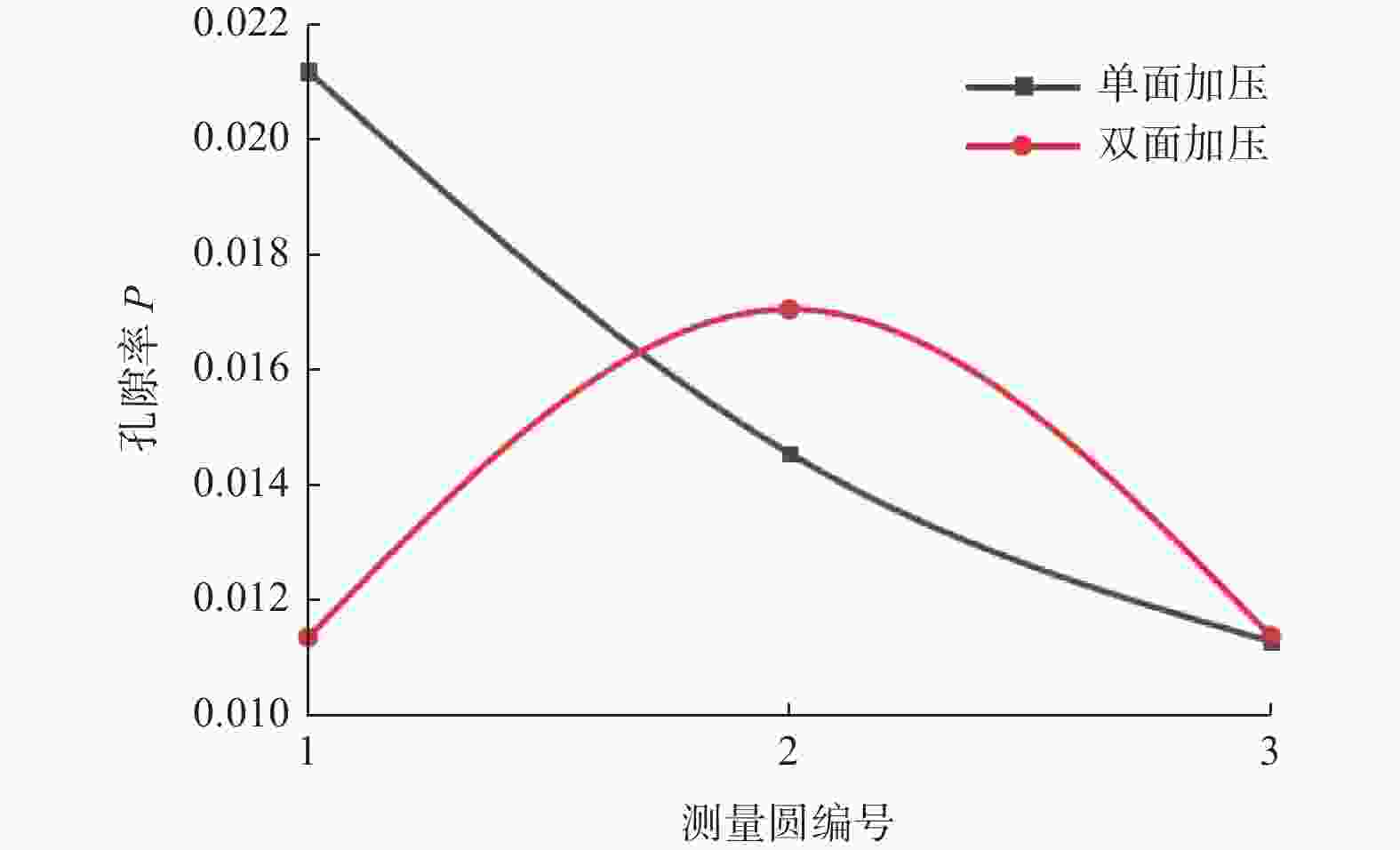
图 10 不同压制方式下的坯体孔隙率分布
Figure 10. Porosity distribution in blank under different pressing methods
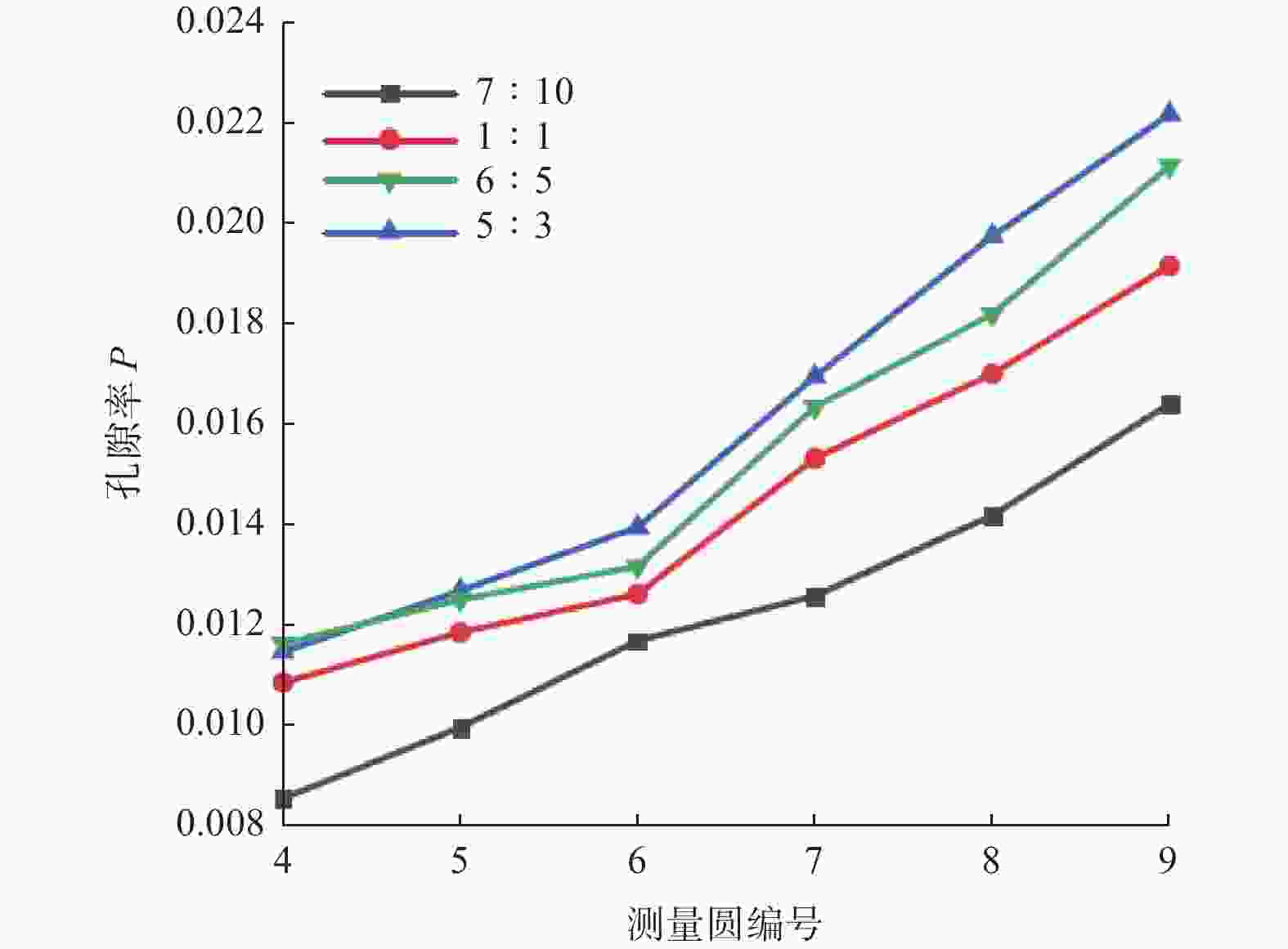
图 11 不同高径比下模具成型坯体的孔隙率
Figure 11. Porosity of mould-formed blanks at different height to diameter ratios
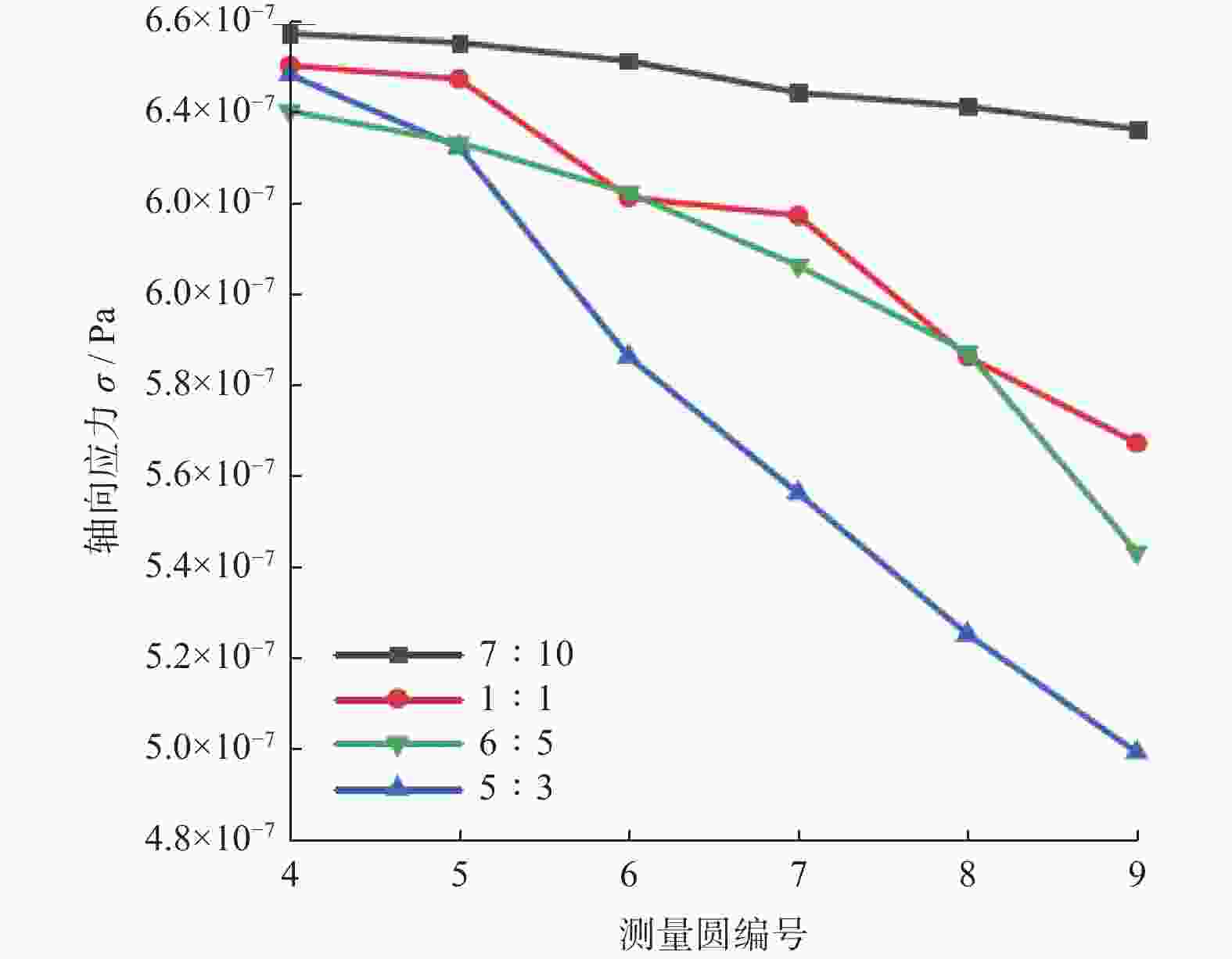
图 12 不同高径比下模具成型坯体的轴向应力
Figure 12. Axial stress of mould-formed blanks at different height to diameter ratios
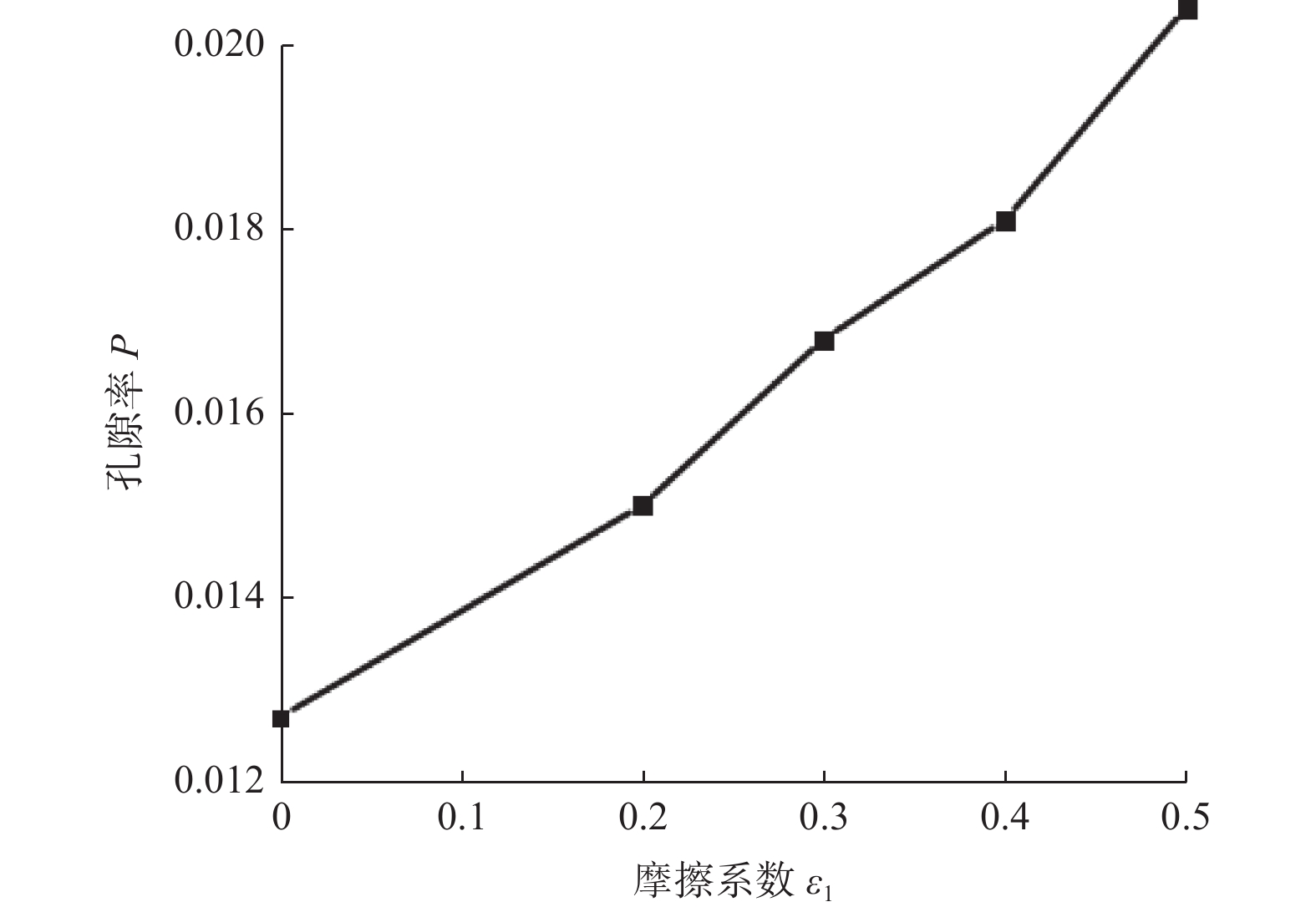
图 13 侧壁摩擦系数对坯体孔隙率的影响
Figure 13. Effect of sidewall friction coefficient on porosity of blank
-
[1] 袁巨龙, 王志伟, 文东辉, 等. 超精密加工现状综述 [J]. 机械工程学报,2007,43(1):35-48. doi: 10.3321/j.issn:0577-6686.2007.01.006YUAN Julong, WANG Zhiwei, WEN Donghui, et al. Review on the current situation of ultra-precision machining [J]. Journal of Mechanical Engineering,2007,43(1):35-48. doi: 10.3321/j.issn:0577-6686.2007.01.006 [2] 陈燕. 磁粒研磨加工技术及应用 [M]. 北京: 科学出版社, 2021.CHEN yan. Magnetic abrasive finishing technology and application [M]. Beijing: Science Press, 2021. [3] 赵杨, 陈燕, 吕旖旎, 等. 球形开槽磁极辅助研磨H63黄铜弯管内表面 [J]. 