摘要:
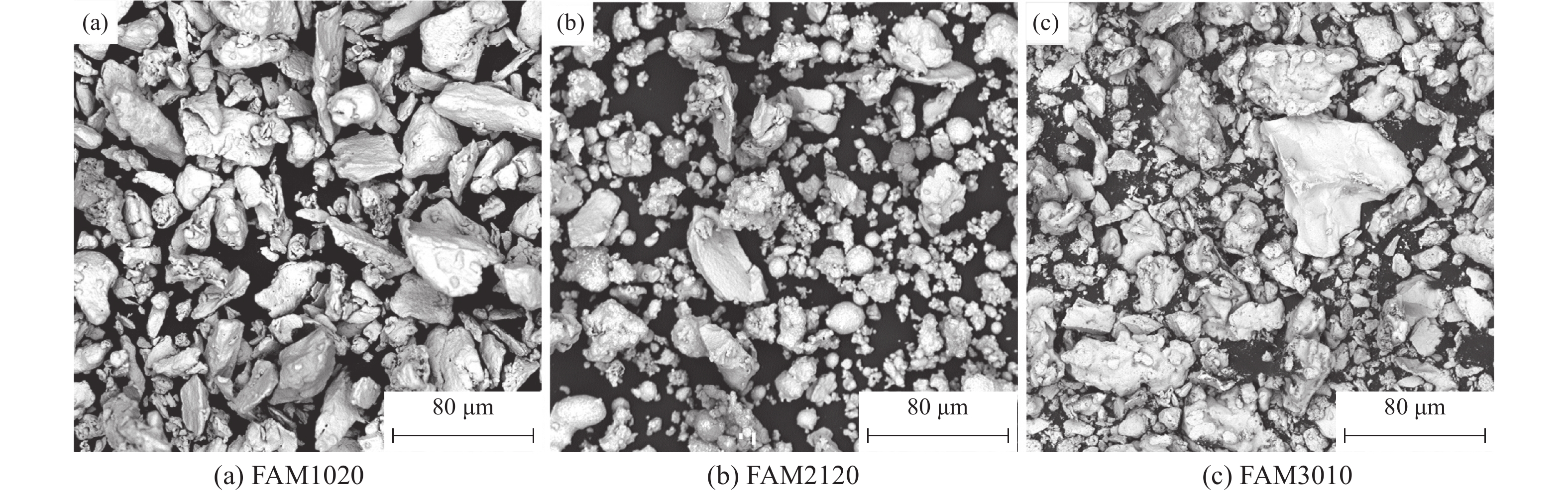
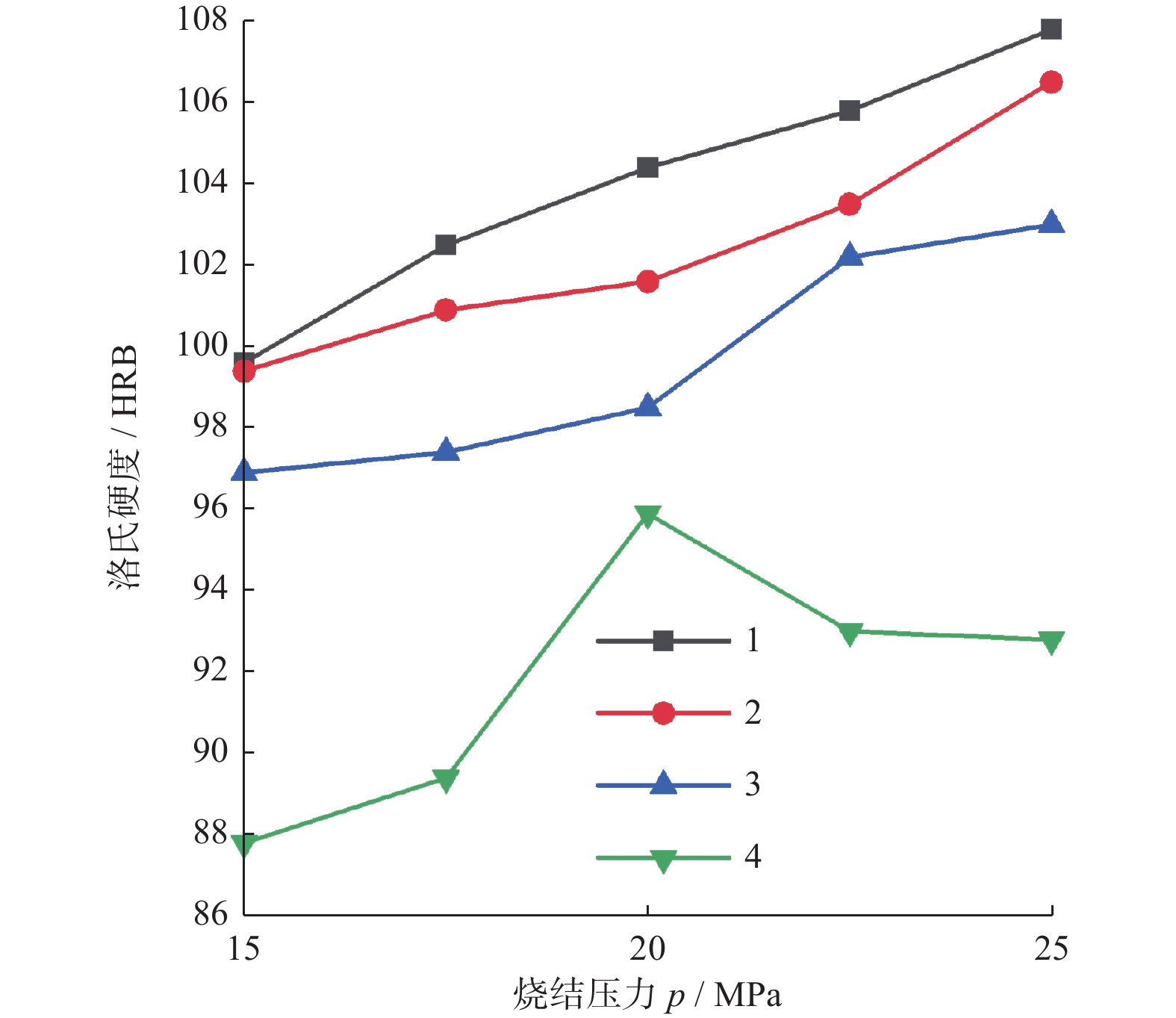
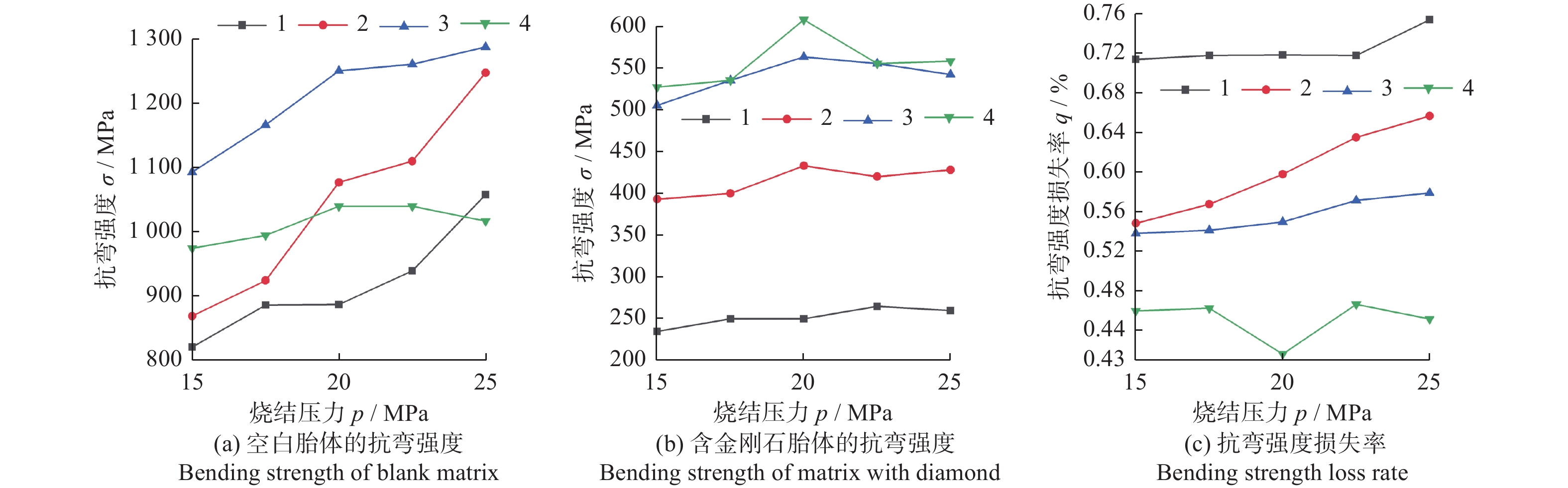
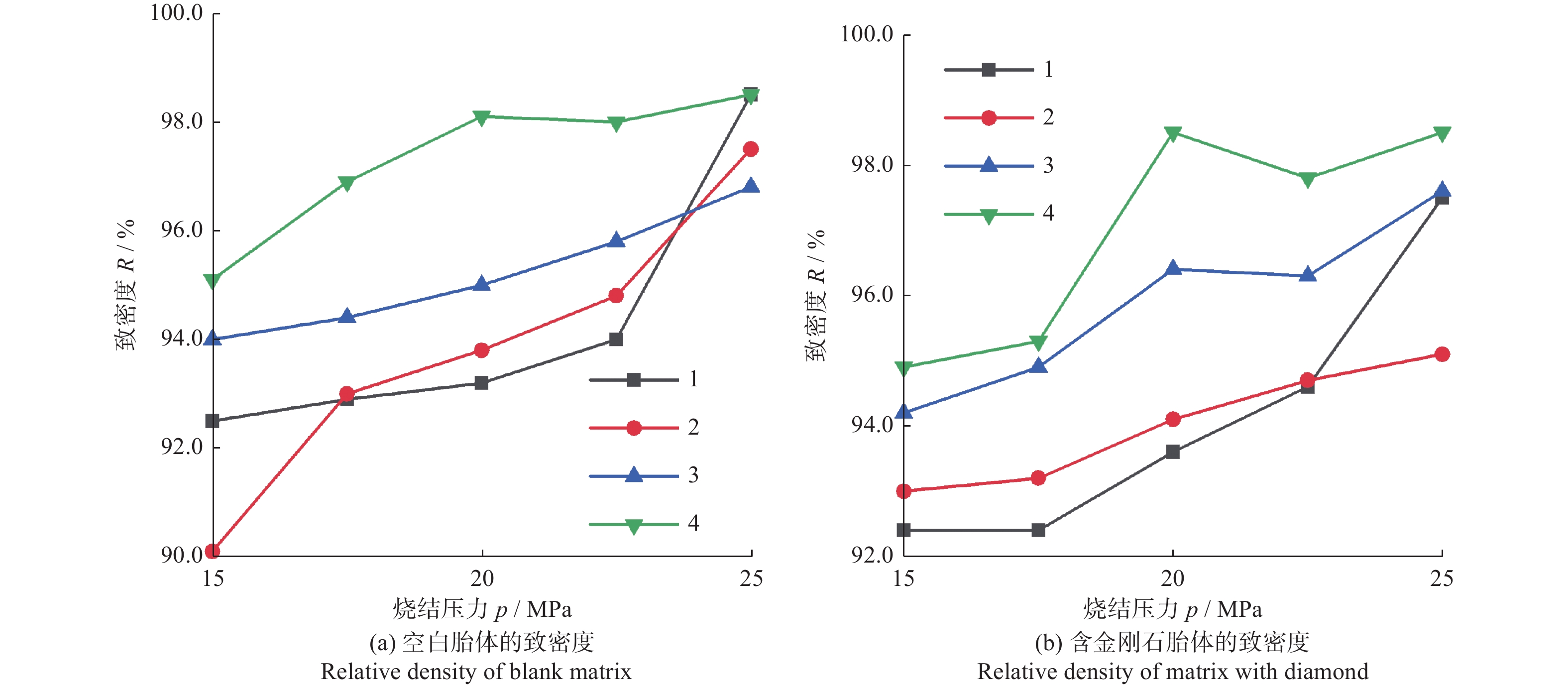
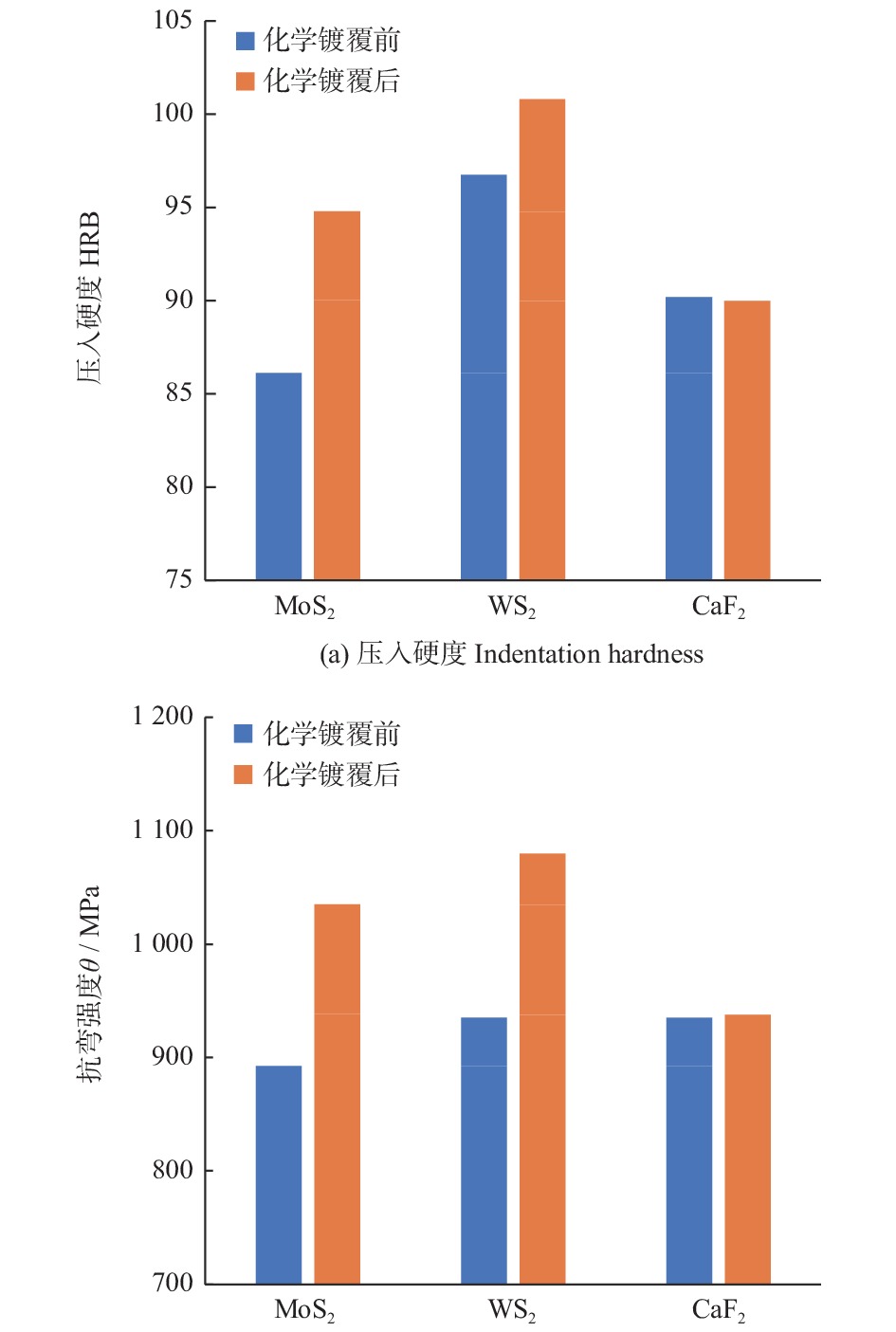
