CN 41-1243/TG
ISSN 1006-852X
EN
高级检索+
首页
期刊简介
编委会
编委会
编委会章程
青年编委会章程
在线投稿
期刊在线
最新录用
过刊浏览
当期目录
下载排行
浏览排行
引用排行
高级检索
期刊动态
学术日历
2023
2024
2025
出版伦理
常见问题
联系我们
所有
标题
作者
关键词
摘要
Doi
栏目
作者地址
基金
中图分类号
首页
期刊简介
编委会
编委会
编委会章程
青年编委会章程
在线投稿
期刊在线
最新录用
过刊浏览
当期目录
下载排行
浏览排行
引用排行
高级检索
期刊动态
学术日历
2023
2024
2025
出版伦理
常见问题
联系我们
留言板
尊敬的读者、作者、审稿人, 关于本刊的投稿、审稿、编辑和出版的任何问题, 您可以本页添加留言。我们将尽快给您答复。谢谢您的支持!
姓名
邮箱
手机号码
标题
留言内容
验证码
2021年 第41卷 第5期
上一期
|
下一期
选择全部
显示方式:
特种加工技术在再制造领域中的应用与发展
牛梓源
,
陈燕
,
张泽群
,
韩冰
2021, 41(5): 1-8.
doi:
10.13394/j.cnki.jgszz.2021.5.0001
摘要
(
1556
)
HTML
(
588
)
PDF 1554KB
(
86
)
施引文献
(
)
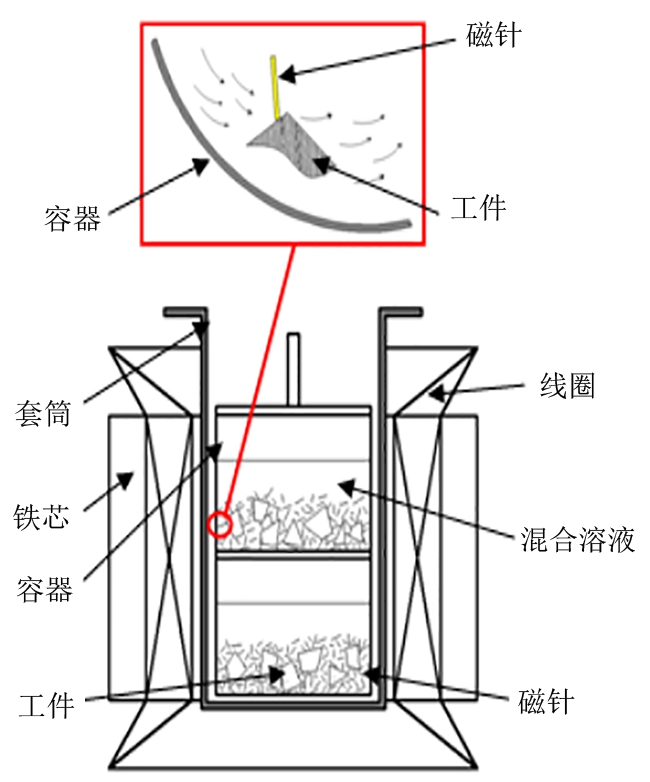
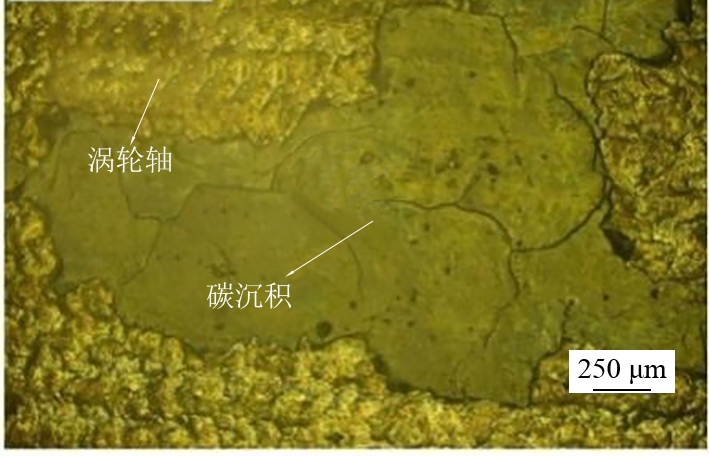
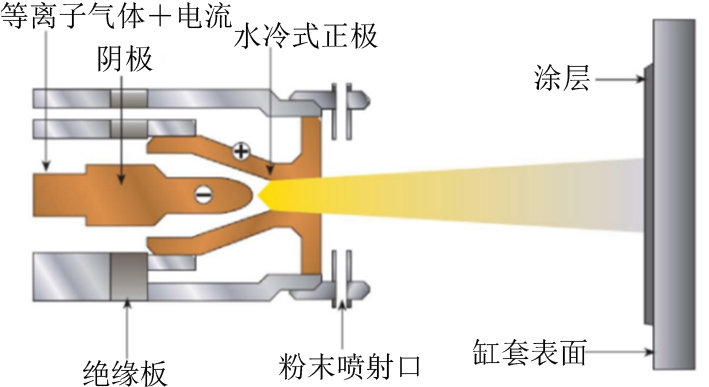
摘要:
特种加工技术能完成许多传统加工技术无法完成的加工任务,近年来越来越多地被应用于再制造领域。再制造是指对废旧的零部件进行再加工,以达到弥补缺陷、再次使用的目的,该技术有利于降低制造成本、缩短制造周期、节约资源。本文首先对再制造的工艺流程进行简介,再分别介绍磁力研磨技术、焊接技术、热喷涂技术、激光熔覆技术等特种加工技术的特点及其在再制造领域的应用,最后对再制造技术的发展进行初步展望。
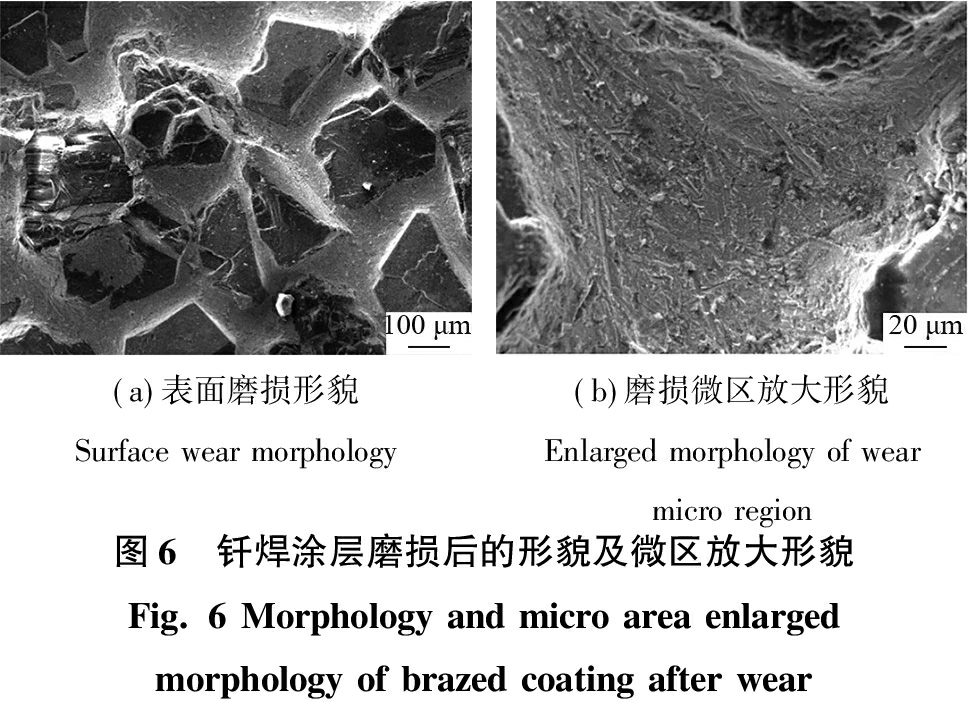
钎涂金刚石在盾构刀具再制造中的应用
吴奇隆
,
张雷
,
孙华为
,
孙志鹏
,
贾连辉
,
傅玉灿
,
朱晨颖
2021, 41(5): 9-13.
doi:
10.13394/j.cnki.jgszz.2021.5.0002
摘要
(
1125
)
HTML
(
486
)
PDF 1815KB
(
41
)
施引文献
(
)
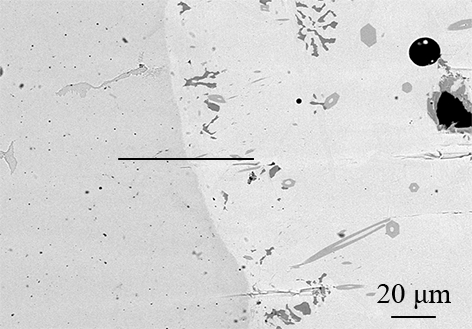
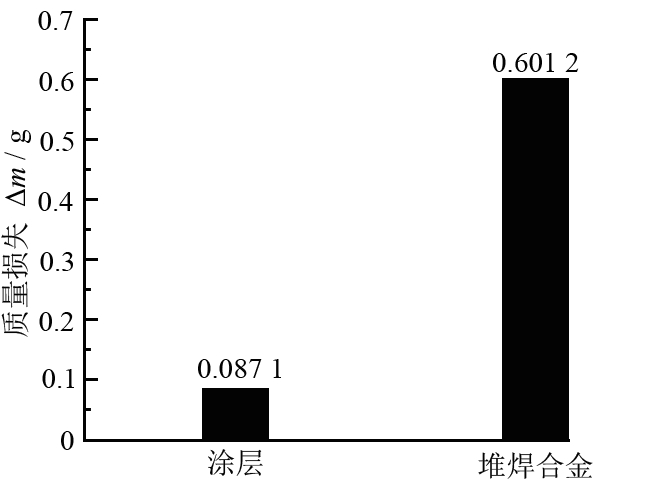
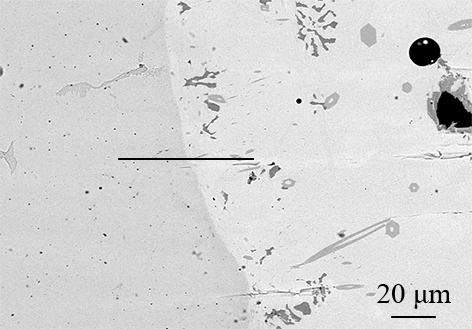
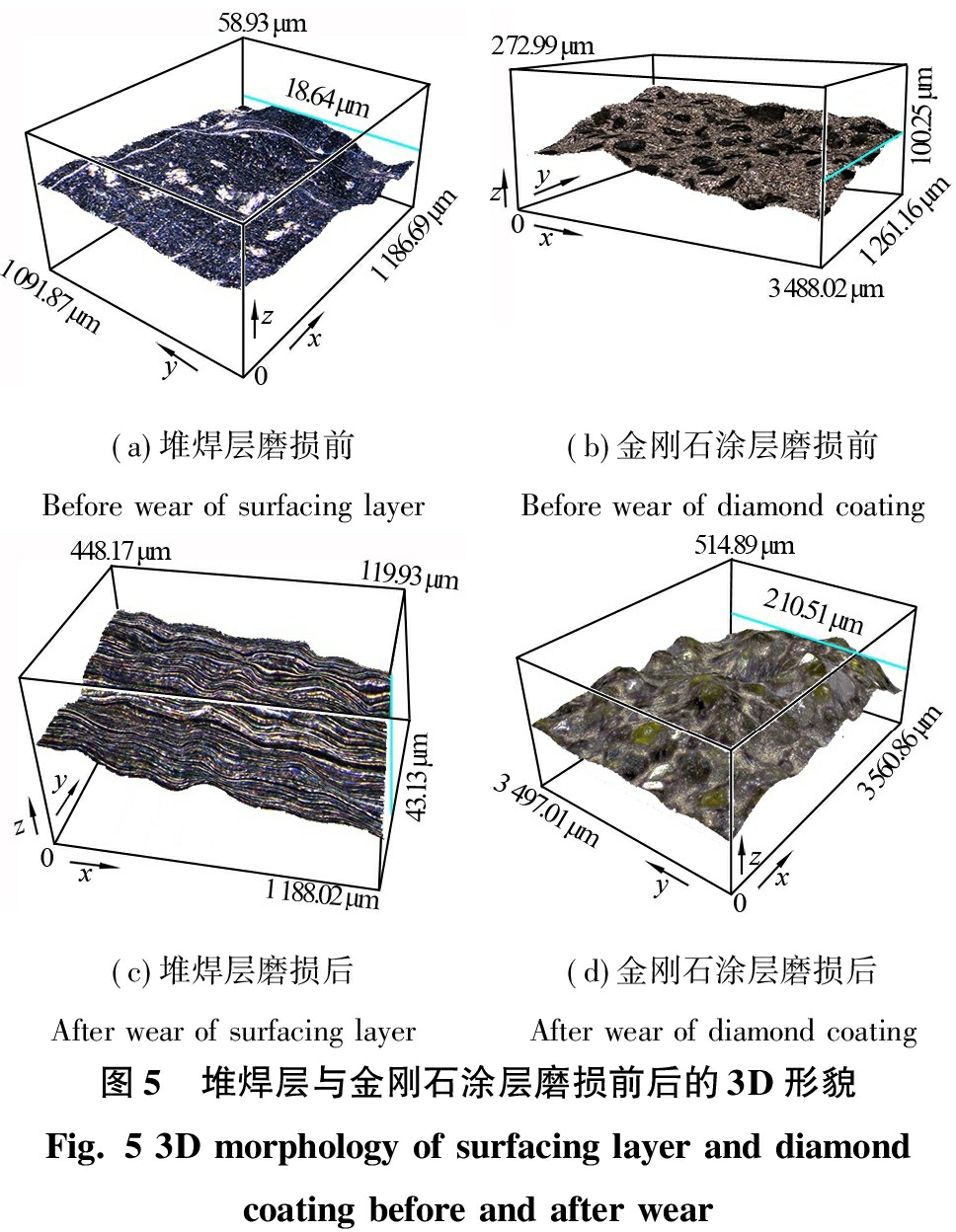
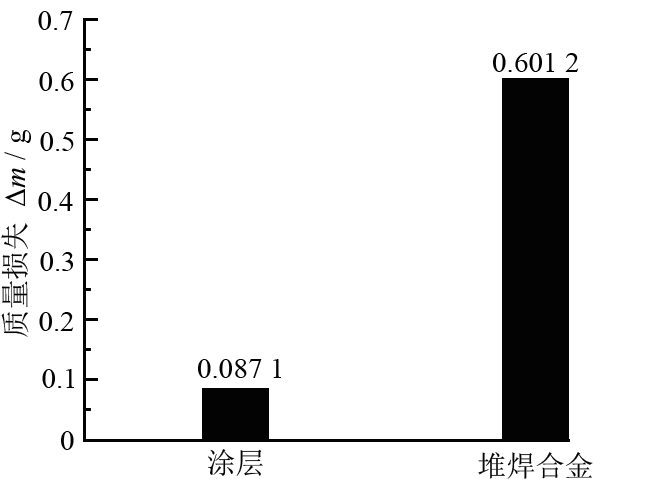
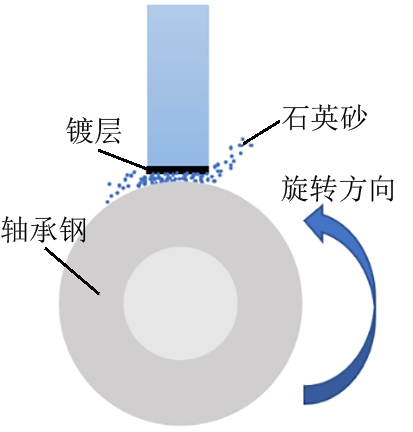
摘要:
采用感应钎焊的方法,在堆焊层上制备金刚石耐磨复合涂层。对涂层进行磨粒磨损实验,并通过体视显微镜、扫描电镜、能谱分析和磨损质量损失表征钎涂界面的组织和磨痕特征。结果表明:金刚石复合涂层形成良好,金刚石弥散分布在复合涂层中,钎料与堆焊层之间形成了约5 μm的钎焊反应界面,并实现良好的冶金结合;在相同磨损实验条件下,堆焊层的质量损失为0.601 2 g,钎涂金刚石再制造试件的质量损失为0.087 1 g,约为堆焊层的14.5%。
纳米金刚石粒径对Ni-P化学复合镀层耐磨性和耐腐蚀性的影响
向春彦
,
张凤林
,
王健
,
汤宏群
2021, 41(5): 14-20.
