摘要:
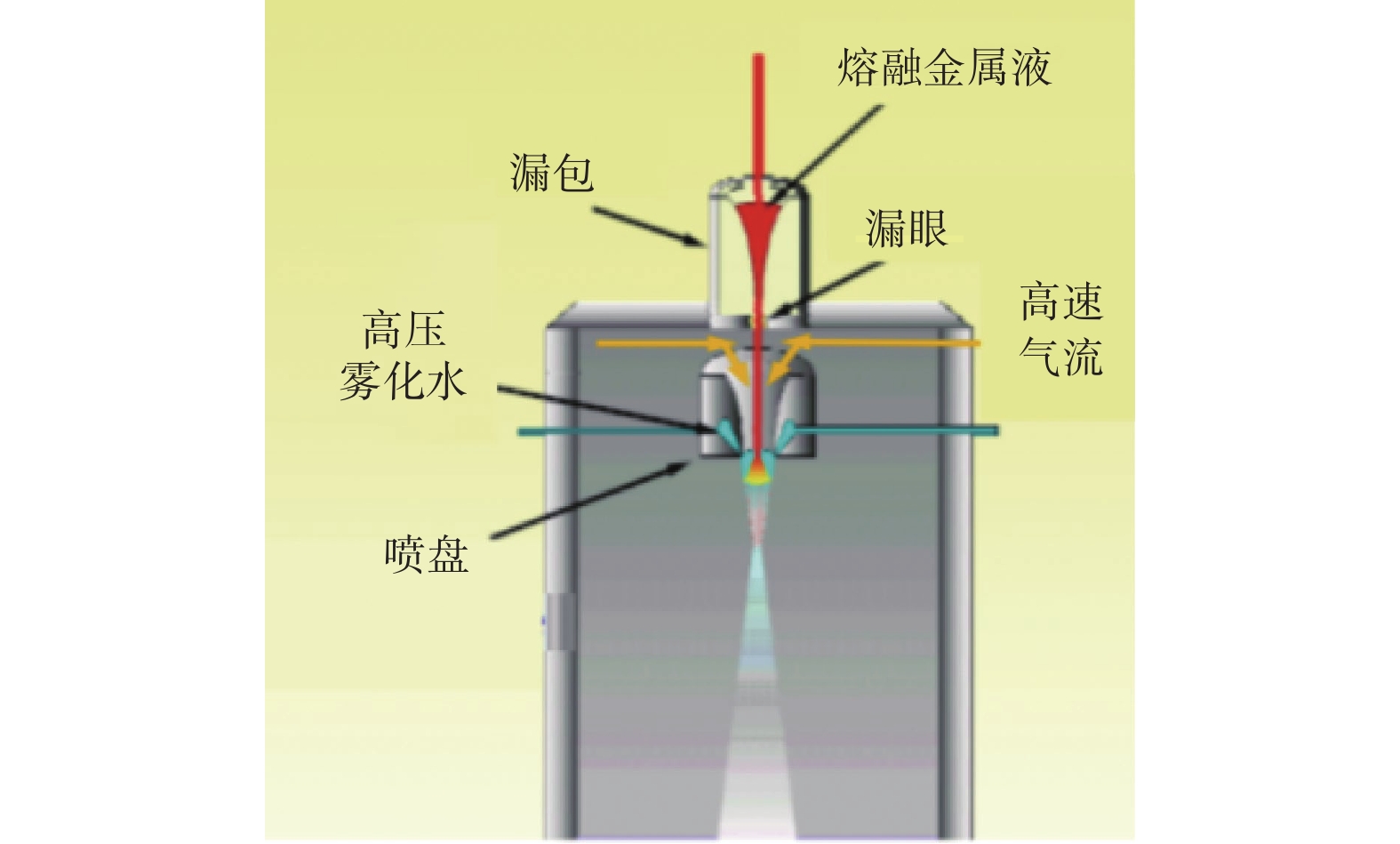
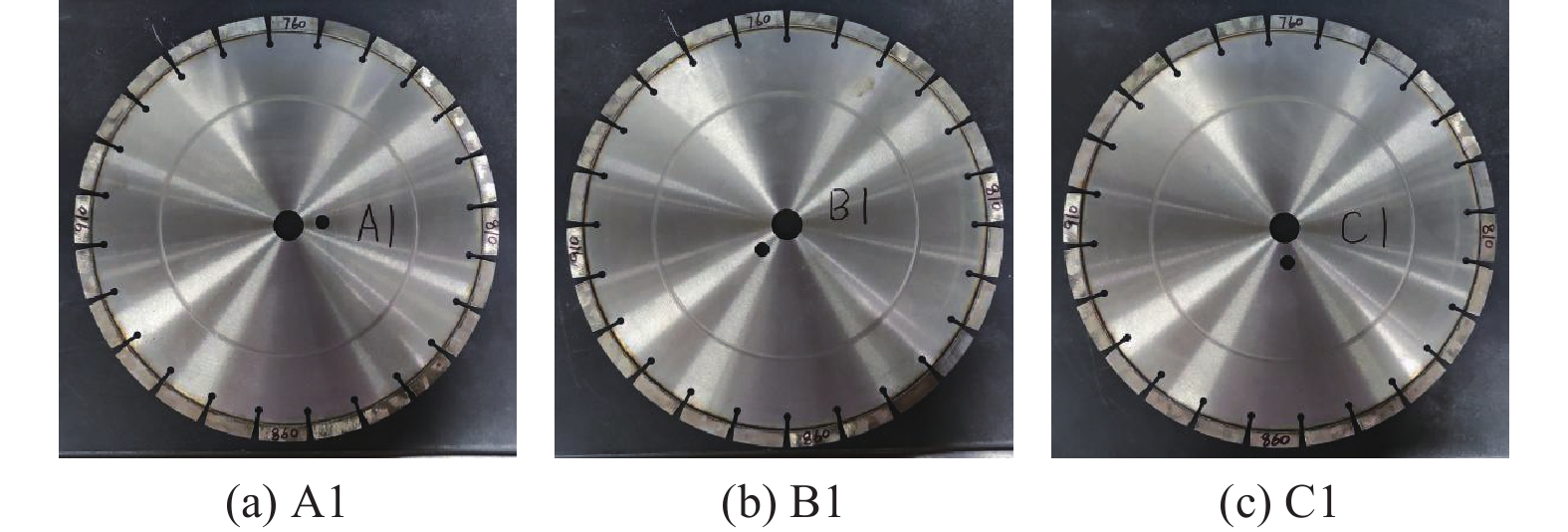
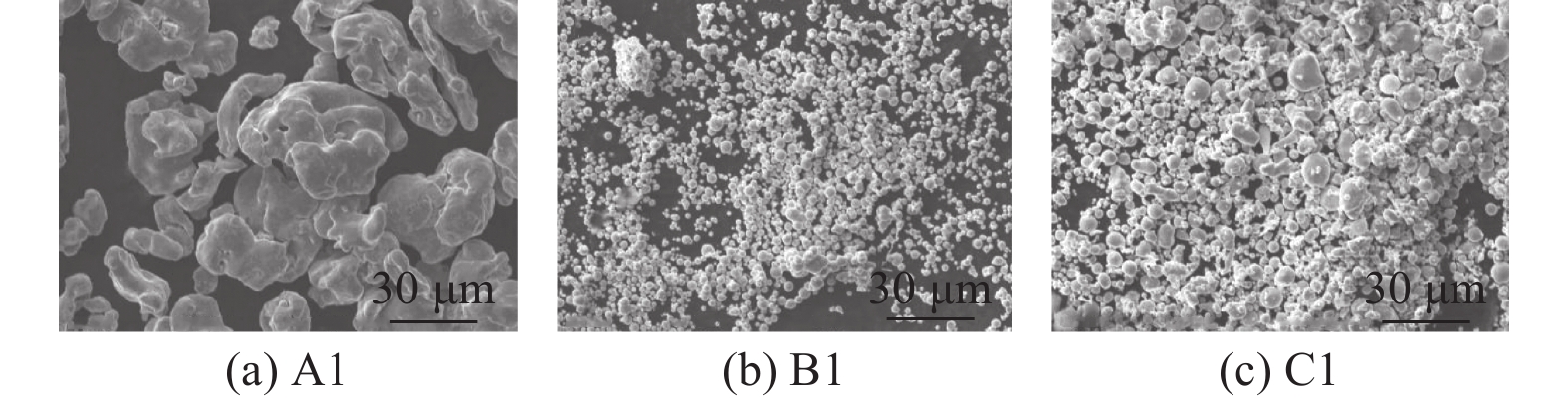