表面技术,2020,49(5):360-367. doi: 10.16490/j.cnki.issn.1001-3660.2020.05.043ZHAO Yang, CHEN Yan, LYU Yini, et al. Spherical magnet with ring grooves assisted grinding inner surface of H63 brass bend pipe [J]. Surface Technology,2020,49(5):360-367. doi: 10.16490/j.cnki.issn.1001-3660.2020.05.043 [4] 刘文浩, 陈燕, 李文龙, 等. 磁粒研磨加工技术的研究进展 [J]. 表面技术,2021,50(1):47-61. doi: 10.16490/j.cnki.issn.1001-3660.2021.01.004LIU Wenhao, CHEN Yan, LI Wenlong, et al. Research progress of magnetic abrasive finishing technology [J]. Surface Technology,2021,50(1):47-61. doi: 10.16490/j.cnki.issn.1001-3660.2021.01.004 [5] QIAN C, FAN Z, TIAN Y, et al. A review on magnetic abrasive finishing [J]. The International Journal of Advanced Manufacturing Technology,2021,112(3):619-634. [6] 高小龙. TiC/Fe磁性磨料的制备及其性能研究 [D]. 南京: 南京航空航天大学, 2011.GAO Xiaolong. Study on the preparation and properties of TiC/Fe magnetic abrasive grain [D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2011. [7] 吕旖旎. 铁基立方氮化硼磁性磨粒的制备工艺及实验研究 [D]. 