doi:
10.13394/j.cnki.jgszz.2021.5.0003
摘要
(
1289
)
HTML
(
570
)
PDF 2978KB
(
45
)
施引文献
(
)
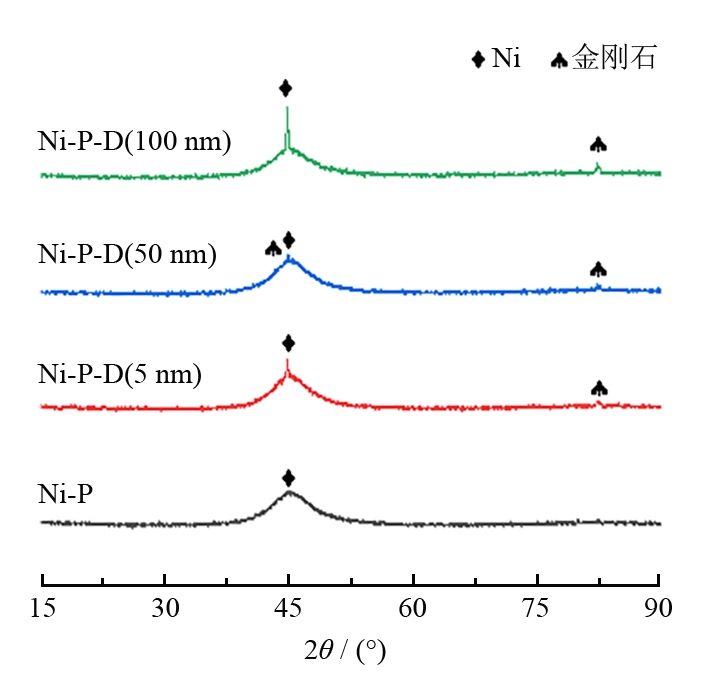
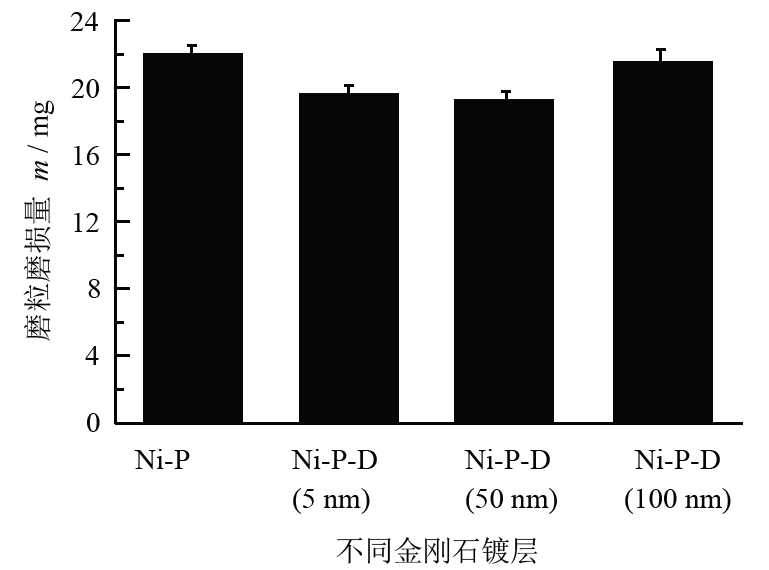
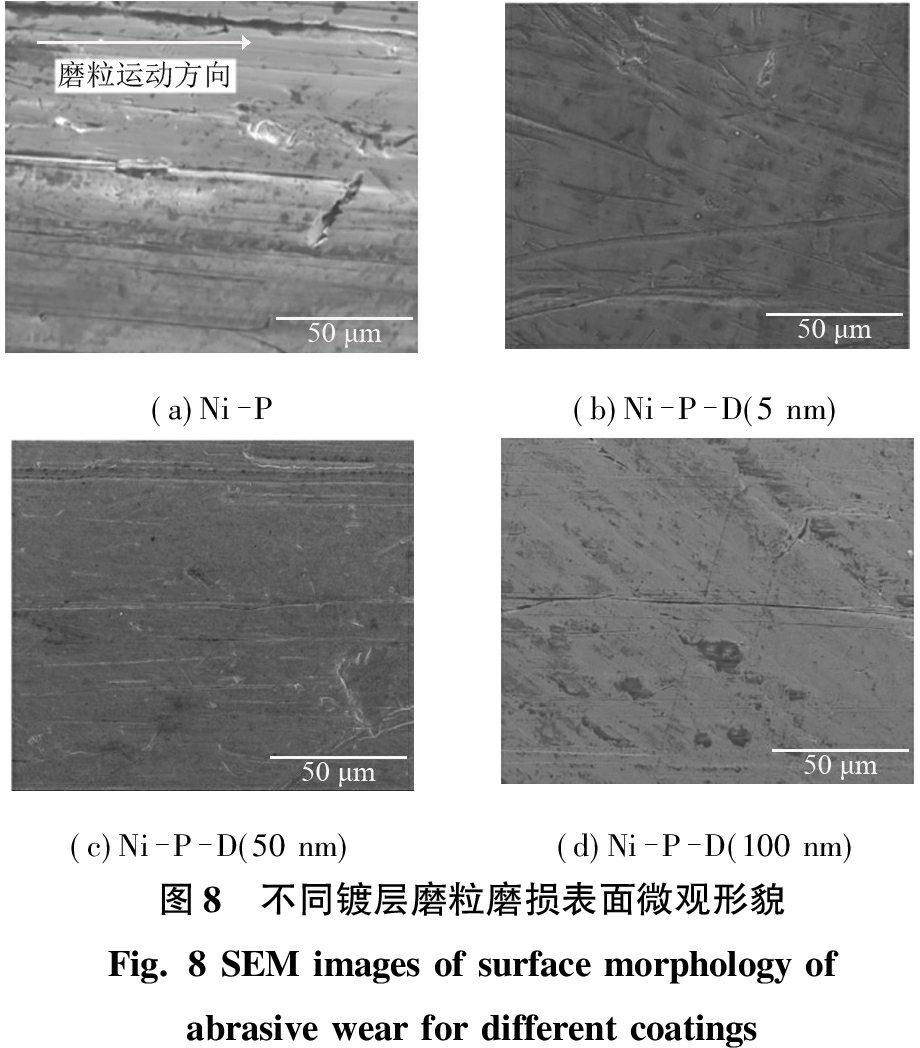
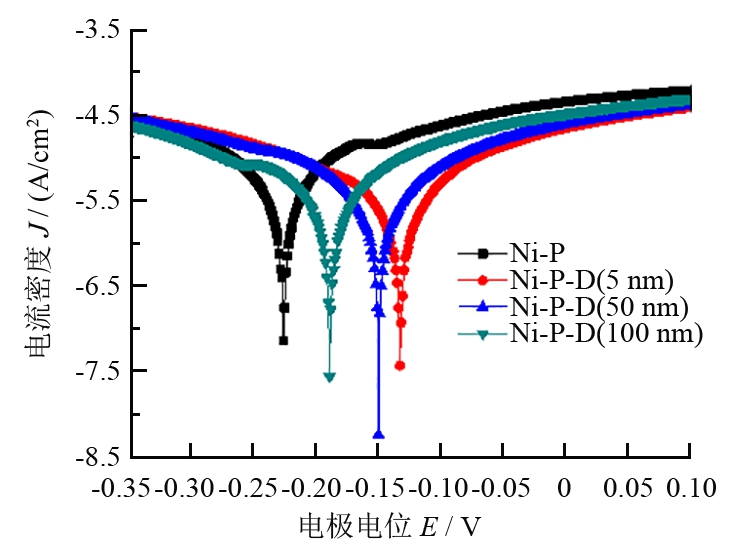
摘要:
为提高化学镀镀层的耐磨性和耐腐蚀性,采用化学镀制备含不同粒径的纳米金刚石Ni-P-D复合镀层,通过SEM、XRD、摩擦磨损试验、磨粒磨损试验和电化学试验,探究纳米金刚石粒径对Ni-P镀层微观形貌、力学性能、摩擦磨损性能、磨粒磨损性能和耐腐蚀性能的影响。经化学复合镀可以得到与基体结合良好,厚度约为30 μm,含纳米金刚石的Ni-P-D复合镀层;含50 nm 金刚石的Ni-P-D复合镀层的硬度最高,抗摩擦磨损和磨粒磨损性能最好;随着纳米金刚石粒径减小,Ni-P-D复合镀层的摩擦系数和抗腐蚀能力提高,含5 nm金刚石的Ni-P-D复合镀层的摩擦系数最小,抗腐蚀能力最强。
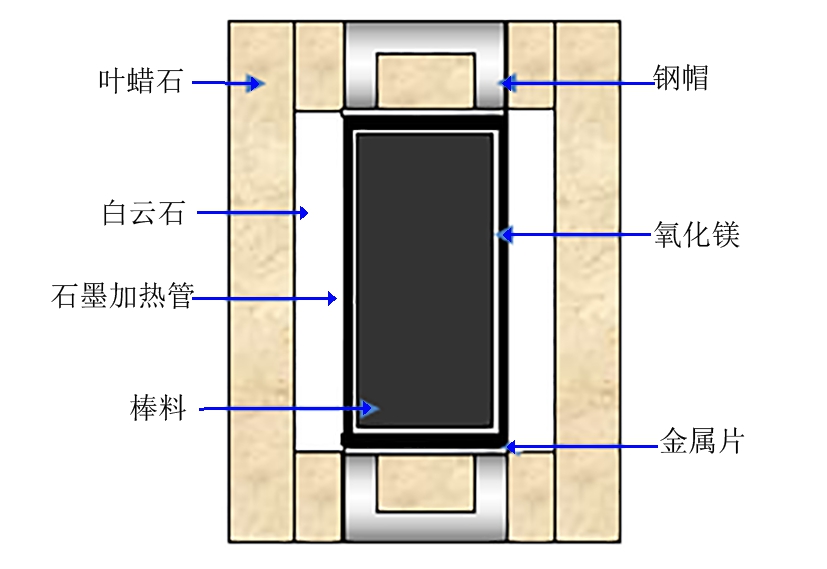
Fe-B-C体系金刚石单晶的高温高压制备与表征
徐洋
,
张壮飞
,
黄国峰
2021, 41(5): 21-25.