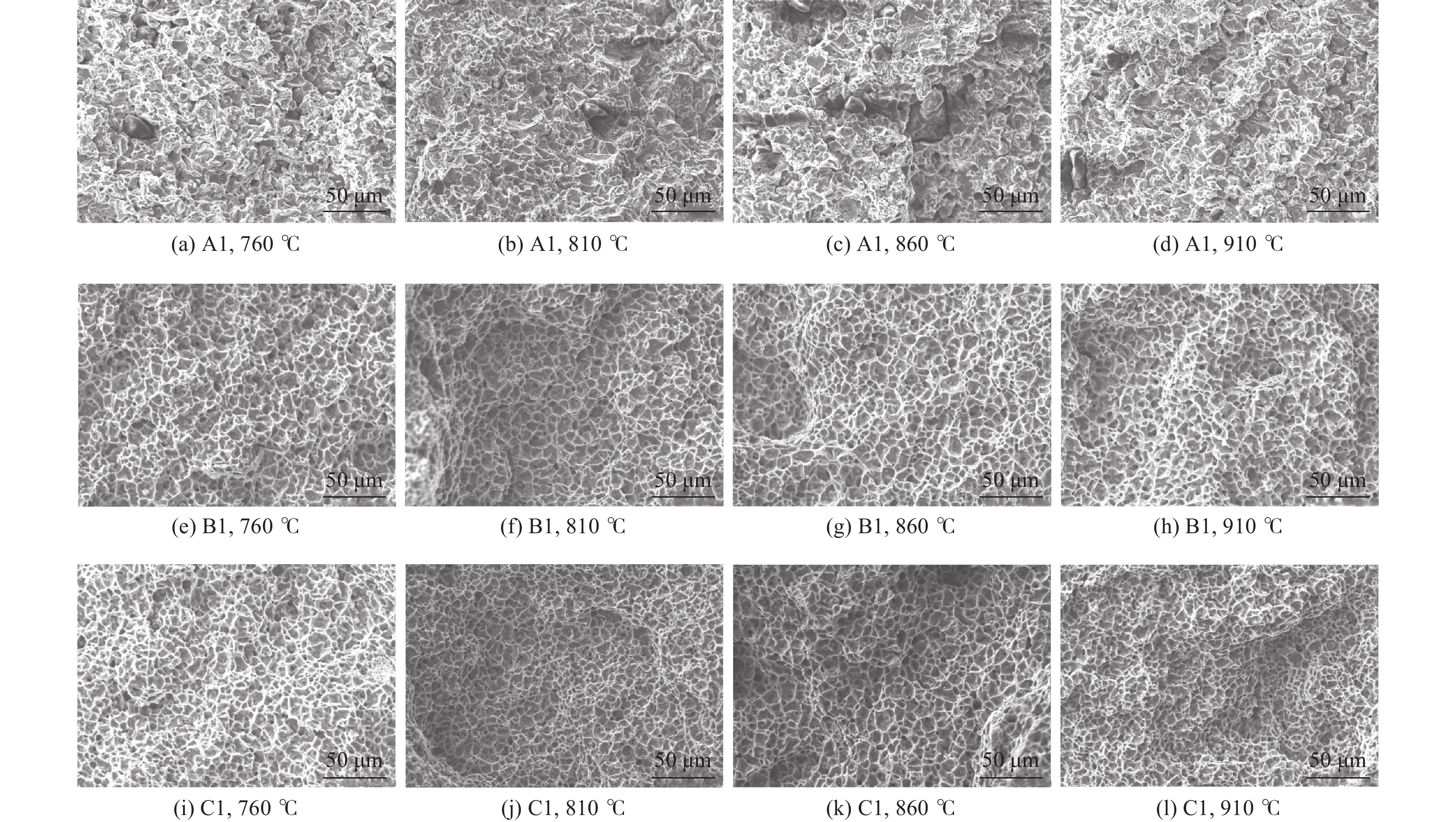
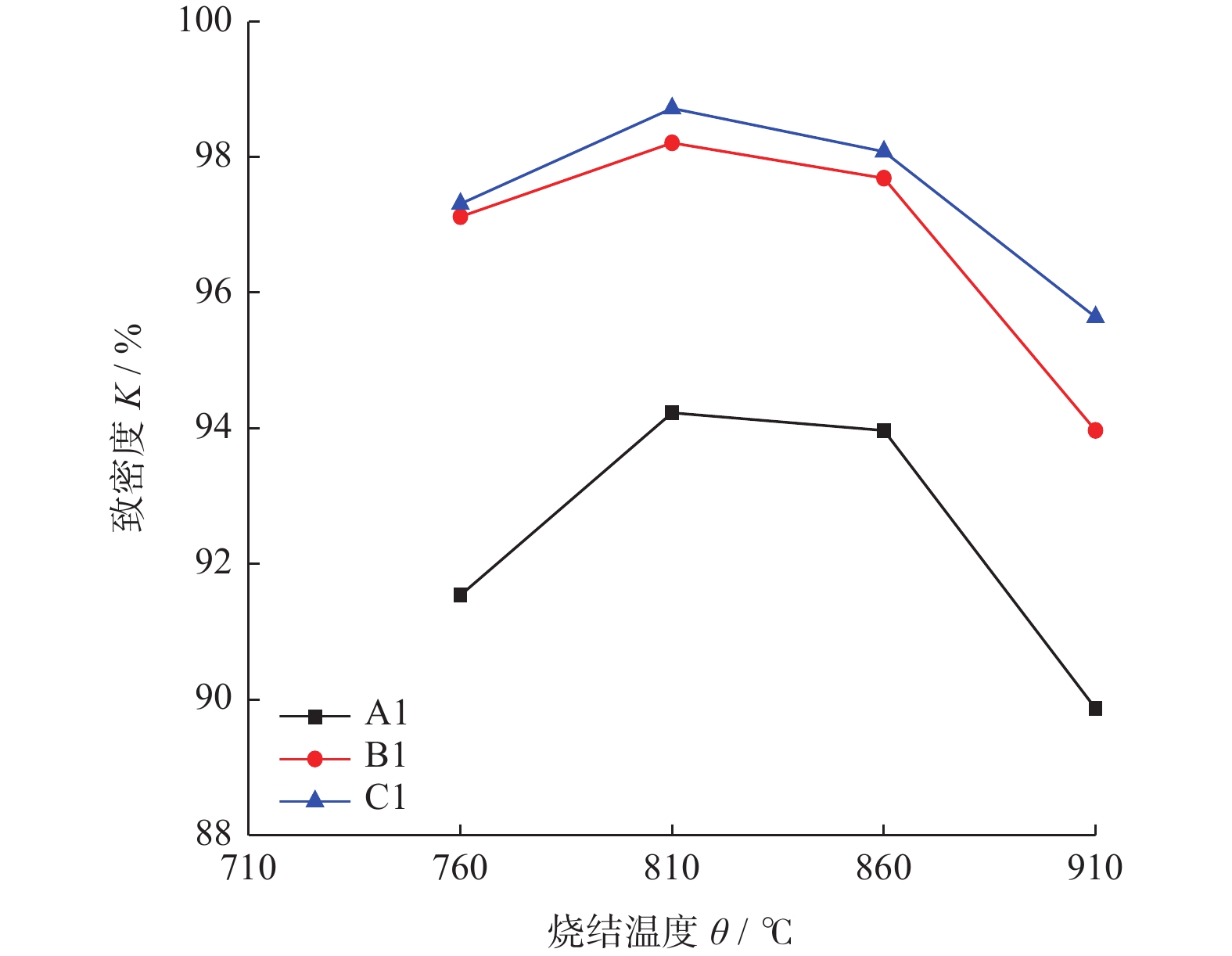
