

Process parameters optimization of high-speed milling 7075 aluminum alloy with nano-diamond coated tool
-
摘要: 采用热丝CVD法制备纳米金刚石薄膜涂层刀具,利用场发射扫描电子显微镜表征薄膜的表面形貌,并用已制备的CVD金刚石涂层刀具,在无润滑干切条件下高速铣削7075铝合金工件,对其精铣工艺参数进行单因素及正交试验,探索精铣后工件的表面粗糙度变化规律并进行工艺参数优化。结果表明:随着主轴转速n从5000 r/min提高到8000 r/min, 工件平均表面粗糙度在逐级缓慢降低;当进给速度vf在1000~7000 mm/min范围内,随着vf提高工件平均表面粗糙度快速增大,在vf为7000 mm/min时,其值达1.790 μm;当轴向切削深度ap在0.1~0.4 mm范围内,随着ap提高,工件平均表面粗糙度逐步增大,但ap在0.2 mm之后其增大趋势变缓。对7075铝合金工件精铣表面粗糙度影响最大的是vf,其次为n,ap的影响最弱;其精铣的最优参数组合是ap=0.2 mm、vf=1 000 mm/min、n=8 000 r/min,精铣后的表面粗糙度平均值为0.516 μm。选用纳米金刚石薄膜涂层刀具精铣7075铝合金时,为得到较低的表面粗糙度,应选择高主轴转速、低进给速度、合适的轴向切削深度。Abstract: The nano-diamond film coated tool was prepared by hot wire CVD method. The surface morphology of the film was characterized by field emission scanning electron microscopy. The prepared CVD diamond coated tool was used to mill 7075 aluminum alloy workpiece at high speed under the condition of dry cutting without lubrication. The single factor and the orthogonal experiments were carried out on the finish milling process parameters to explore the variation law of the surface roughness of the workpiece after finish milling and optimize the process parameters. The results show that with the increase of spindle speed n from 5 000 r/min to 8 000 r/min, the average surface roughness of the workpiece decreases gradually. When the feed rate vf is in the range of 1 000~7 000 mm/min, the average surface roughness of the workpiece increases rapidly with the increase of vf, and when vf is 7 000 mm/min, its value reaches 1.790 μm. When the axial cutting depth ap is in the range of 0.1~0.4 mm, the average surface roughness of the workpiece increases gradually with the increase of ap, but the increasing trend slows down after ap is 0.2 mm. The Vf has the greatest influence on the finish milling surface roughness of 7075 aluminum alloy workpiece, followed by n and ap. The optimal parameter combination of finish milling 7075 is ap = 0.2 mm, vf = 1 000 mm/min, n = 8 000 r/min, and the average surface roughness after finish milling is 0.516 μm. When using nano-diamond film coated tools to finish milling 7075 aluminum alloy, the high spindle speed, the low feed rate and the appropriate axial cutting depth should be selected to obtain low surface roughness.