doi:
10.13394/j.cnki.jgszz.2021.5.0004
摘要
(
834
)
HTML
(
483
)
PDF 1573KB
(
49
)
施引文献
(
)
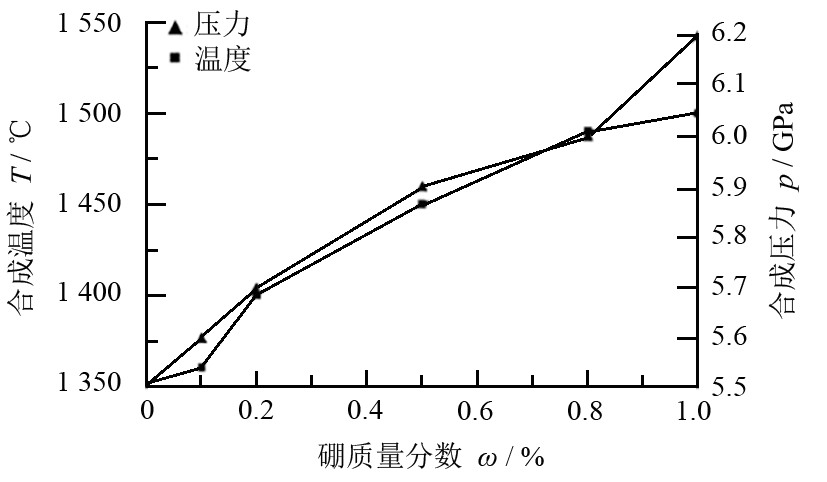
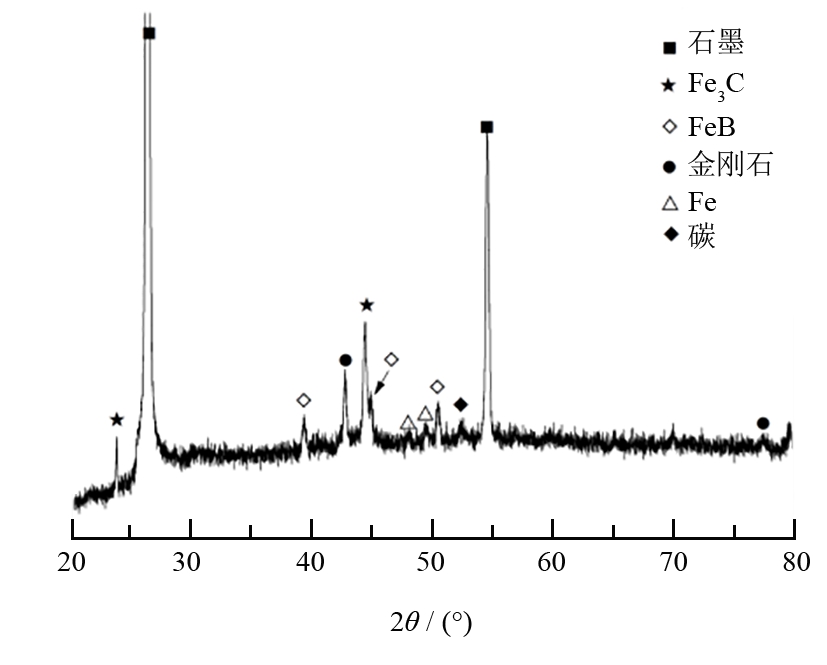
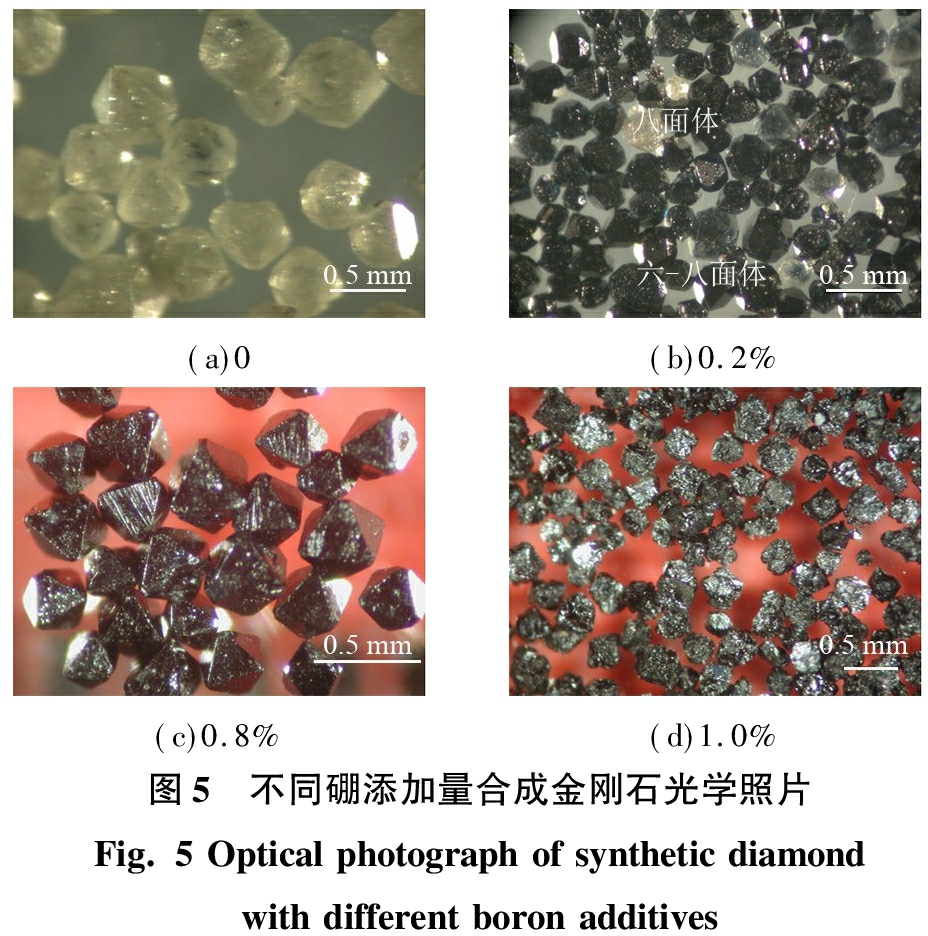
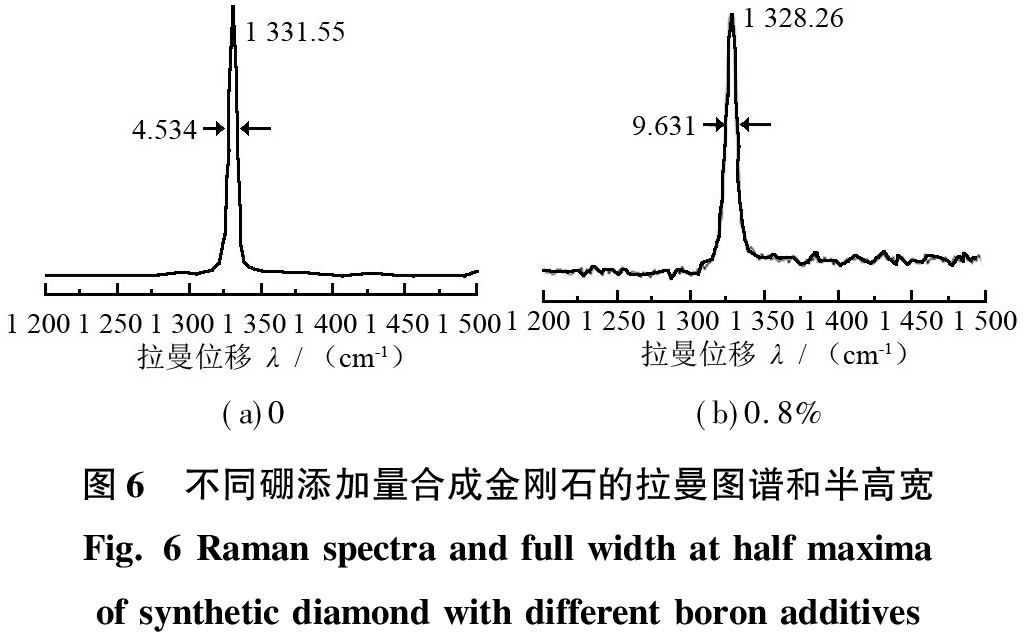
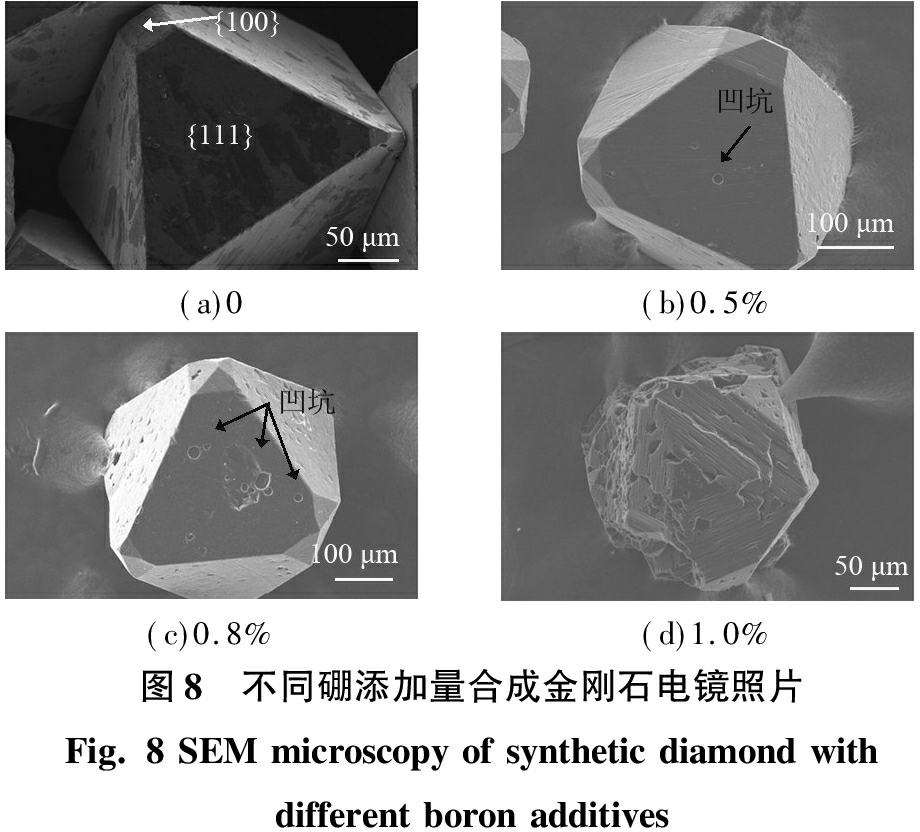
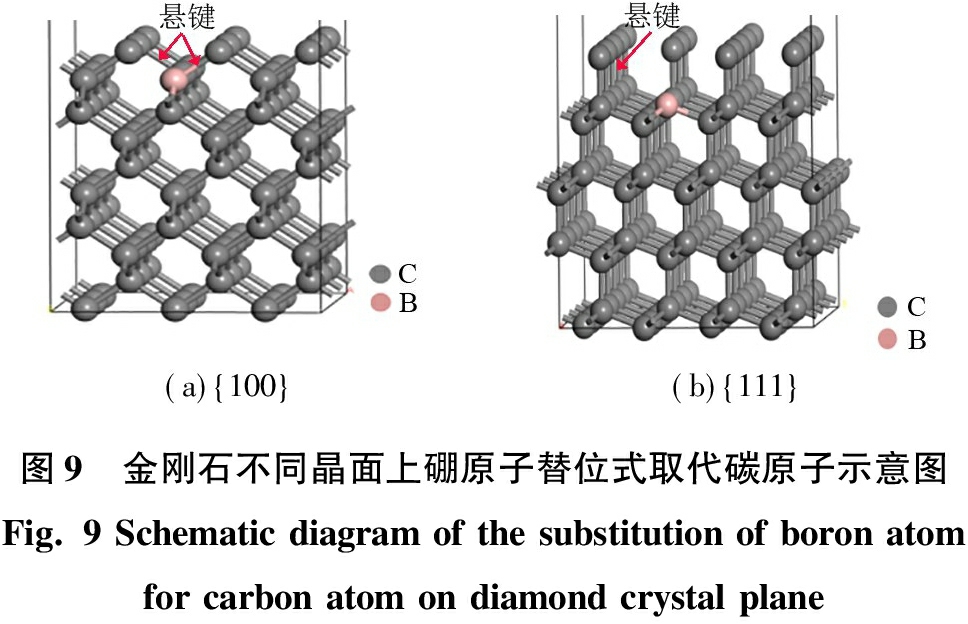
摘要:
在国产六面顶高温高压设备上,利用低价纯铁粉末为触媒开展含硼金刚石的制备研究。研究发现:无定型硼的掺入会导致金刚石合成条件(温度和压力)不断提高;晶体颜色由浅黄色逐渐变为黑色,晶体主要以八面体为主。利用扫描电镜(SEM)分析含硼金刚石的微观形貌,发现:硼添加后金刚石{111}晶面上存在微米尺寸的圆形凹坑。通过Raman光谱研究发现:随着硼掺入量的增加,金刚石特征峰发生蓝移,其半峰宽变大、晶体质量下降。通过红外光谱可以发现较强的Ⅱb型金刚石存在2 800 cm
-1
处的 B-C键特征峰。在纯铁触媒体系中,硼的质量分数在0.2%~0.8%时,均能合成出优质含硼金刚石。
N掺杂石墨化纳米金刚石超级电容器电极材料性能
张金辉
,
李敬
,
郁建元
,
张向红
2021, 41(5): 26-31.
doi:
10.13394/j.cnki.jgszz.2021.5.0005
摘要
(
1042
)
HTML
(
536
)
PDF 1413KB
(
21
)
施引文献
(
)
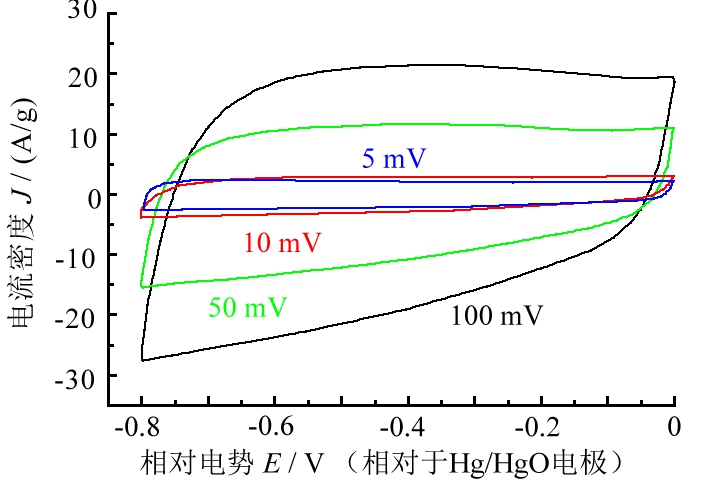
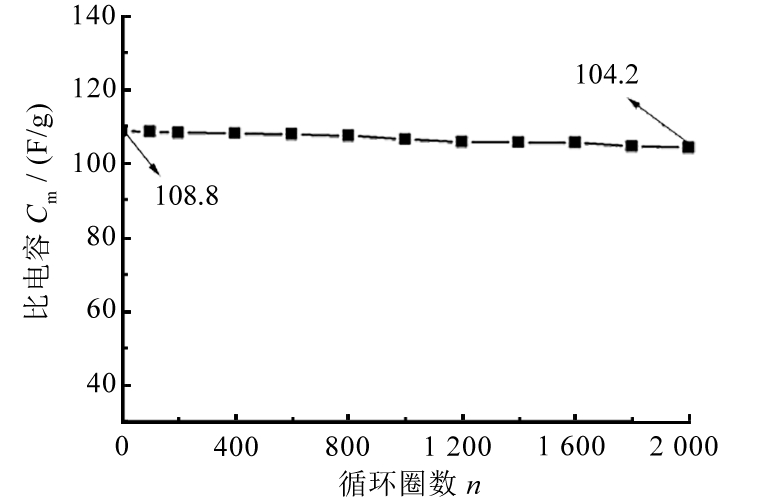
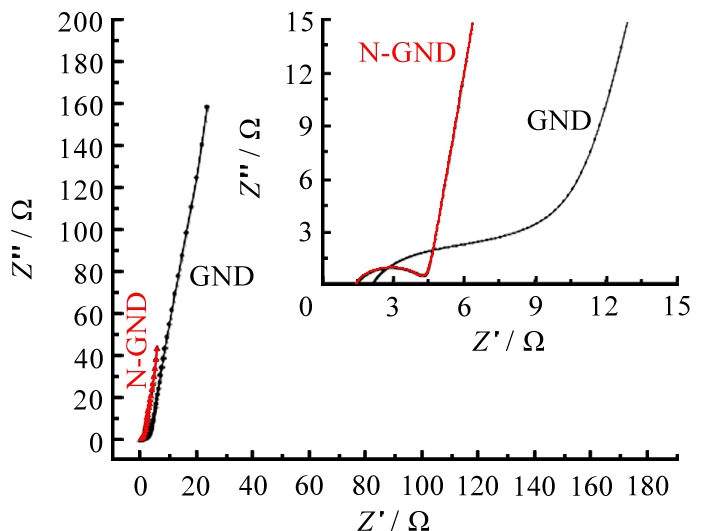
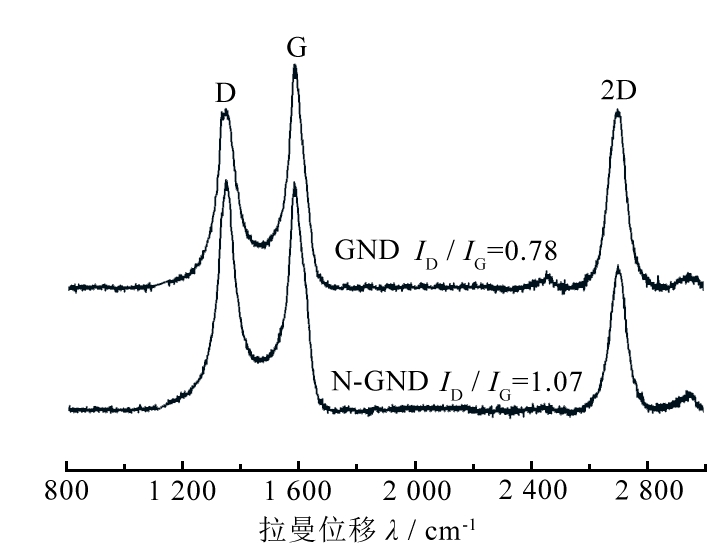
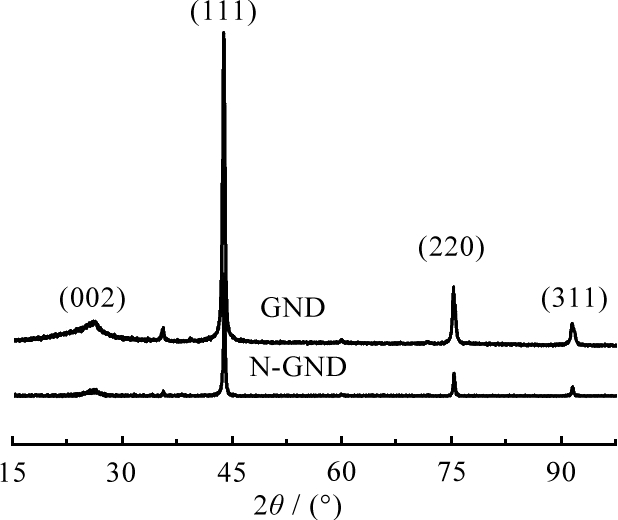
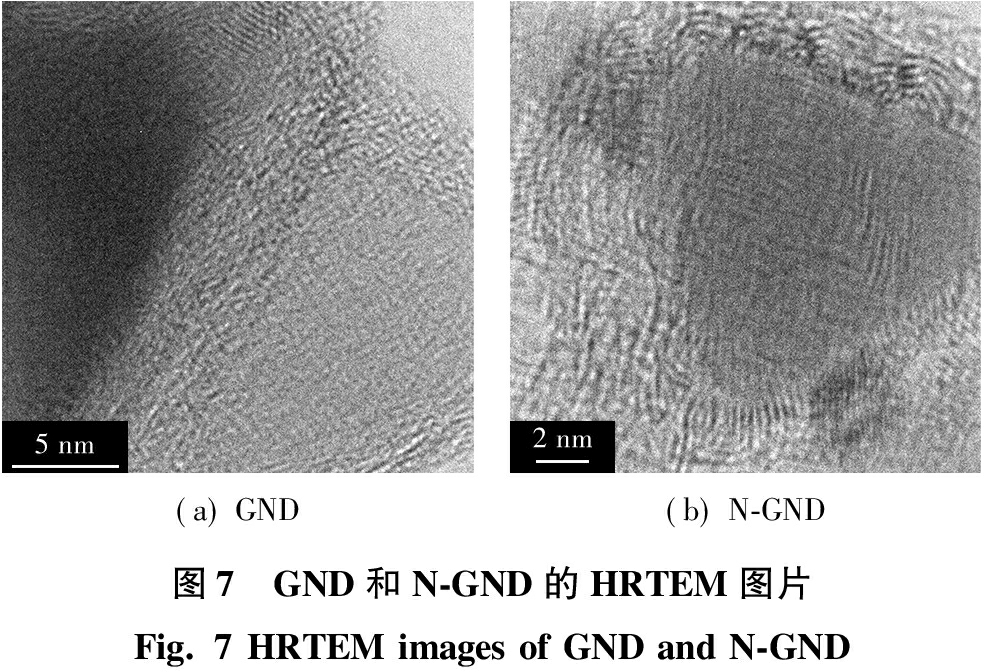
摘要:
为探索制备高能量密度和高循环性能的超级电容器材料,将三聚氰胺与石墨化纳米金刚石(graphitized nano diamond,GND)混合物在N
2
气氛中高温处理,制备表面N掺杂吸附的核壳纳米复合粒子(nitrogen doped GND,N-GND)。由拉曼光谱和X射线衍射分析可知:N原子掺入石墨层中,在一定程度上增加其缺陷, 且不改变其晶体结构。由透射电镜分析可知:N掺杂引起GND周围石墨层出现蜷曲形状。对N-GND粉末电极进行电化学性能测试,结果表明:在扫速为5 mV/s时,电极比电容高达206.7 F/g;在对称两电极体系下的恒流充放电测试中,在电流密度为0.4 A/g时,N-GND的比电容达到198.7 F/g;在50 mV/s的扫描速度下,经2 000圈循环伏安测试后,比电容仅衰减4.23%,表现出优异的循环稳定性。以N-GND作为新型超级电容器电极材料,掺杂吸附的石墨壳层赋予其良好的导电性,GND芯部具有高热稳定性及化学稳定性,可避免传统石墨烯叠聚问题并构造可控的介孔通道,同时N掺杂吸附可提高其电容性能。
铜化学机械抛光的弱缓蚀剂研究
徐浩
,
宋恩敏
,
卞达
,
赵永武
2021, 41(5): 32-39.