鞍山: 辽宁科技大学, 2021.LYU Yini. Study on preparation process of cBN/Fe magnetic abrasive particles and experiment [D]. Anshan: University of Science and Technology Liaoning, 2021 [8] 白旭. 磁性磨粒的溶胶—凝胶法制备工艺及其性能研究 [D]. 太原: 太原理工大学, 2019.BAI Xu. Preparation and properties of magnetic abrasive particles by sol-gel method [D]. Taiyuan: Taiyuan University of Technology, 2019. [9] 秦璞. 雾化法制备CBN/铁基球形复合磁性磨粒形成机制及微结构分析 [D]. 淄博: 山东理工大学, 2019.QIN Pu. Formation mechanism and microstructure analysis of CBN/Fe-based spherical composite magnetic abrasive prepared by gas atomization [D]. Zibo: Shandong University of Technology, 2019. [10] 康璐. 黏结法制备磁性磨粒的工艺及其性能研究 [D]. 鞍山: 辽宁科技大学, 2019.KANG Lu. Study on process and properties of preparation of magnetic abrasive by bonding method [D]. Anshan: University of Science and Technology Liaoning, 2019 [11] 宫臣. 酸性化学复合镀法制备磁性磨料工艺研究 [D]. 大连: 大连交通大学, 2017.GONG Chen. Study on preparation of magnetic abrasives on acidity electroless composite plating [D]. Dalian: Dalian Jiaotong University, 2017. [12] 李德刚, 白清顺, 梁迎春, 等. 基于分子动力学的单晶硅纳米振动切削过程 [J]. 