-

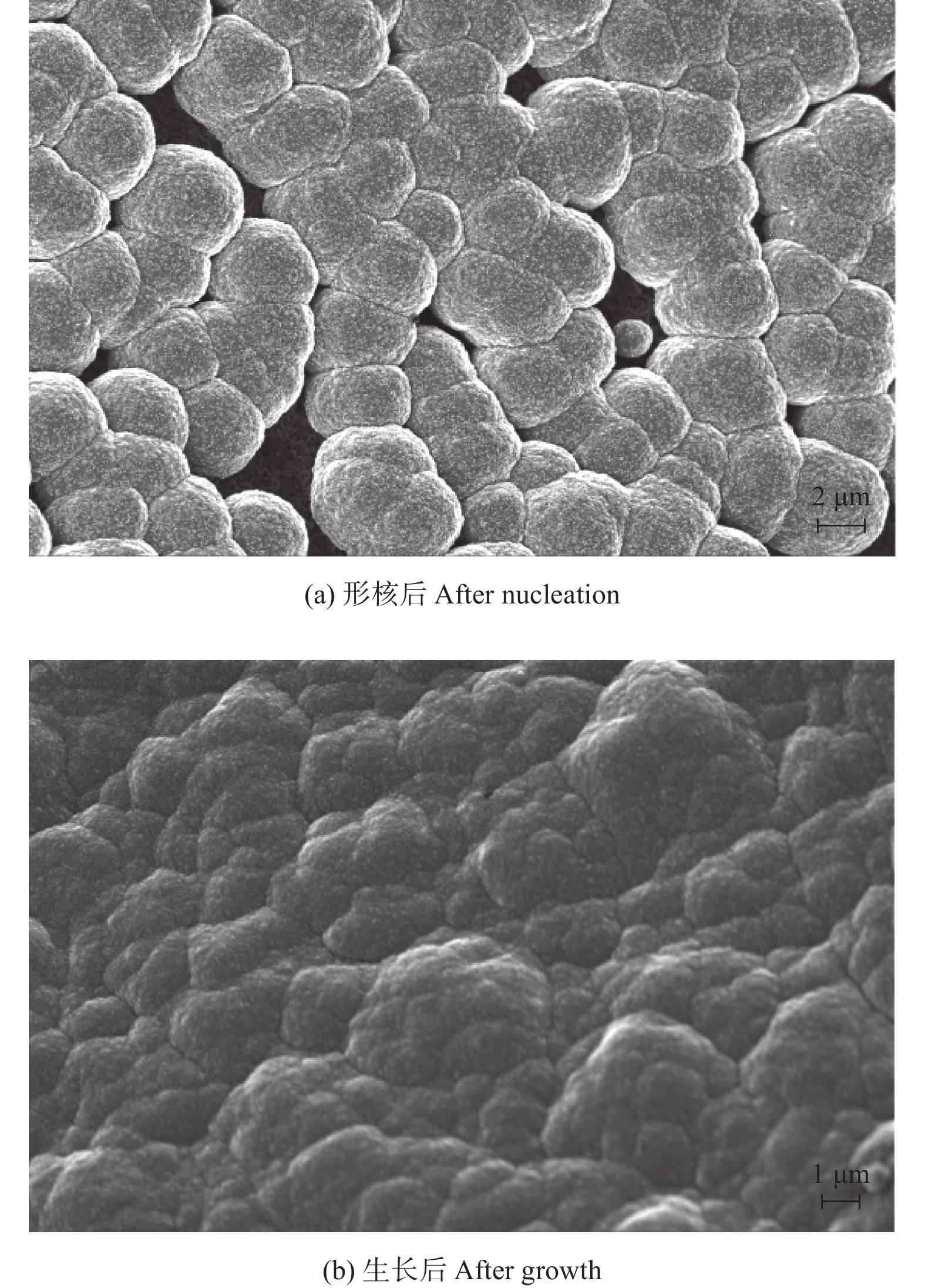
图 1 纳米金刚石薄膜涂层刀具制备过程中的表面形貌
Figure 1. Surface topography of nano-diamond film coated tool during preparation
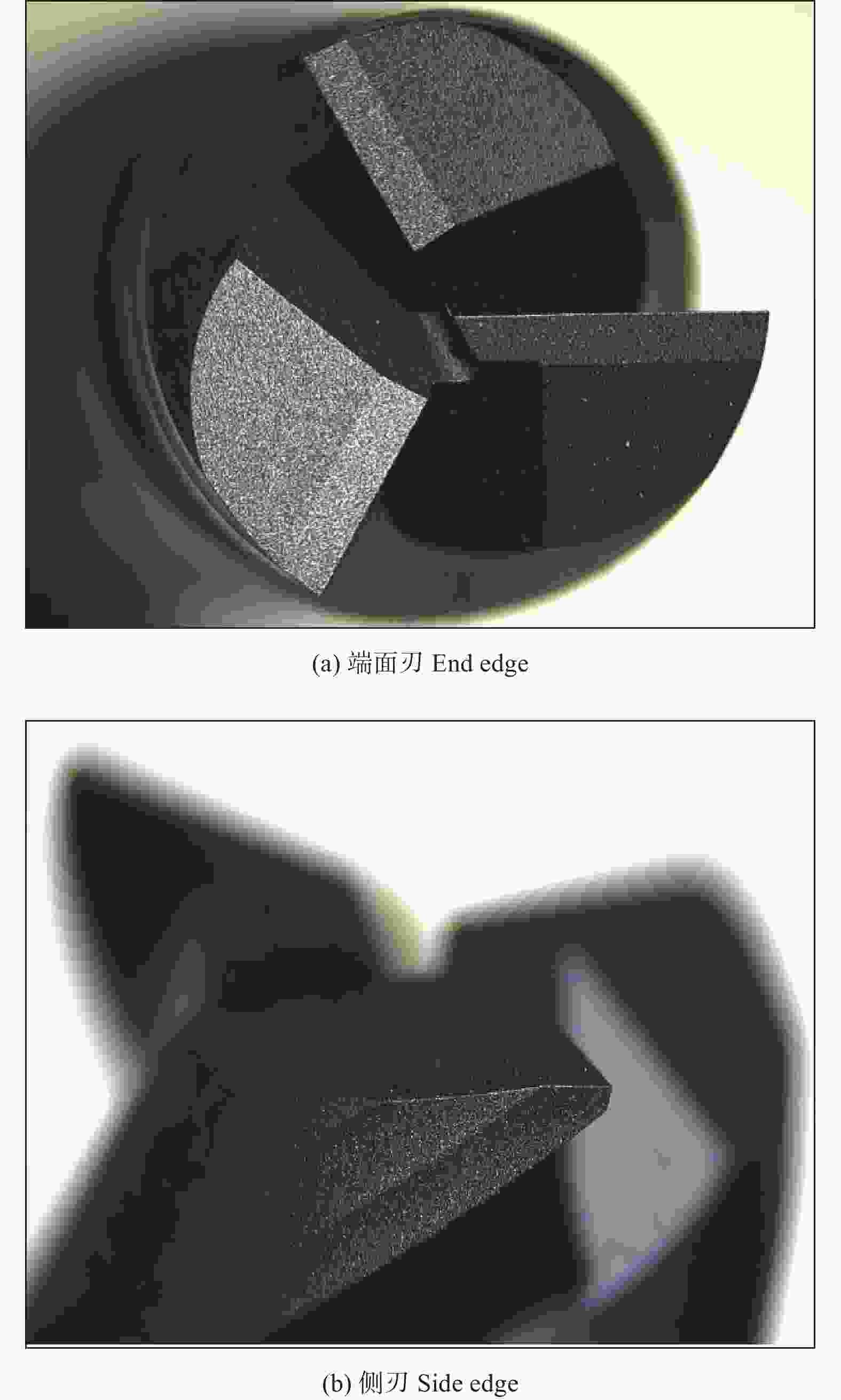
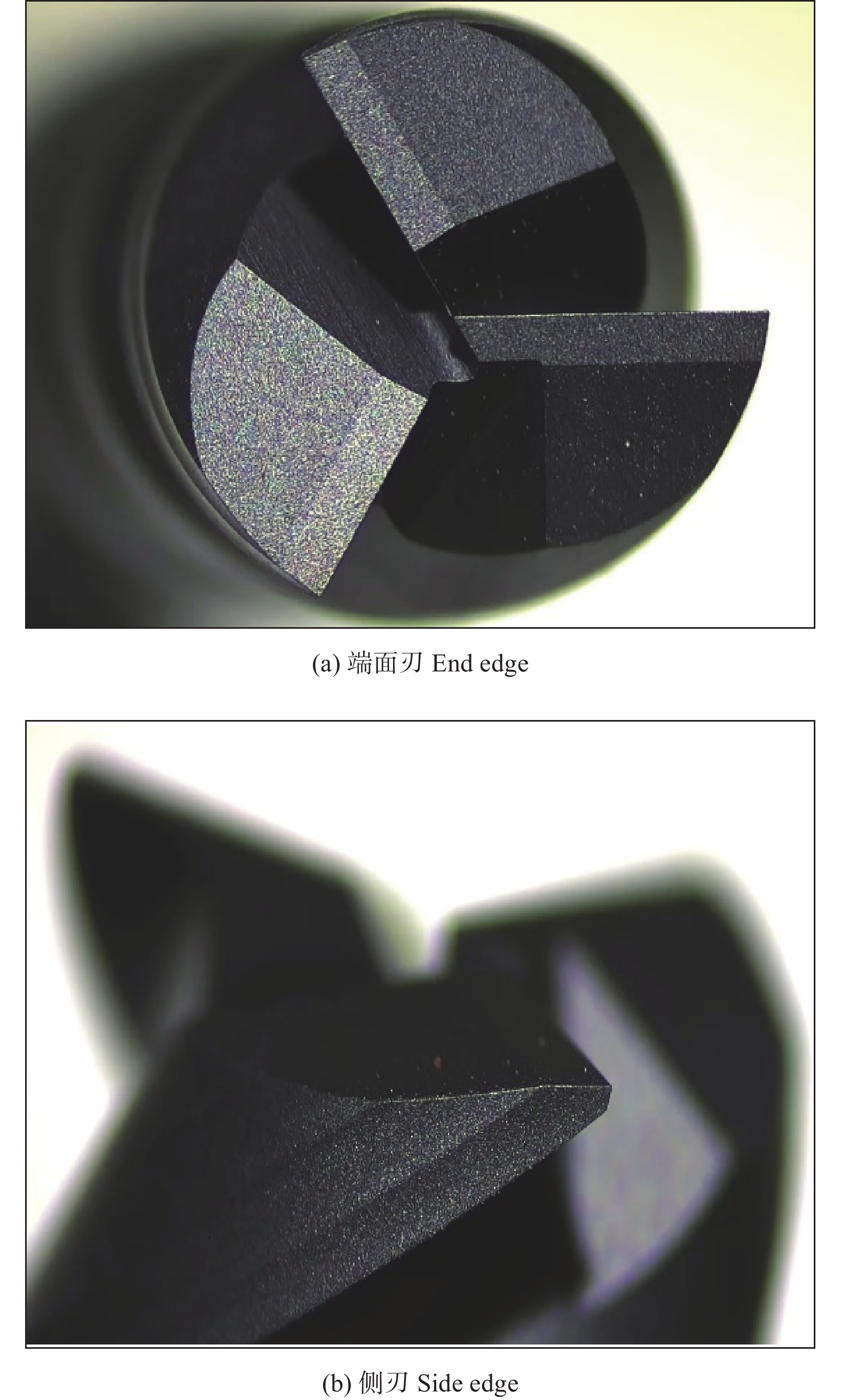
图 2 纳米金刚石薄膜涂层铣刀形貌
Figure 2. Morphology of milling cutter coated with nano-diamond film
表 1 金刚石薄膜形核及生长参数
Table 1. Nucleation and growth parameters of diamond films
参数 取值 形核 生长 CH4与H2的流量比 Q / (mL·mL−1) 1∶50 1 ∶50 气压 p / kPa 1.5 2.0 基体温度 θs / °C 800 900 热丝温度 θr / °C 2 000±200 2 200±200 沉积时间 t1 / min 30 300  下载: 导出CSV
下载: 导出CSV
表 2 正交试验因素水平表
Table 2. Factor level table of orthogonal test
水平 因素 轴向切削深度
ap / mm
A进给速度
vf / (mm·min−1)
B主轴转速
n / (r·min−1)
C1 0.1 1 000 6 000 2 0.2 5 000 7 000 3 0.4 7 000 8 000
下载: 导出CSV
表 3 主轴转速对工件表面粗糙度的影响
Table 3. Influences of spindle speeds on workpiece surface roughness
序号 主轴转速
n / (r·min−1)表面粗糙度
Ra / μm表面粗糙度平均值
$\overline R_{\mathrm{a} }$ /μm1 5 000 0.826,1.489,0.882,0.690,0.914 0.960 2 6 000 0.895,0.709,0.923,0.827,0.728 0.816 3 7 000 0.469,0.771,0.582,0.938,0.599 0.672 4 8 000 0.474,0.532,0.647,0.607,0.628 0.578
下载: 导出CSV
表 4 进给速度对工件表面粗糙度的影响
Table 4. Influences of feed speeds on workpiece surface roughness
序号 进给速度
vf / (mm·min−1)表面粗糙度
Ra /
μm表面粗糙度
平均值
$\overline R_{\mathrm{a} }$ /
μm1 1 000 0.575,0.324,0.638,0.587,0.528 0.530 2 3 000 0.986,0.862,0.690,1.131,0.845 0.903 3 5 000 1.081,1.575,1.441,2.023,1.250 1.474 4 7 000 1.639,1.524,1.597,2.184,2.006 1.790
下载: 导出CSV
表 5 轴向切削深度对工件表面粗糙度的影响