doi:
10.13394/j.cnki.jgszz.2021.5.0006
摘要
(
871
)
HTML
(
404
)
PDF 1766KB
(
22
)
施引文献
(
)
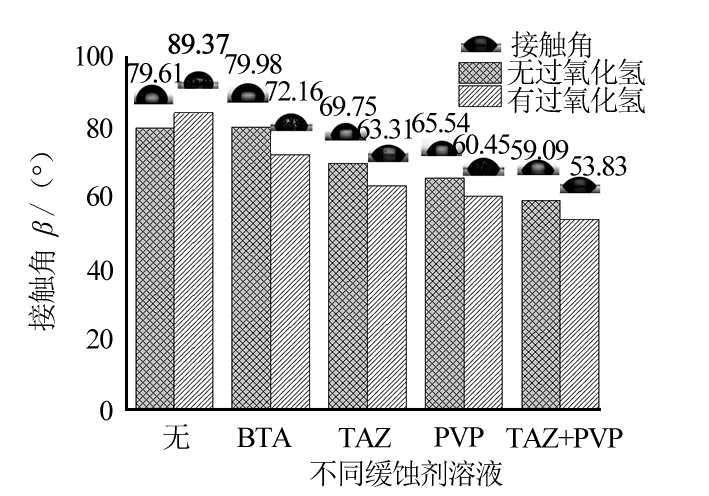
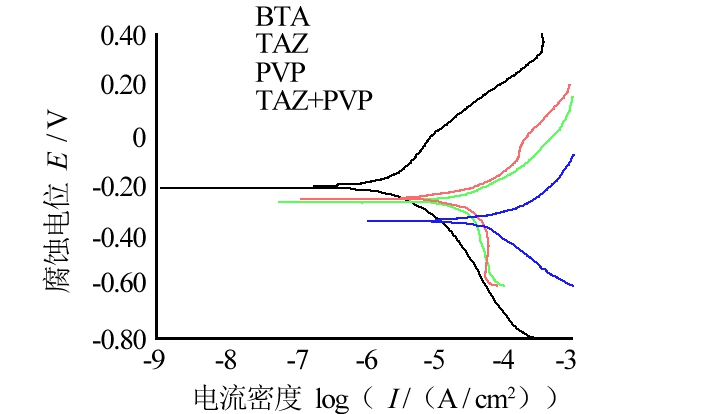
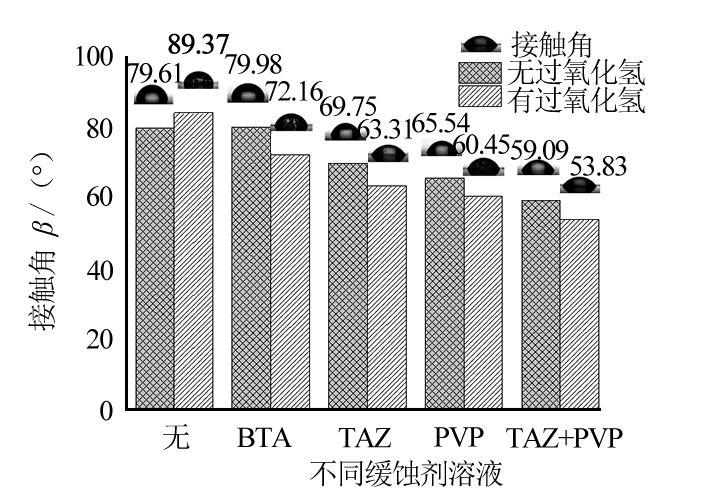
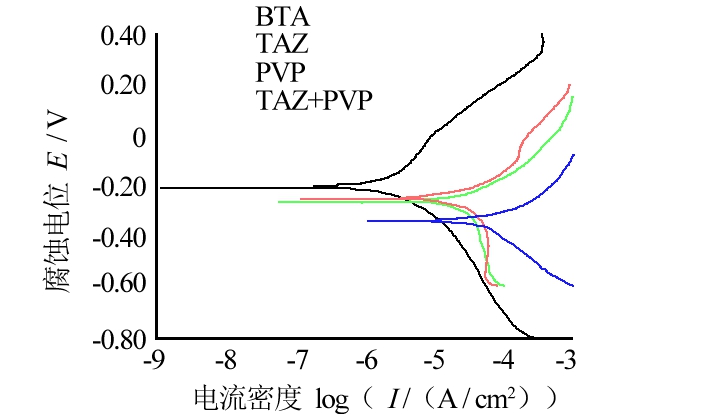
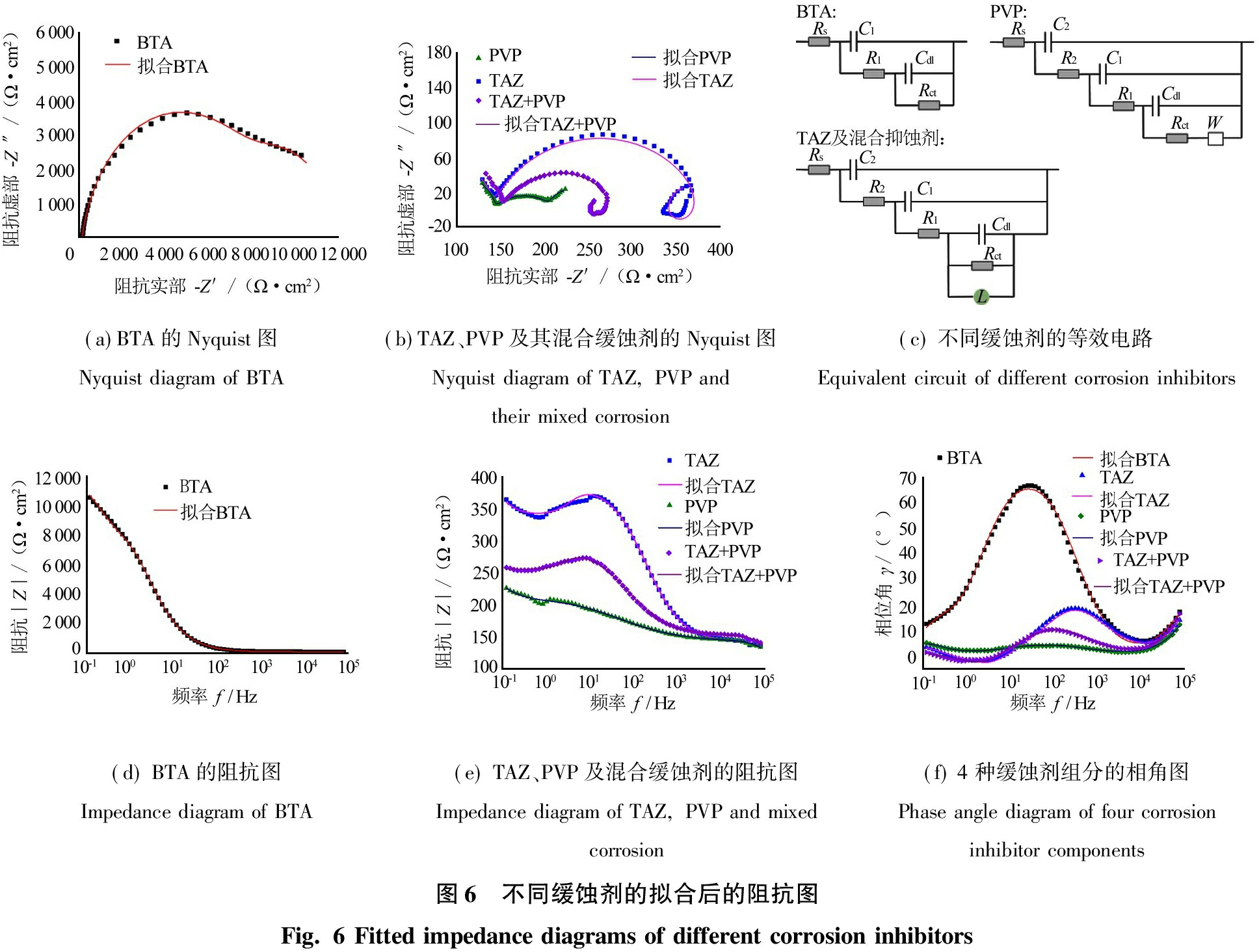
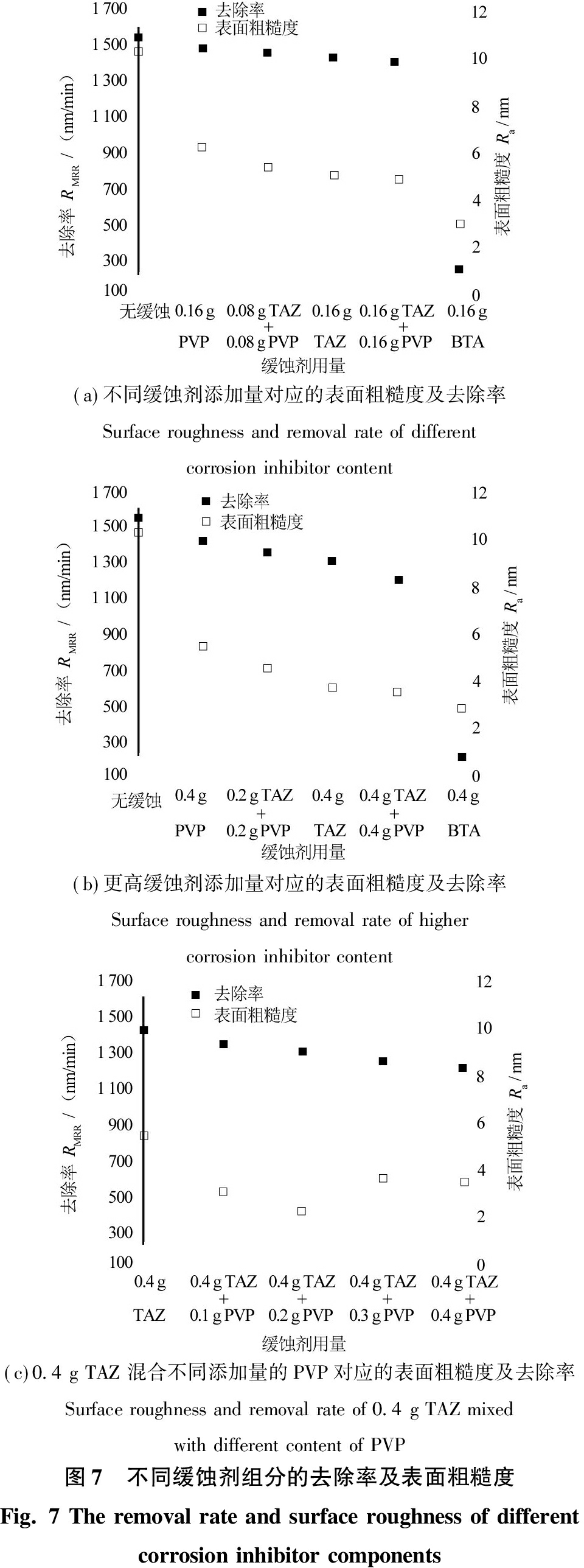
摘要:
利用电化学、接触角、化学机械抛光等试验研究一种新型环保的铜缓蚀剂聚乙烯吡咯烷酮(polyvinyl pyrrolidone,PVP)的效果。结果表明:PVP在铜化学机械抛光中具有一剂多用的效果,将其与另一种环保弱缓蚀剂1, 2, 4-三氮唑(1, 2, 4-triazole,TAZ)混合使用,既能保证平坦化效果,又能实现工业生产所需的低压高去除率抛光,在粗糙度为2.28 nm时, 去除率达到1 291 nm/min。
铝粉改性低温陶瓷结合剂的性能研究
王延铭
,
侯永改
,
夏学锋
,
李文凤
,
侯超
,
彭进
,
邹文俊
2021, 41(5): 40-45.