纳米技术与精密工程,2007,5(3):205-210. doi: 10.13494/j.npe.2007.043LI Degang, BAI Qingshun, LIANG Yingchun, et al. Nano-vibration cutting process of single crystal silicon by molecular dynamics [J]. Nanotechnology and Precision Engineering,2007,5(3):205-210. doi: 10.13494/j.npe.2007.043 [13] 王涛, 韩俊辉, 朱永生, 等. PFC 2D/3D颗粒离散元计算方法及应用 [M]. 北京: 中国建筑工业出版社, 2020.WANG Tao, HAN Junhui, ZHU Yongsheng, et al. PFC2D/3D particle discrete element calculation method and application [M] Beijing: China Architecture & Building Press, 2020. [14] YAN D, YU J, WANG Y, et al. Soil particle modeling and parameter calibration based on discrete element method [J]. Agriculture, 2022, 12(9). [15] 焦玉勇, 王浩, 马江锋. 土石混合体力学特性的颗粒离散元双轴试验模拟研究 [J]. 岩石力学与工程学报,2015,34(S1):3564-3573. doi: 10.13722/j.cnki.jrme.2014.0449JIAO Yuyong, WANG Hao, MA Jiangfeng. Research on biaxial test of mechanical characteristics on soil-rock aggregate(sra) based on particle flow code simulation [J]. Chinese Journal of Rock Mechanics and Engineering,2015,34(S1):3564-3573. doi: 10.13722/j.cnki.jrme.2014.0449 [16] 刘新荣, 杜立兵, 邓志云. 基于多因素椭圆堆叠的岩土细观建模方法 [J]. 