Table 5. Influences of axial cutting depths on workpiece surface roughness
序号 轴向切削深度
ap / mm表面粗糙度
Ra /μm表面粗糙度
平均值
$\overline R_{\mathrm{a}} $ /μm1 0.1 0.562,0.765,0.479,0.625,0.356 0.557 2 0.2 0.895,0.709,0.923,0.827,0.728 0.816 3 0.3 1.018,0.846,0.871,0.823,0.920 0.896 4 0.4 0.976,0.832,0.936,0.978,1.188 0.982
下载: 导出CSV
表 6 正交试验组合及结果
Table 6. Orthogonal test combinations and results
试验组号 参数组合 表面粗糙度
Ra /μm表面粗糙度
平均值
$\overline R _{\mathrm{a}} $ / μm1# A1B1C1 0.820,0.867,0.569,0.762,0.800 0.764 2# A1B2C2 0.989,1.079,1.307,1.890,2.393 1.532 3# A1B3C3 1.693,0.866,1.589,2.191,0.831 1.434 4# A2B1C2 0.575,0.322,0.638,0.587,0.527 0.530 5# A2B2C3 1.008,1.023,0.735,0.937,1.117 0.964 6# A2B3C1 1.747,1.167,1.652,2.944,2.280 1.958 7# A3B1C3 1.005,0.383,0.430,0.502,0.704 0.605 8# A3B2C1 1.754,1.585,1.566,1.884,1.776 1.713 9# A3B3C2 1.615,1.933,2.180,2.096,2.411 2.047
下载: 导出CSV
表 7 3因素的工件表面粗糙度均值以及极差R值
Table 7. Average values of workpiece surface roughness and range R values of 3 factors
项目 取值 ap / mm vf / (mm·min−1) n / (r·min−1) 均值t1 1.243 0.633 1.478 均值t2 1.151 1.403 1.370 均值t3 1.455 1.813 1.001 极差R 0.304 1.180 0.477
下载: 导出CSV
-
[1] 王立新, 张程焱, 俎晓莉, 等. 切削参数对高强铝合金干切削加工表面形貌的影响 [J]. 工具技术,2019(11):29-33. doi: 10.3969/j.issn.1000-7008.2019.11.007WANG Lixin, ZHANG Chengyan, ZU Xiaoli, et al. Effects of cutting parameters on machined surface morphology of high strength aluminium alloy under dry cutting [J]. Tool Engineering,2019(11):29-33. doi: 10.3969/j.issn.1000-7008.2019.11.007 [2] 张程焱, 王立新, 孟五洲, 等. 7075-T6铝合金干式切削表面完整性研究 [J]. 