doi:
10.13394/j.cnki.jgszz.2021.5.0007
摘要
(
1981
)
HTML
(
662
)
PDF 1522KB
(
65
)
施引文献
(
)
摘要:
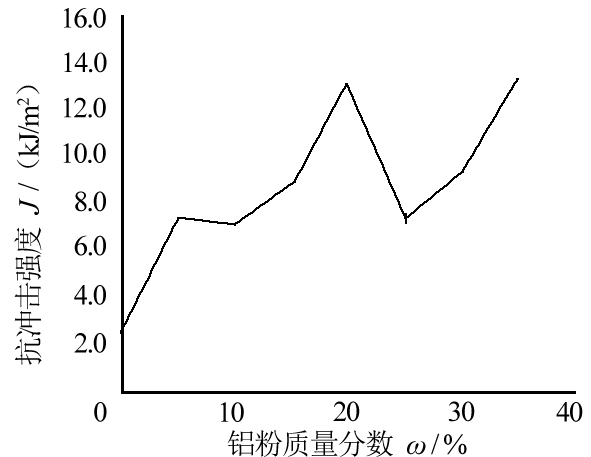
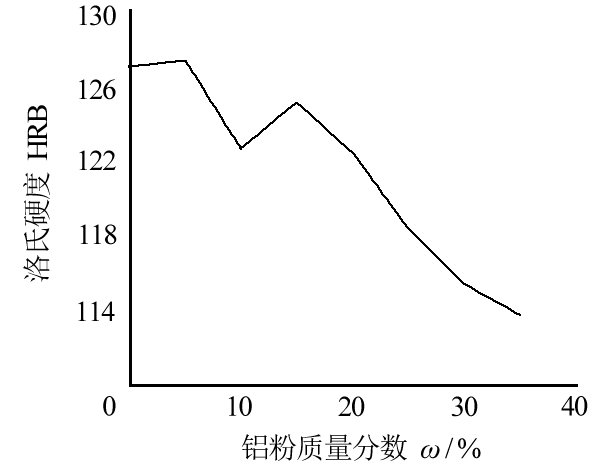
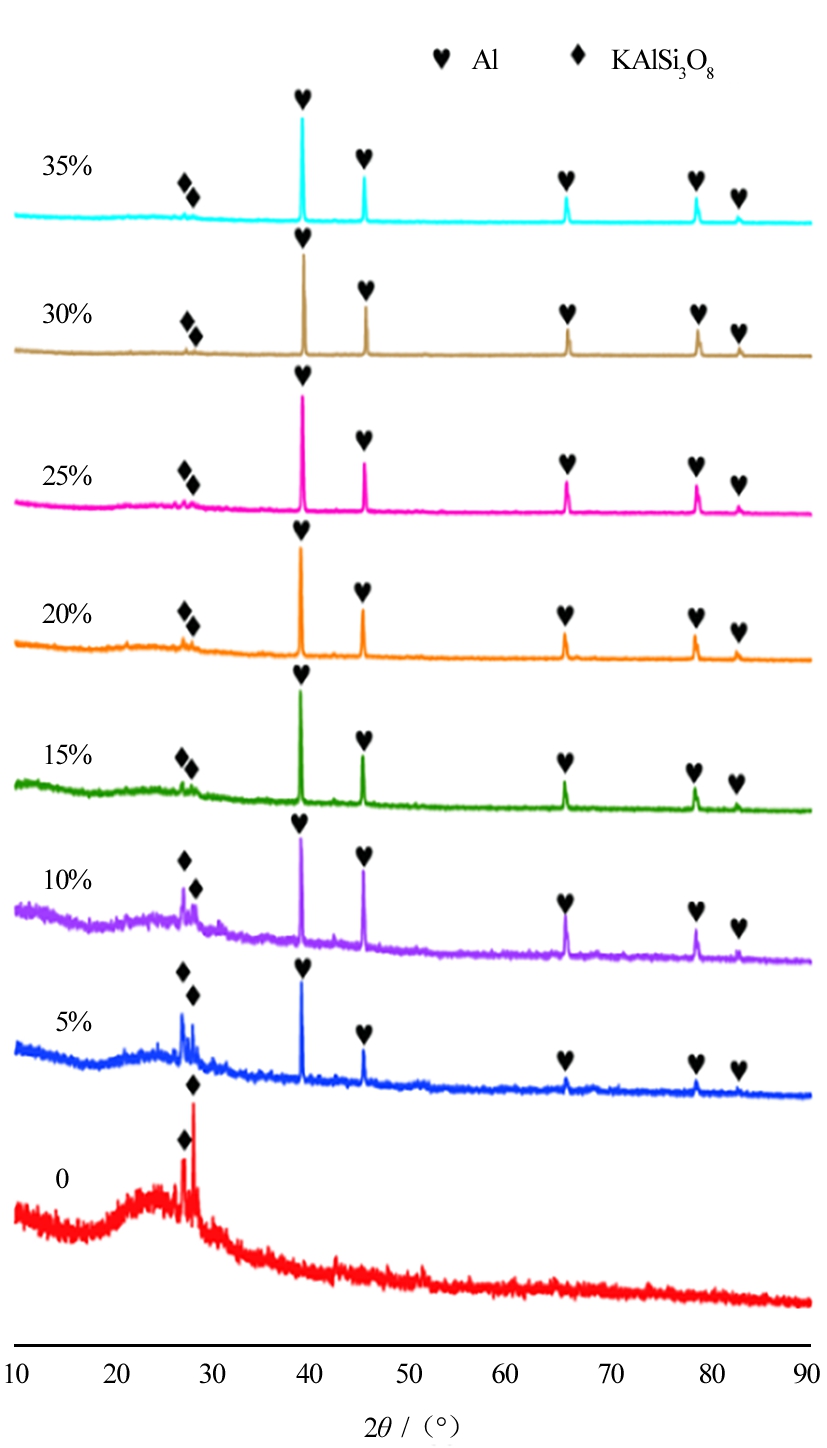
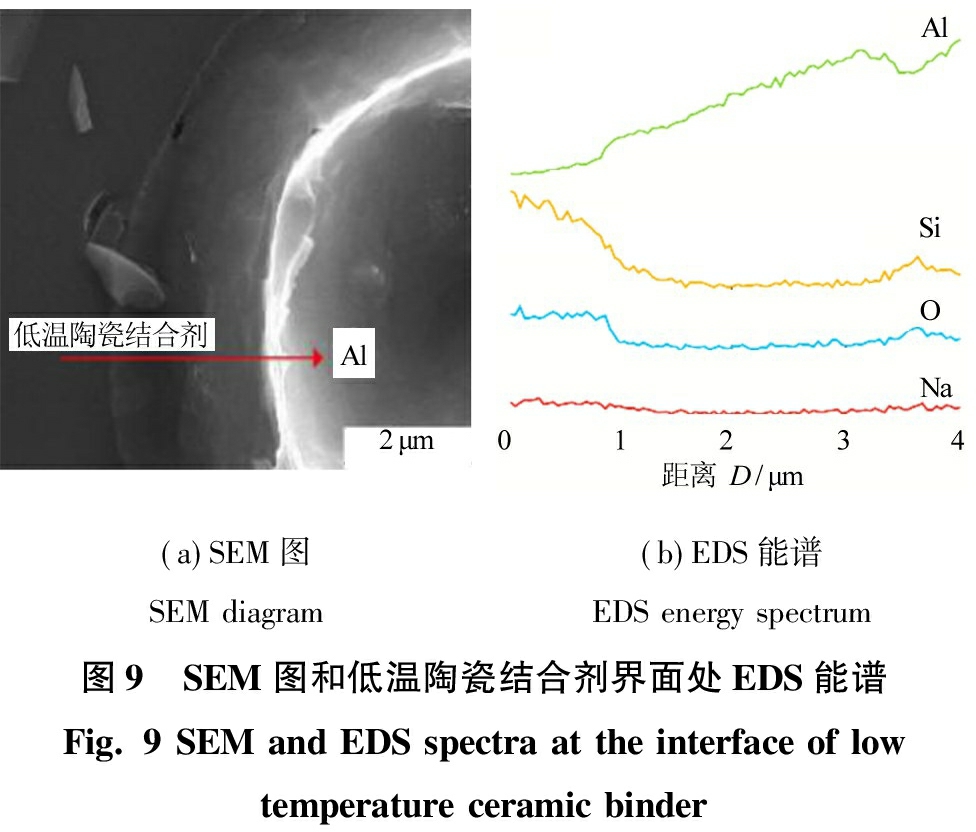
为改善低温陶瓷结合剂的不足,采用粉末冶金的方法将铝粉添加到低温陶瓷结合剂中,使用真空热压烧结炉进行烧结,探究铝粉改性低温陶瓷结合剂的力学性能和显微结构。结果表明:当金属铝粉质量分数为20%时,结合剂的抗折强度达到116.32 MPa,比低温陶瓷结合剂抗折强度提高了42%;结合剂的平均抗冲击强度为13.01 kJ/m
2
,比低温陶瓷结合剂的提高了414%。铝粉的添加对结合剂的密度影响不明显,但随着铝粉质量分数的增加, 结合剂的硬度整体呈下降趋势。铝粉颗粒在低温陶瓷结合剂中均匀分散,并且以金属铝的形态存在,分散性较好,具有颗粒增韧的作用。结合剂中金属相和低温陶瓷结合剂的界面处元素扩散形成过渡带,两者互相融合,且结合情况良好。
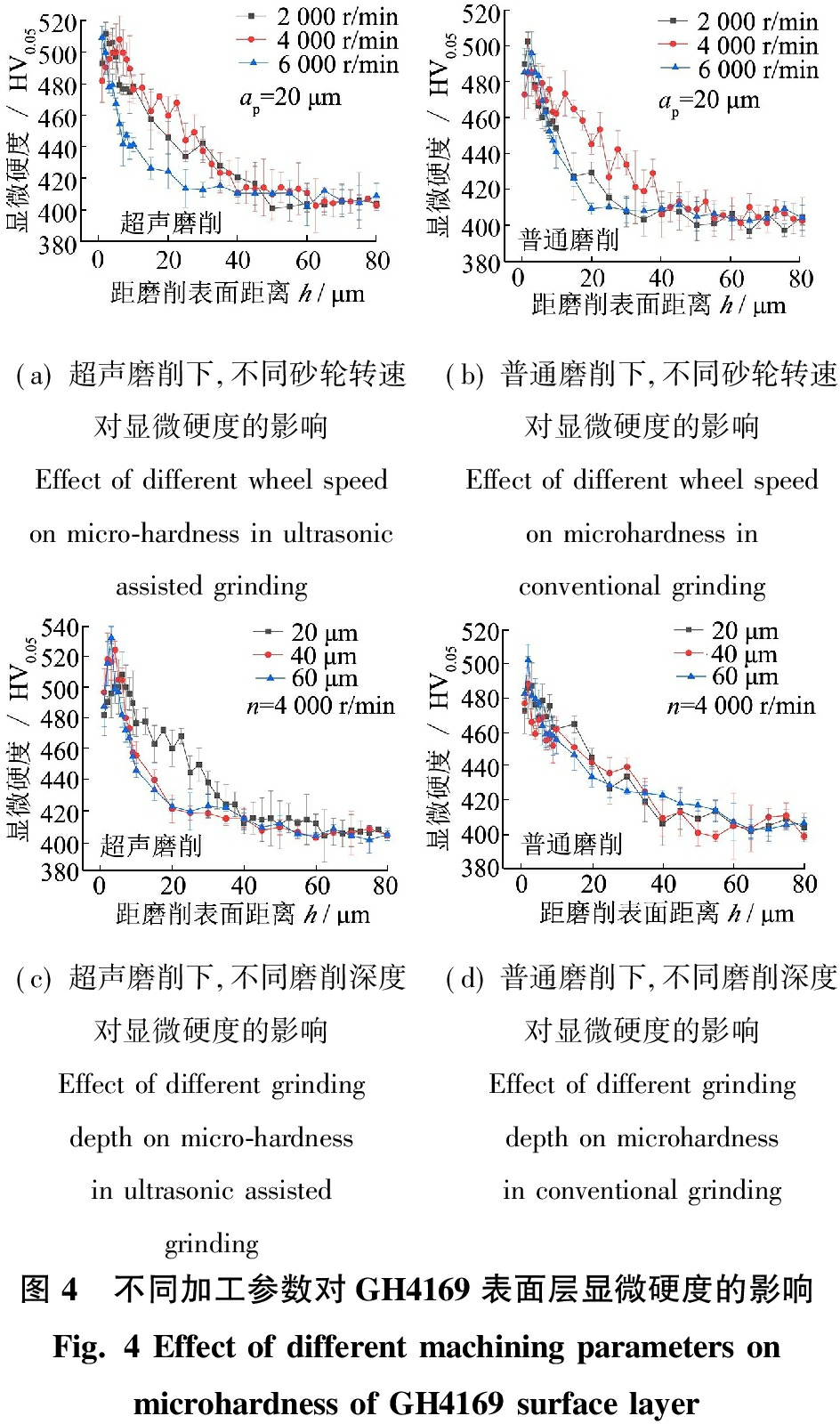
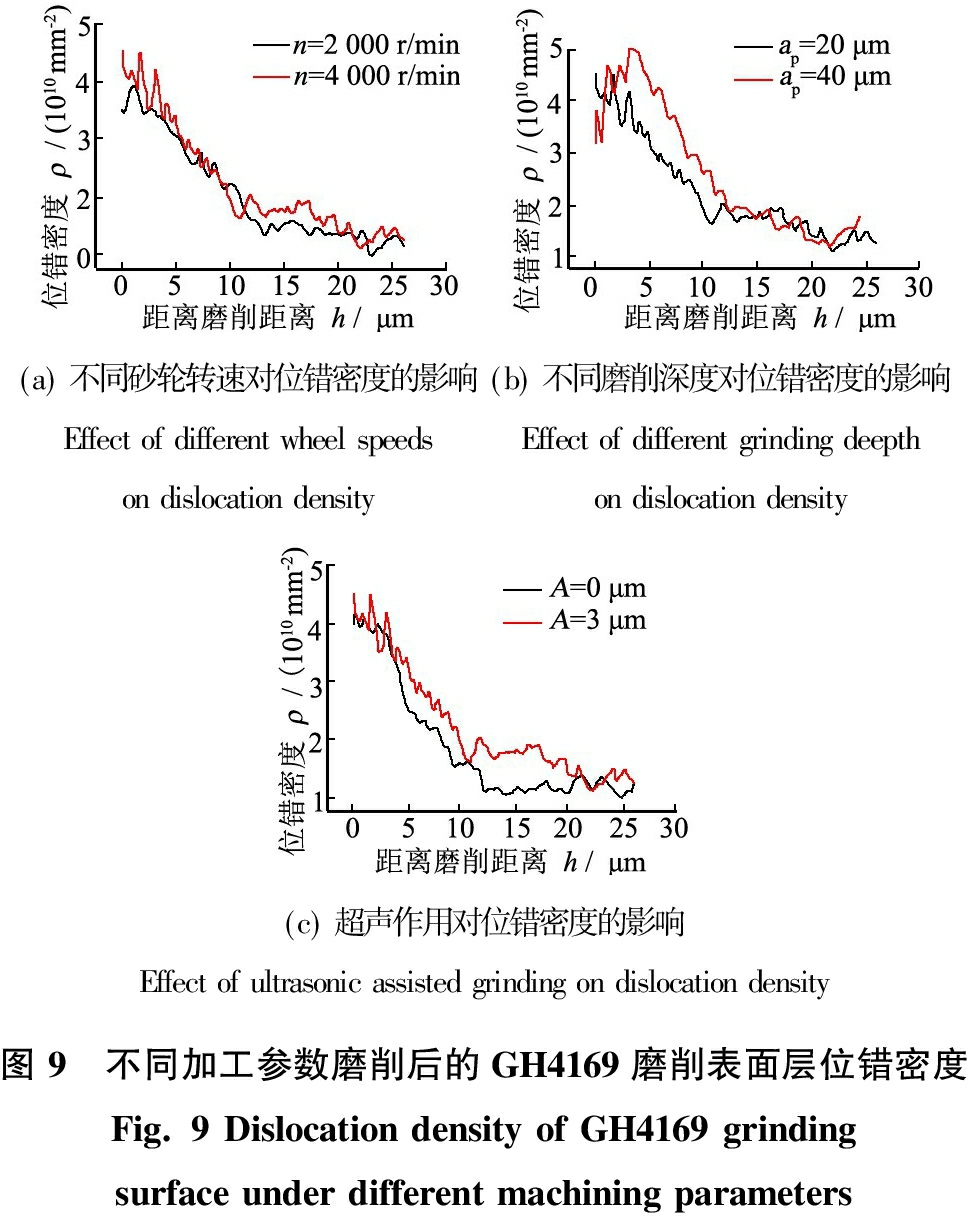
GH4169超声辅助磨削表面完整性研究
韩璐
,
康仁科
,
张园
,
董志刚
,
鲍岩
2021, 41(5): 46-51.