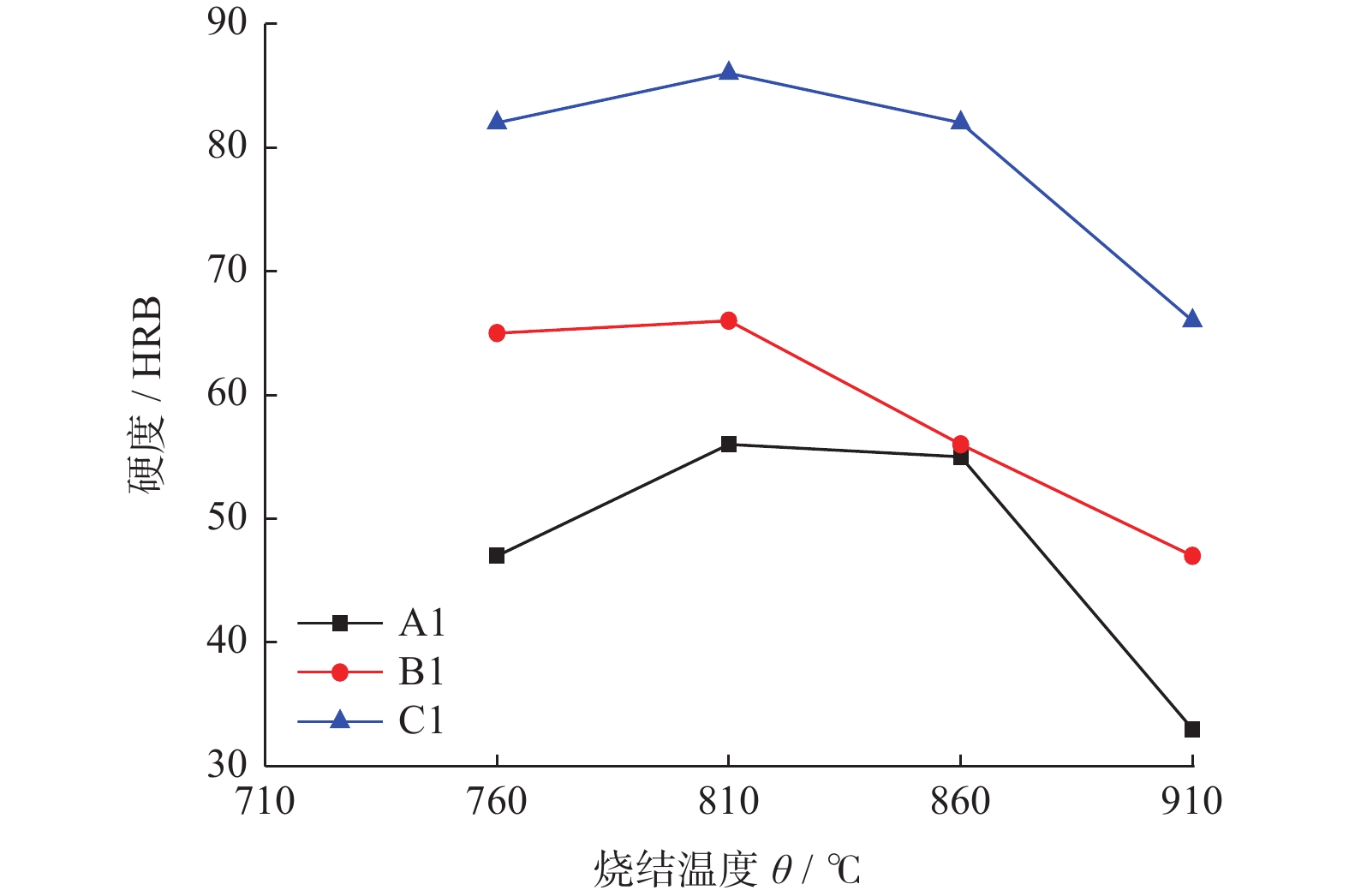
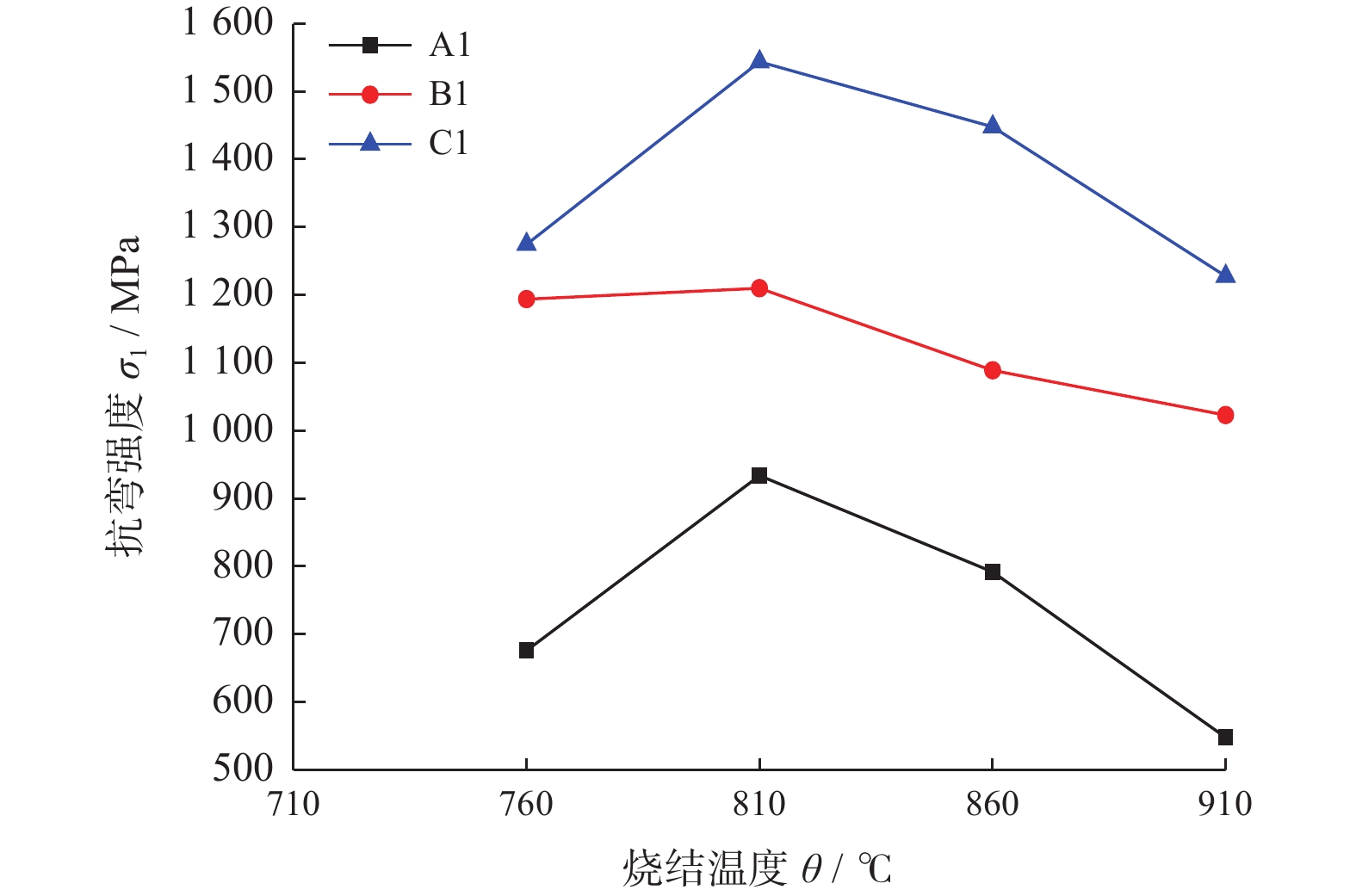
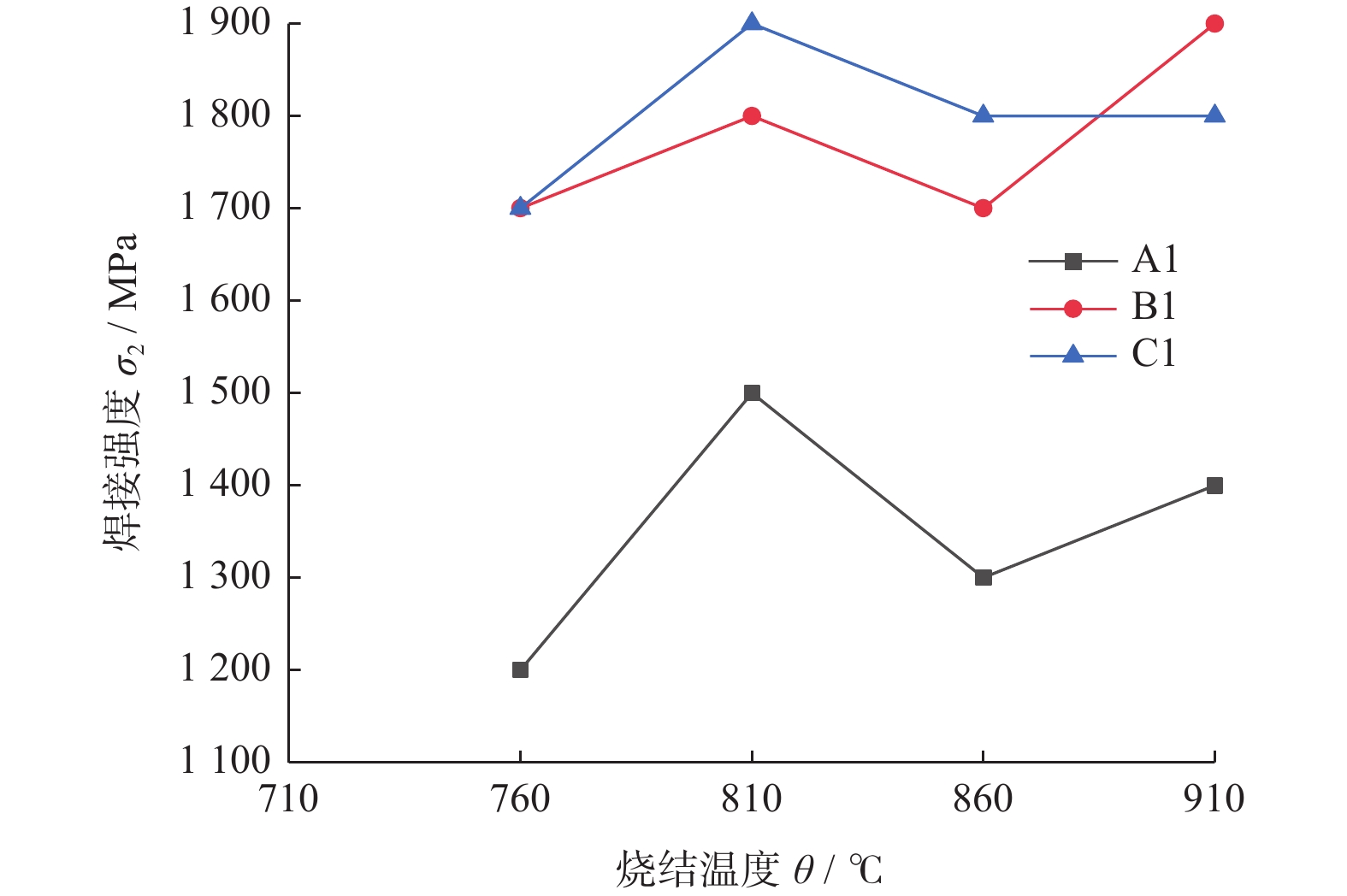
用水气联合雾化工艺制备超细铁粉,对比超细铁粉、还原铁粉和羰基铁粉的物性和微观形貌,并在一定的热压工艺下制备3种铁粉的烧结块,考察其断口形貌和力学性能;同时,在一定焊接条件下将3种铁粉应用于激光焊锯片的过渡层,考察其焊接性能。结果表明:水气联合雾化工艺制备的超细铁粉颗粒较细、氧含量低、纯度和球形度高、烧结活性好;且烧结块断口存在明显韧窝组织,其韧性较高,在较低的烧结温度下便可达到较大的致密度、硬度及抗弯强度。将超细铁粉应用到激光焊锯片过渡层中,锯片焊接强度远高于欧盟EN13236标准规定的600 MPa。在烧结压力为35 MPa、烧结温度为810 ℃、保温时间为3 min时制作刀头,再用此刀头制作锯片,锯片达到的最大焊接强度为1 900 MPa。


 摘要
摘要 HTML
HTML PDF 5128KB
PDF 5128KB 施引文献
施引文献




































 第二轮(征文)通知
第二轮(征文)通知






 邮件订阅
邮件订阅 RSS
RSS