组合机床与自动化加工技术,2020(3):148-151.ZHANG Chengyan, WANG Lixin, MENG Wuzhou, et al. Study on surface integrity of dry cutting of 7075-T6 aluminum alloy [J]. Modular Machine Tool and Automatic Machining Technology,2020(3):148-151. [3] 李立军, 李杰华, 张爽, 等. 铣削铝合金表面粗糙度试验研究 [J]. 机床与液压,2018(3):116-118,142. doi: 10.3969/j.issn.1001-3881.2018.03.029LI Lijun, LI Jiehua, ZHANG Shuang, et al. Experimental study on surface roughness of milling aluminum alloy [J]. Machine Tool & Hydraulics,2018(3):116-118,142. doi: 10.3969/j.issn.1001-3881.2018.03.029 [4] 毛玺, 毛若鹏, 冯丹侠. 铣削7075铝合金表面粗糙度试验研究 [J]. 组合机床与自动化加工技术,2020(5):146-149.MAO Xi, MAO Ruopeng, FENG Danxia. Experimental study on surface roughness of milling 7075 aluminum alloy [J]. Modular Machine Tool & Automatic Manufacturing Technique,2020(5):146-149. [5] 刘启蒙, 许金凯, 于化东, 等. 7075铝合金铣削残余应力及表面质量试验研究 [J]. 工具技术,2018(1):44-47. doi: 10.3969/j.issn.1000-7008.2018.01.010LIU Qimeng, XU Jinkai, YU Huadong, et al. Experimental study on residual stress and surface quality of 7075 aluminum alloy milling [J]. Tool Engineering,2018(1):44-47. doi: 10.3969/j.issn.1000-7008.2018.01.010 [6] 岳修杰, 张平, 宋爱利, 等. 7075铝合金高速铣削表面质量及刀具磨损机理 [J]. 有色金属工程,2021(2):9-16.YUE Xiujie, ZHANG Ping, SONG Aili, et al. Study on surface quality and tool wear mechanism of high-speed cutting of 7075 aluminum alloy [J]. Nonferrous Metals Engineering,2021(2):9-16. [7] 陆峰, 查丽琼, 刘鲁生, 等. 基于硬脆材料加工的金刚石涂层硬质合金刀具制备及切削性能研究 [J]. 