doi:
10.13394/j.cnki.jgszz.2021.5.0008
摘要
(
1079
)
HTML
(
474
)
PDF 1976KB
(
58
)
施引文献
(
)
摘要:
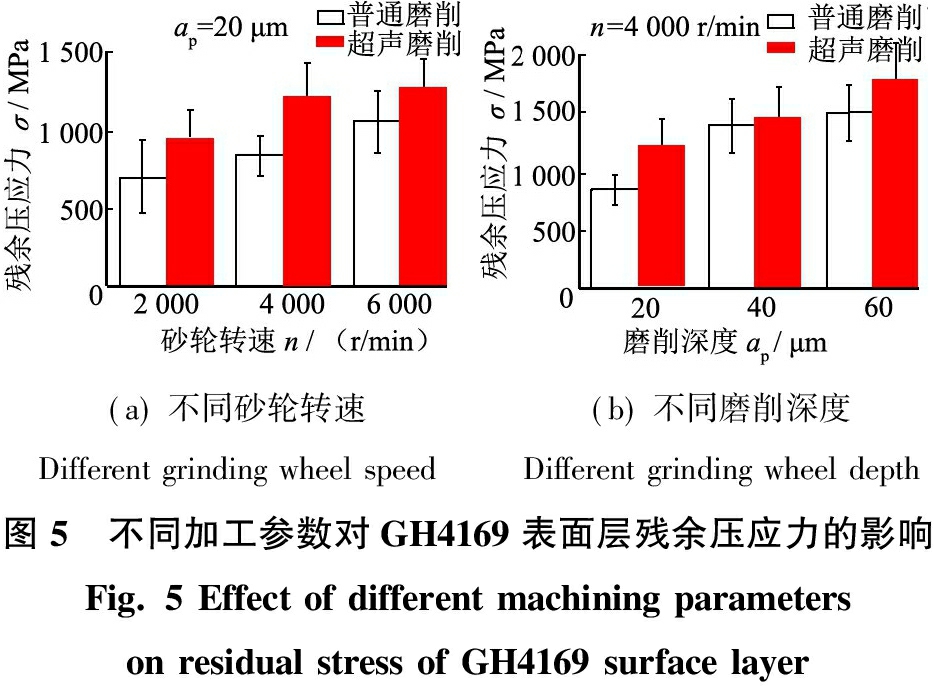
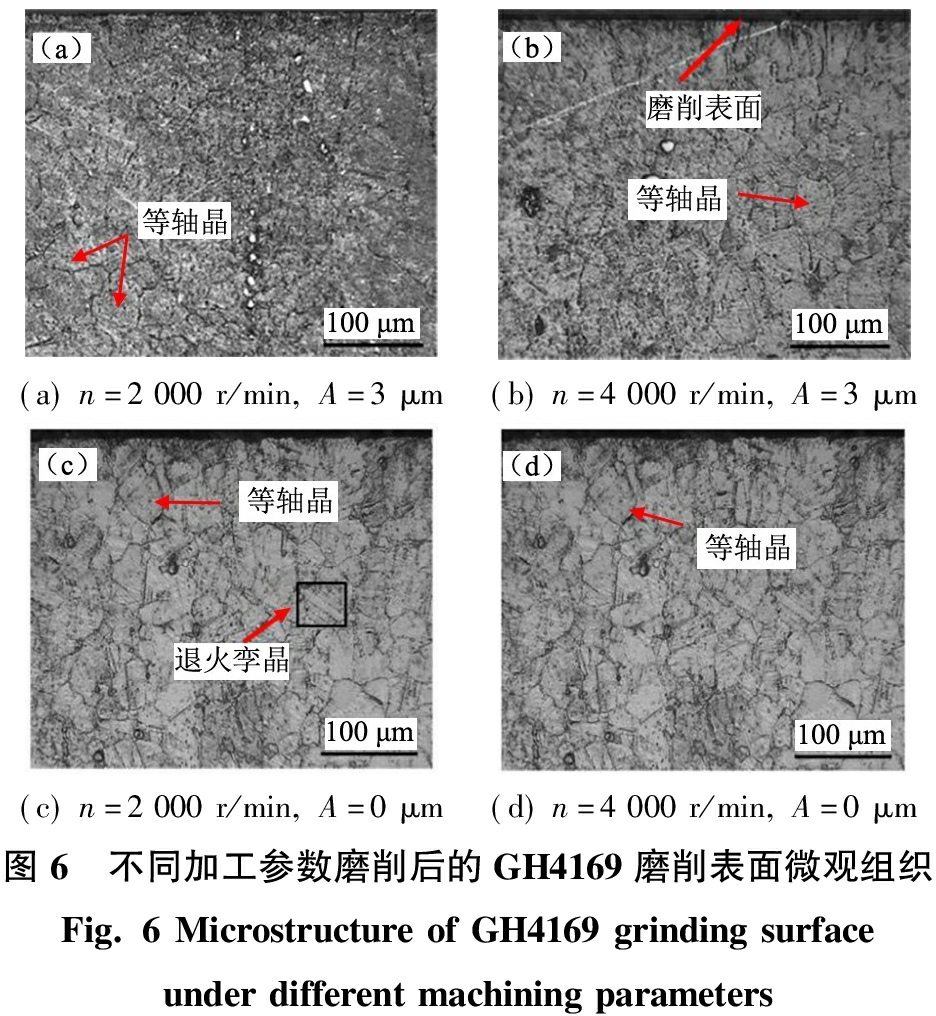
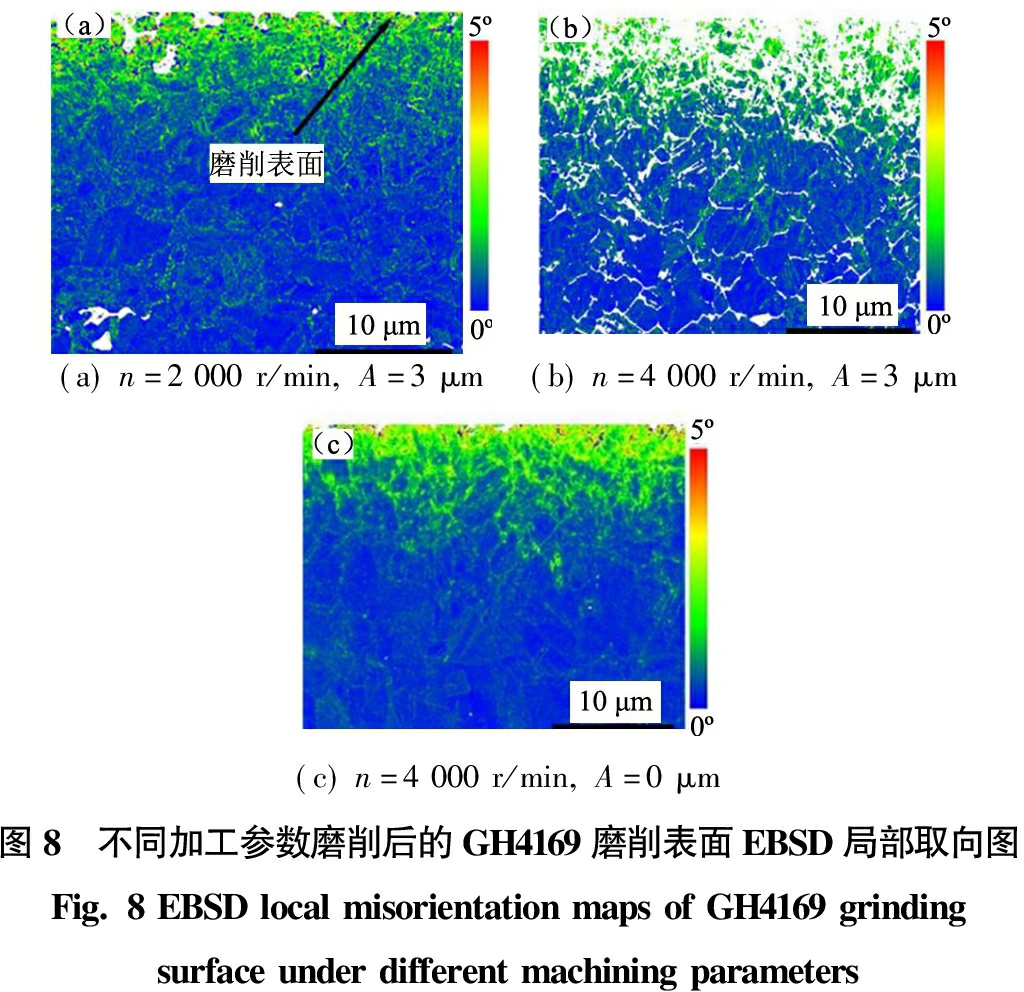
为研究超声辅助磨削对GH4169表面完整性的影响,开展GH4169超声辅助磨削与普通磨削加工试验,研究超声振动及磨削参数对其显微硬度、残余应力与微观组织的影响。结果表明:GH4169磨削表面层均产生加工硬化与残余压应力,并生成晶粒细化层;与普通磨削相比,超声辅助磨削增大其表面层显微硬度,同时增加其表面层残余压应力与晶粒细化层厚度。砂轮转速增加使显微硬度最大值先减小后增大,残余压应力与晶粒细化层厚度增加;磨削深度增加使显微硬度最大值、残余压应力与晶粒细化层厚度同时增加;且位错密度的变化趋势与显微硬度变化趋势一致。
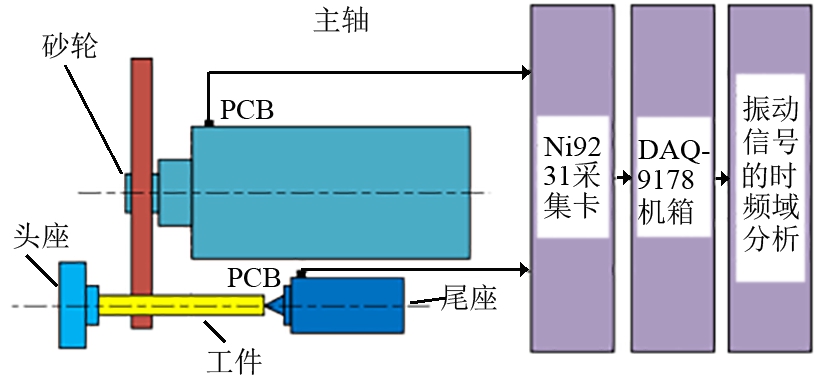
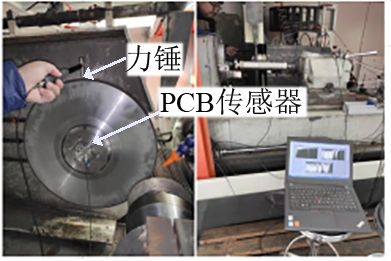
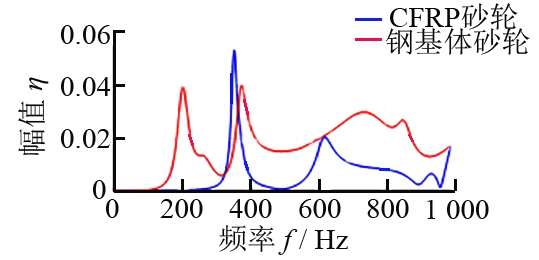
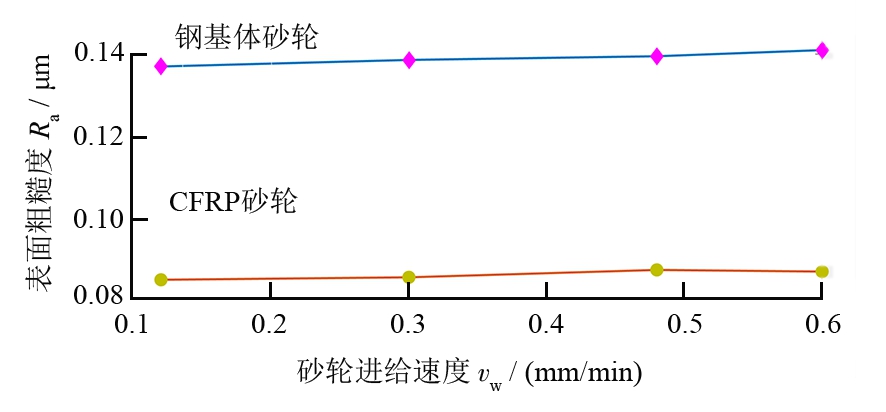
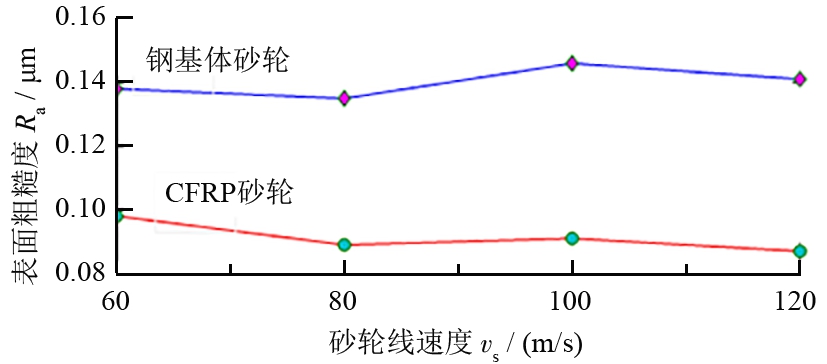
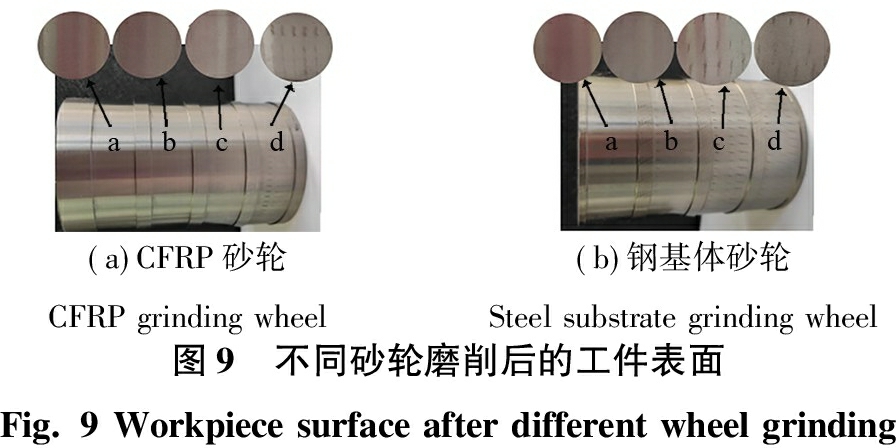
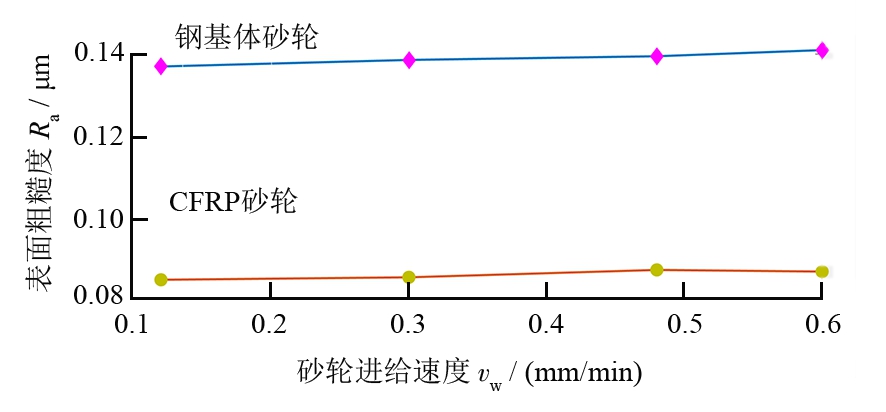
CFRP砂轮与钢基体砂轮高速磨削过程中的动力学特性
杨淮文
,
冯伟
,
朱建辉
,
师超钰
,
刘保国
,
吴晓磊
,
丁浩
2021, 41(5): 52-58.