在烧结温度为950 ℃、保温时间为5 min及不同烧结压力条件下开展热压烧结试验,对比研究烧结压力对3种低液相Fe基预合金钻头胎体和1种传统Fe基钻头胎体性能的影响,具体包括胎体压入硬度、抗弯强度、致密度和金刚石包镶强度等力学性能,以及金刚石的热损伤情况和钻头胎体的微观组织结构与形貌特征等。结果表明:随着烧结压力增大,低液相空白胎体的压入硬度、抗弯强度和致密度逐渐增大,而传统Fe基空白胎体的压入硬度和抗弯强度呈现先增大后减小的趋势,其致密度为增大趋势;对于含金刚石的胎体,低液相与传统Fe基胎体抗弯强度均随烧结压力增大而增大,当烧结压力为20 MPa时,继续增大压力,低液相含金刚石胎体的抗弯强度趋于稳定,而传统Fe基含金刚石胎体的抗弯强度略有下降。同时,随着烧结压力的增大,低液相胎体的均一性明显增强,但金刚石的热损伤加剧。综合胎体的力学性能与断口形貌特征,优选的烧结压力为20 MPa,此时的低液相Fe基预合金胎体硬度、抗弯强度可满足孕镶金刚石钻头需要。


 摘要
摘要 HTML
HTML PDF 5704KB
PDF 5704KB 施引文献
施引文献














































 第二轮(征文)通知
第二轮(征文)通知






 邮件订阅
邮件订阅 RSS
RSS