稀有金属与硬质合金,2018(4):78-82,86.LU Feng, CHA Liqiong, LIU Lusheng, et al. Research on preparation and cutting performance of diamond-coated cemented carbide tools used in hard brittle material machining [J]. Rare Metals and Cemented Carbide,2018(4):78-82,86. [8] ARUMUGAM P U, MALSHE A P, BATZER S A. Dry machining of aluminum-silicon alloy using polished CVD diamond-coated cutting tools inserts [J]. Surface and Coatings Technology, 2006, 200 (11): 3399-3403. [9] CHOU Y K, LIU J. CVD diamond tool performance in metal matrix composite machining [J]. Surface and Coatings Technology,2005,200(5):1872-1878. [10] ALMGIDA F A, SACRAMENTO J, OLIVEIRA F J, et al. Micro- and nano-crystalline CVD diamond coated tools in the turning of EDM graphite [J]. Surface and Coatings Technology,2008,203(3):271-276. [11] SEIN H, AHMED W, JACKSON M, et al. Performance and characterisation of CVD diamond coated, sintered diamond and WC–Co cutting tools for dental and micromachining applications [J]. Thin Solid Films,2004,447/448:455-461. doi: 10.1016/j.tsf.2003.08.044 [12] KUO C, WANG C, KO S. Wear behaviour of CVD diamond-coated tools in the drilling of woven CFRP composites [J]. Wear,2018,398/399:1-12. doi: 10.1016/j.wear.2017.11.015 [13] 邓福铭, 陈立, 刘畅, 等. 微米、纳米及微/纳米复合金刚石涂层的切削性能研究 [J]. 金刚石与磨料磨具工程,2015(4):1-5,10.DENG Fuming, CHEN Li, LIU Chang, et al. Study on the cutting properties of micro-nano- and micro/nano diamond coatings [J]. Diamond & Abrasives Engineering,2015(4):1-5,10. [14] 沈彬. 