doi:
10.13394/j.cnki.jgszz.2021.5.0009
摘要
(
956
)
HTML
(
475
)
PDF 1614KB
(
30
)
施引文献
(
)
摘要:
为探究CFRP砂轮与钢基体砂轮在高速磨削过程中的动力学特性,在数控凸轮轴磨床上搭建振动测试试验平台,开展磨削过程的动力学特性试验,研究2种砂轮在不同线速度和不同进给速度下的振动信号变化,并测量磨削后工件的表面粗糙度。结果表明:CFRP砂轮主轴系统的各阶固有频率高于钢基体砂轮主轴系统的各阶固有频率,且磨削过程中激发的优势频率处于高频区域。随着砂轮线速度的增大,GCr15工件表面粗糙度随之发生波动,CFRP基体砂轮磨削表面的粗糙度明显变小,较钢基体砂轮磨削表面的粗糙度减小30%~35%。颤振发生前后,CFRP基体砂轮磨削的表面粗糙度由0.089 μm变为0.091 μm,粗糙度增大2.2%;钢基体砂轮磨削的表面粗糙度由0.135 μm变为0.146 μm,粗糙度增大8.2%。在线速度一定的条件下,随着砂轮进给速度的增加,CFRP砂轮和钢基体砂轮磨削的工件表面粗糙度值都有增加,分别为2.4%和2.9%,但相较于砂轮线速度对工件表面粗糙度值的影响,进给速度对工件表面粗糙度值的影响更小。
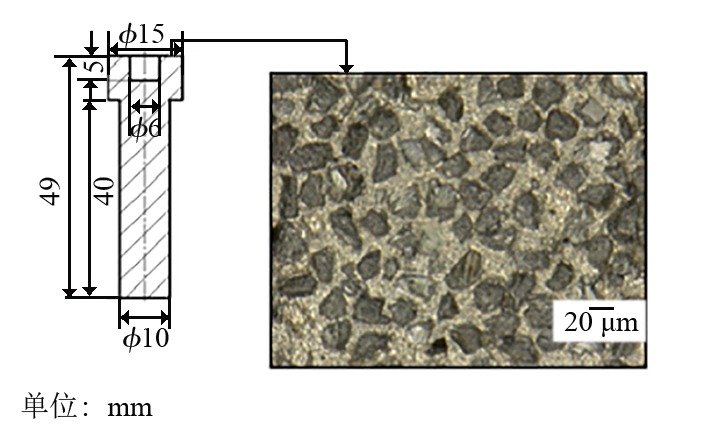
微粉金刚石钎焊砂轮磨削氧化铝陶瓷的磨削力和表面粗糙度特征
李全城
,
沈剑云
,
黄国钦
2021, 41(5): 59-64.
doi:
10.13394/j.cnki.jgszz.2021.5.0010
摘要
(
1261
)
HTML
(
522
)
PDF 1346KB
(
35
)
施引文献
(
)
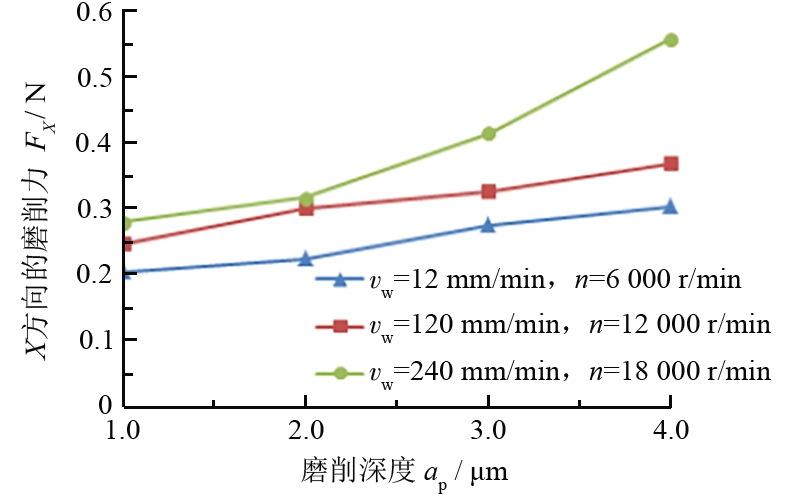
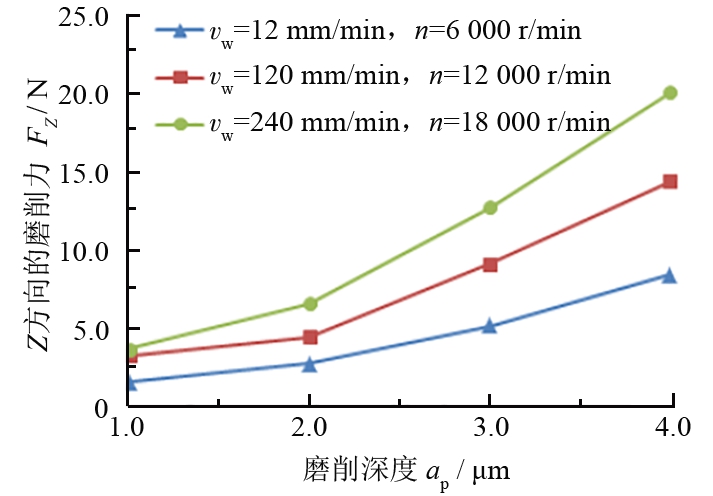
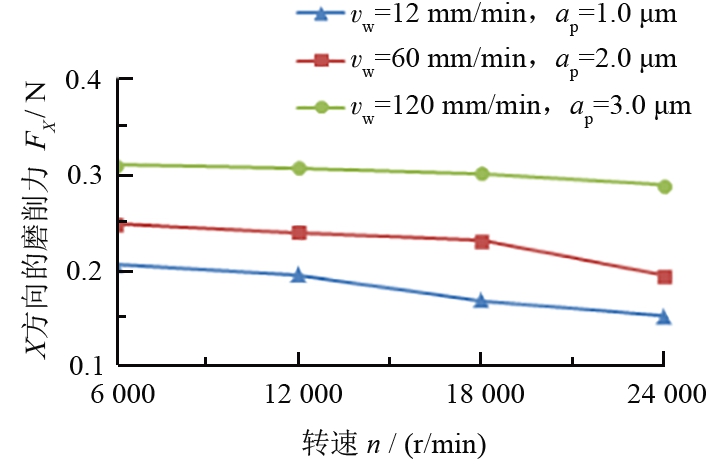
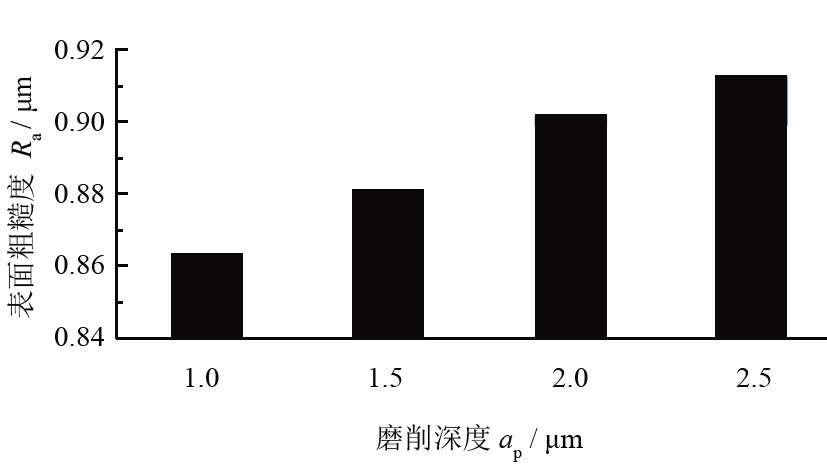
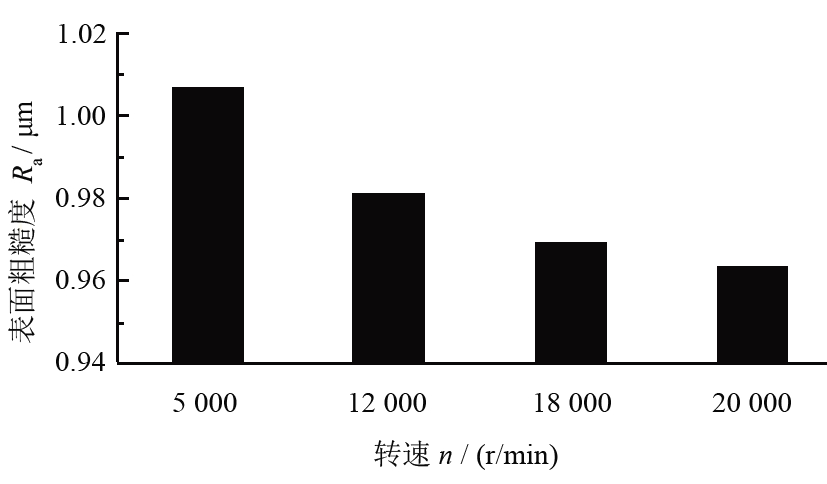
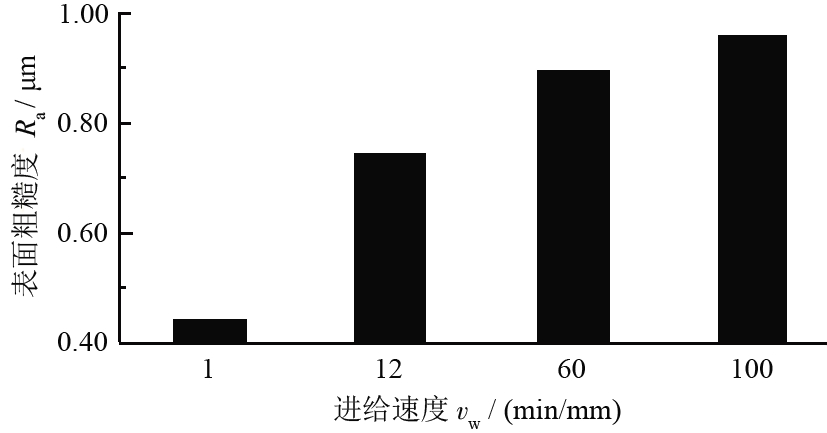
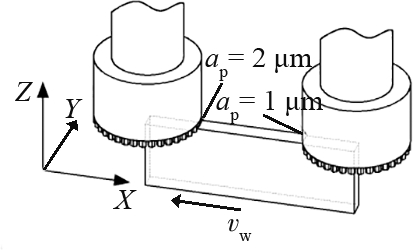
摘要:
在不同磨削深度、砂轮转速和进给速度组合下,研究微粉金刚石钎焊砂轮磨削氧化铝陶瓷过程的磨削力及工件的表面粗糙度的变化规律,并筛选出低磨削力和低工件表面粗糙度的加工工艺参数。试验结果表明:在微粉金刚石钎焊砂轮的磨削过程中,氧化铝陶瓷主要通过脆性断裂的方式去除;随着磨削深度、进给速度的增加,砂轮在进给方向和切深方向的力以及工件表面粗糙度都上升;随着砂轮转速的增加,进给方向和切深方向的力以及工件表面粗糙度都下降。试验获得的低磨削力和低工件表面粗糙度精密加工工艺参数分别为:磨削深度为1.0 μm,进给速度为12 mm/min,砂轮转速为24 000 r/min和磨削深度为1.0 μm,进给速度为1 mm/min,砂轮转速为20 000 r/min。低磨削力磨削时,微粉金刚石钎焊砂轮受到的
X
方向和
Z
方向的磨削力分别为0.15 N和0.72 N;精密加工后的氧化铝陶瓷的表面粗糙度值可达0.438 μm。
砂带磨削接触压强模型分析与实验
王亚杰
,
黄云
2021, 41(5): 65-69.