岩土力学,2020,41(11):3797-3809. doi: 10.16285/j.rsm.2020.0143LIU Xinrong, DU Libing, DENG Zhiyun. Mesostructure modeling for rock and soil based on ellipse packing with multiple prescribed distribution [J]. Rock and Soil Mechanics,2020,41(11):3797-3809. doi: 10.16285/j.rsm.2020.0143 [17] 王志成, 李文辉, 李秀红等. 整体叶盘回转辅助水平振动式抛磨的颗粒力学行为仿真分析 [J]. 金刚石与磨料磨具工程,2022,42(5):617-625. doi: 10.13394/j.cnki.jgszz.2022.0051WANG Zhicheng, LI Wenhui, LI Xiuhong, et al. Simulation analysis of particle mechanical behavior in rotary-assisted horizontal vibration polishing of blisk [J]. Diamond & Abrasives Engineering,2022,42(5):617-625. doi: 10.13394/j.cnki.jgszz.2022.0051 [18] CUNDALL P A. A computer model for simulation progressive, large-scale movements in block rock systems: Proceedings of symposium of international society of rock mechanics [C]. Nancy: France, 1971. [19] FU T F, XU T, HEAP M J, et al. Mesoscopic time-dependent behavior of rocks based on three-dimensional discrete element grain-based model [J]. Computers and Geotechnics, 2020, 121: 103472. [20] 耿佳弟, 陈五一, 彭志松. 基于离散元的岩土基坑边坡渗流耦合计算仿真 [J]. 