超光滑金刚石复合薄膜的制备、摩擦学性能及应用研究 [D]. 上海: 上海交通大学, 2009.SHEN Bin. Study on the deposition, tribological properties and applications of ultra-smooth composite diamond films [D]. Shanghai: Shanghai Jiaotong University, 2009. [15] ZHANG Tao, FENG Qin, YU Zhangyong, et al. Effect of mechanical pretreatment on nucleation and growth of HFCVD diamond films on cemented carbide tools with a complex shape [J]. International Journal of Refractory Metals and Hard Materials,2019,84(13):105016. [16] 薛海鹏. 纳米金刚石膜的晶粒生长控制及其刀具涂层应用的基础研究 [D]. 南京: 南京航空航天大学, 2013.XUE Haipeng. Basic research on the control of crystalline of nano-crystalline diamond films and its application in cutting tools [D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2013. [17] 张亚博, 白清顺, 何欣, 等. CVD金刚石刀具微铣削AA356铝合金的磨损分析 [J]. 金刚石与磨料磨具工程,2021,41(1):44-50.ZHANG Yabo, BAI Qingshun, HE Xin, et al. Wear analysis of CVD diamond tool in micro-milling AA356 aluminum alloy [J]. Diamond & Abrasives Engineering,2021,41(1):44-50. [18] 李挺璇. 高速乘坐式水稻插秧机液压传动特性研究 [D]. 南宁: 广西大学, 2014.LI Tingxuan. The hydraulic transmission characteristics research of high- speed riding rice transplanter [D]. Nanning: Guangxi University, 2014. [19] 赵德良, 张高峰, 李谟旺. SiCP/Al复合材料铣削加工工艺参数的优化实验研究 [J]. 机械制造, 2012, 50(8): 75-77.ZHAO Deliang, ZHANG Gaofeng, LI Mowang. Experimental study on optimization of milling process parameters of SiCP/Al composites [J]. Machinery, 2012, 50(8): 75-77. [20] 姜延欣. 球头铣刀高速铣削力及加工表面粗糙度的研究 [D]. 长春: 吉林大学, 2007.JIANG Yanxin. Research on cutting force and surface roughness of high-speed ball-end milling [D]. Changchun: Jilin University, 2007. [21] 肖行志, 郑侃, 廖文和, 等. 铣削参数对牙科玻璃陶瓷表面粗糙度影响分析 [J]. 硅酸盐通报,2013(11):2187-2193.XIAO Xingzhi, ZHENG Kan, LIAO Wenhe, et al. Effect of milling parameters on surface roughness in dental glass-ceramics [J]. Bulletin of the Chinese Ceramic Society,2013(11):2187-2193. [22] 杨舒, 许金凯, 李晓舟, 等. 高速微铣削Al2O3工程陶瓷工艺参数试验研究 [J]. 组合机床与自动化加工技术,2014(9):123-126.YANG Shu, XU Jinkai, LI Xiaozhou, et al. Experimental study on process parameters of high-speed micro-milling Al2O3 engineering ceramics [J]. Modular Machine Tool & Automatic Manufacturing Technique,2014(9):123-126. [23] 胡礼文. 难加工合金低温切削加工性及切屑形貌研究 [D]. 大连: 大连理工大学, 2019.HU Liwen. Research on the cryogenic cutting machinability and the chip morphology of difficult-to-cut alloys [D]. Dalian: Dalian University of Technology, 2019. [24] 马殿文, 沈春根, 张宇, 等. PCD刀具车削超硬铝合金的切削性能研究 [J]. 工具技术,2020,54(3):15-20. doi: 10.3969/j.issn.1000-7008.2020.03.004MA Dianwen, SHEN Chungen, ZHANG Yu, et al. Research on cutting performance of PCD tool for turning super-hard aluminum alloy [J]. Tool Engineering,2020,54(3):15-20. doi: 10.3969/j.issn.1000-7008.2020.03.004 [25] 范思敏. 球头铣刀铣削表面形貌仿真与试验研究 [D]. 西安: 西安理工大学, 2020.FAN Simin. Simulation and experimental research on the surface topography of ball-end milling cutter [D]. Xi'an: Xi'an University of Technology, 2020. -


 点击查看大图
点击查看大图
计量
- 文章访问数: 1184
- HTML全文浏览量: 399
- PDF下载量: 47
- 被引次数: 0
 邮件订阅
邮件订阅 RSS
RSS