计算机仿真,2021,38(4):240-243, 482. doi: 10.3969/j.issn.1006-9348.2021.04.048GENG Jiadi, CHEN Wuyi, PENG Zhisong. Numerical simulation of seepage coupling of rock and soil foundation pit slope based on discrete element method [J]. Computer Simulation,2021,38(4):240-243, 482. doi: 10.3969/j.issn.1006-9348.2021.04.048 [21] 夏晓光, 段国林. 功能梯度材料增材制造技术的研究进展及展望 [J]. 材料导报,2022,36(10):134-140.XIA Xiaoguang, DUAN Guolin. Advances and prospects of additive manufacturing technology of functionally graded materia [J]. Materials Reports,2022,36(10):134-140. [22] LIN K, XIONG X J, YANG X, et al. Self-adapting extraction of matrix mineral bulk modulus and verifi cation of fl uid substitution [J]. Applied Geophysics,2011,8(2):110-116, 176. doi: 10.1007/s11770-011-0278-0 [23] 王继辉, 张清杰, 吴代华. 金属-陶瓷梯度材料的优化设计 [M]. 武汉: 武汉工业大学出版社, 1994.WANG Jihui, ZHANG Qingjie, WU Daihua. Optimization design of metal ceramic gradient materials [M]. Wuhan: Wuhan University of Technology Press, 1994. -

 下载:
下载:




 点击查看大图
点击查看大图

计量
- 文章访问数: 987
- HTML全文浏览量: 512
- PDF下载量: 41
- 被引次数: 0
 邮件订阅
邮件订阅 RSS
RSS