doi:
10.13394/j.cnki.jgszz.2021.5.0011
摘要
(
1092
)
HTML
(
497
)
PDF 1546KB
(
23
)
施引文献
(
)
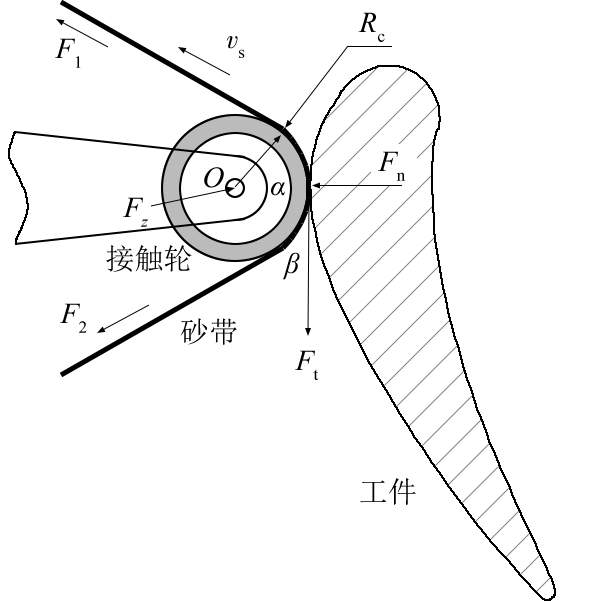
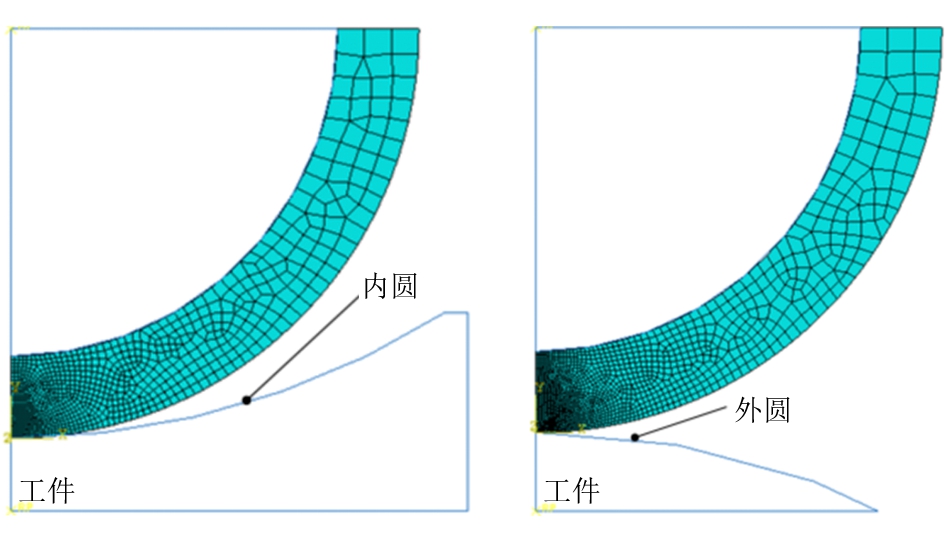
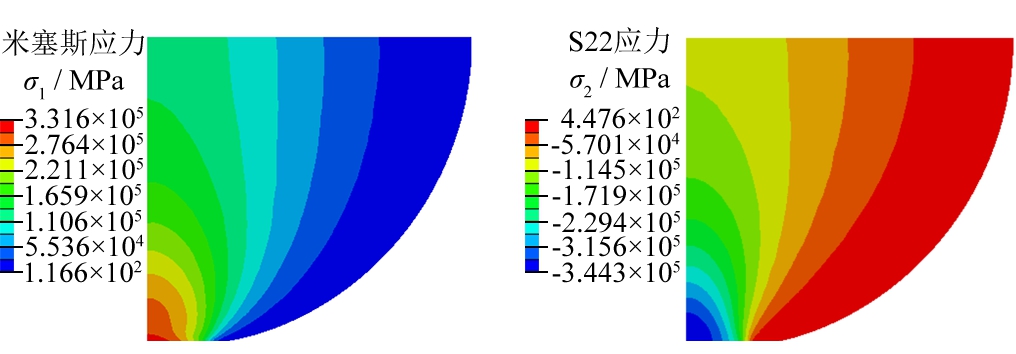
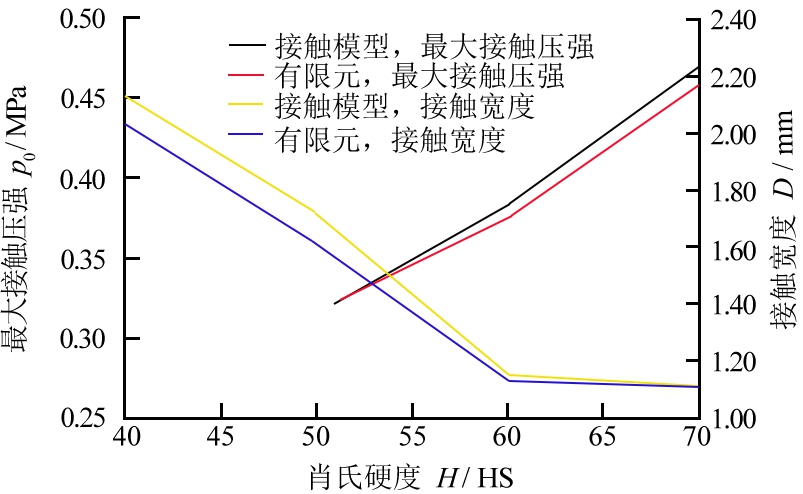
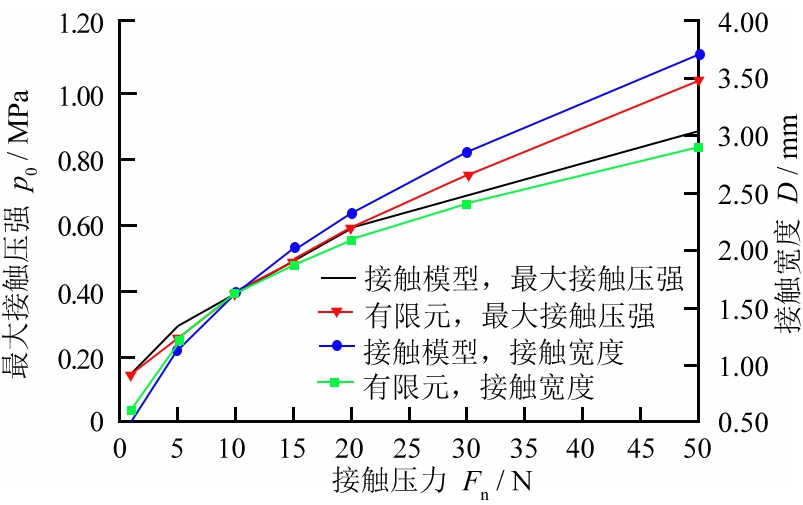
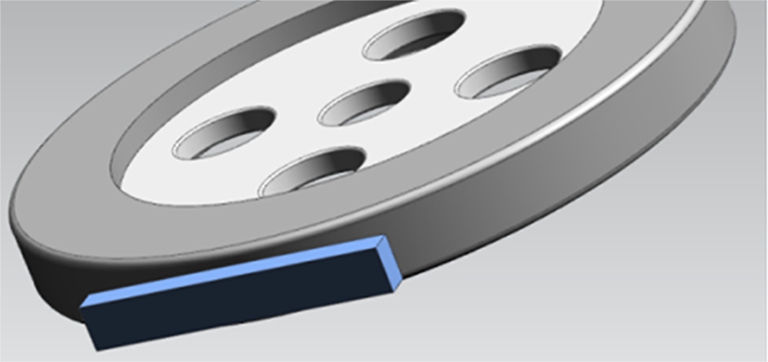
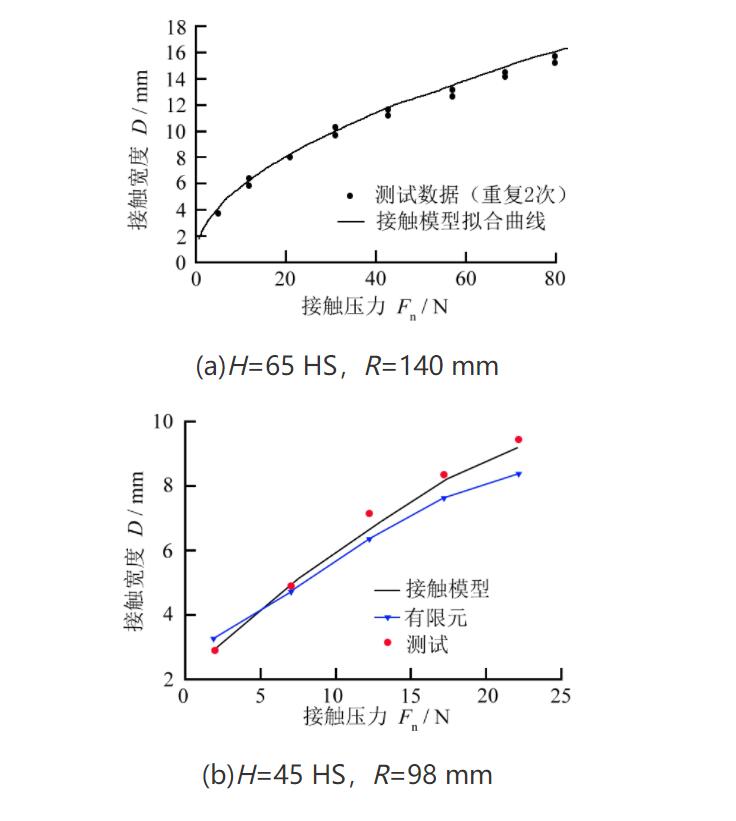
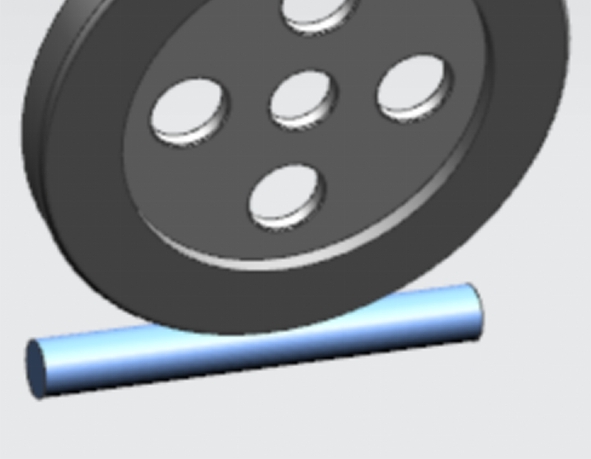
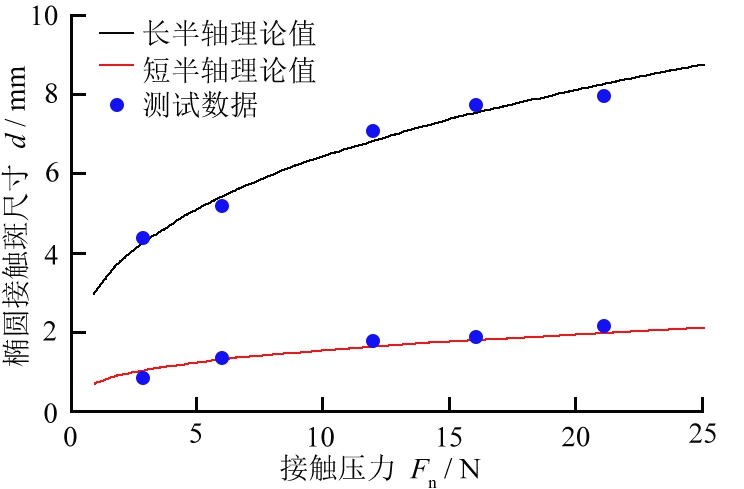
摘要:
为验证赫兹接触模型在砂带磨削中应用的准确性,利用ABAQUS软件建立砂带磨削接触有限元模型,分析厚度比、橡胶硬度、接触压力和工件的曲率半径等因素对接触压强和接触参数的影响,以橡胶接触轮与平面和曲面工件的接触实验验证模型的合理性。分析和实验结果表明:忽略影响较小的因素,砂带磨削接触状态基本符合赫兹接触理论。当圆柱接触轮与曲面工件接触时,接触应力分布呈半椭球型,有限元分析与实验结果验证其准确性;当厚度比为20%,橡胶的肖氏硬度为70 HS时,橡胶接触轮的力学性能与赫兹接触理论误差最小。
金刚石涂层刀具加工石墨的切削性能
陈守峰
,
王成勇
,
郑李娟
,
周玉海
,
余新伟
,
李文红
2021, 41(5): 70-76.
doi:
10.13394/j.cnki.jgszz.2021.5.0012
摘要
(
1237
)
HTML
(
615
)
PDF 2244KB
(
39
)
施引文献
(
)
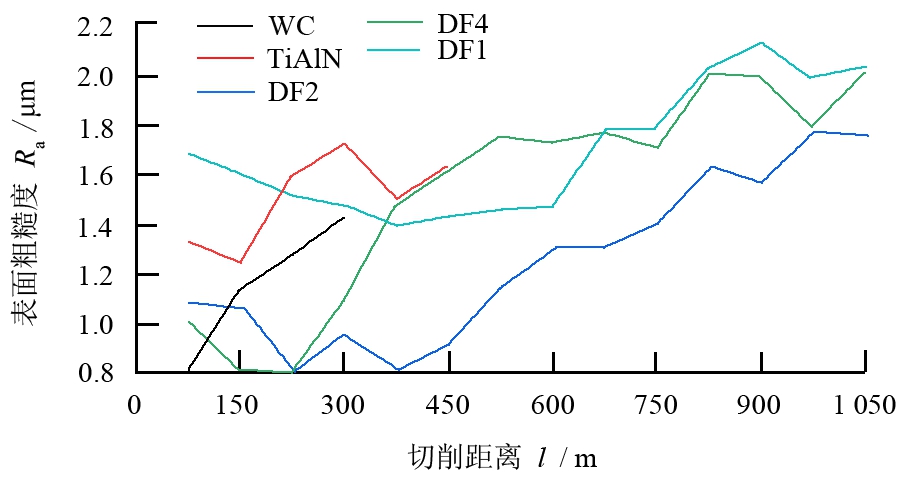
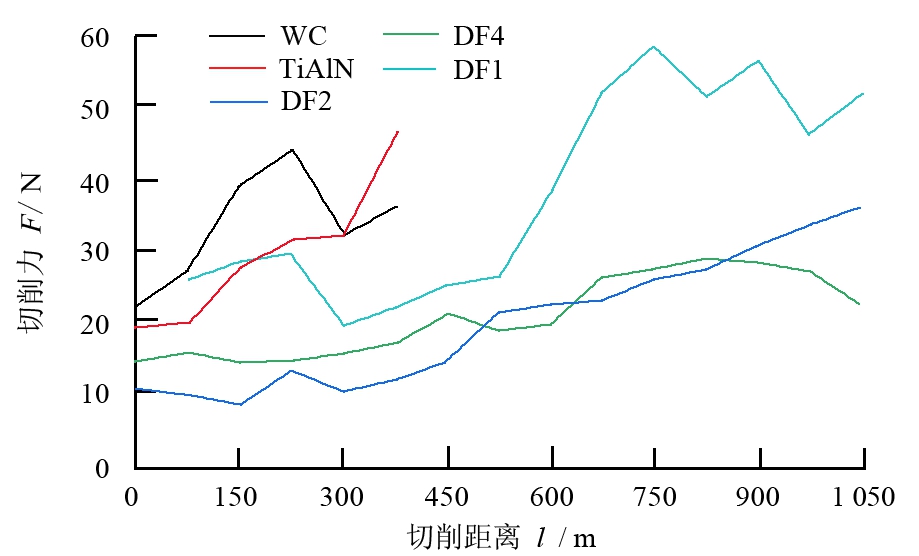
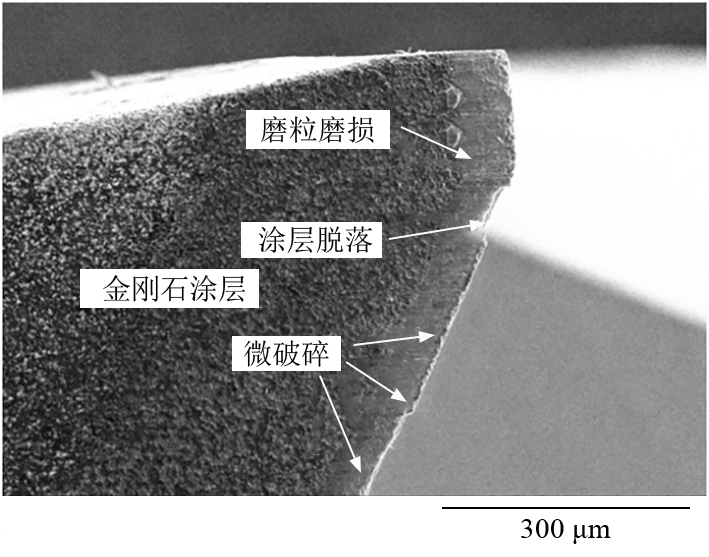
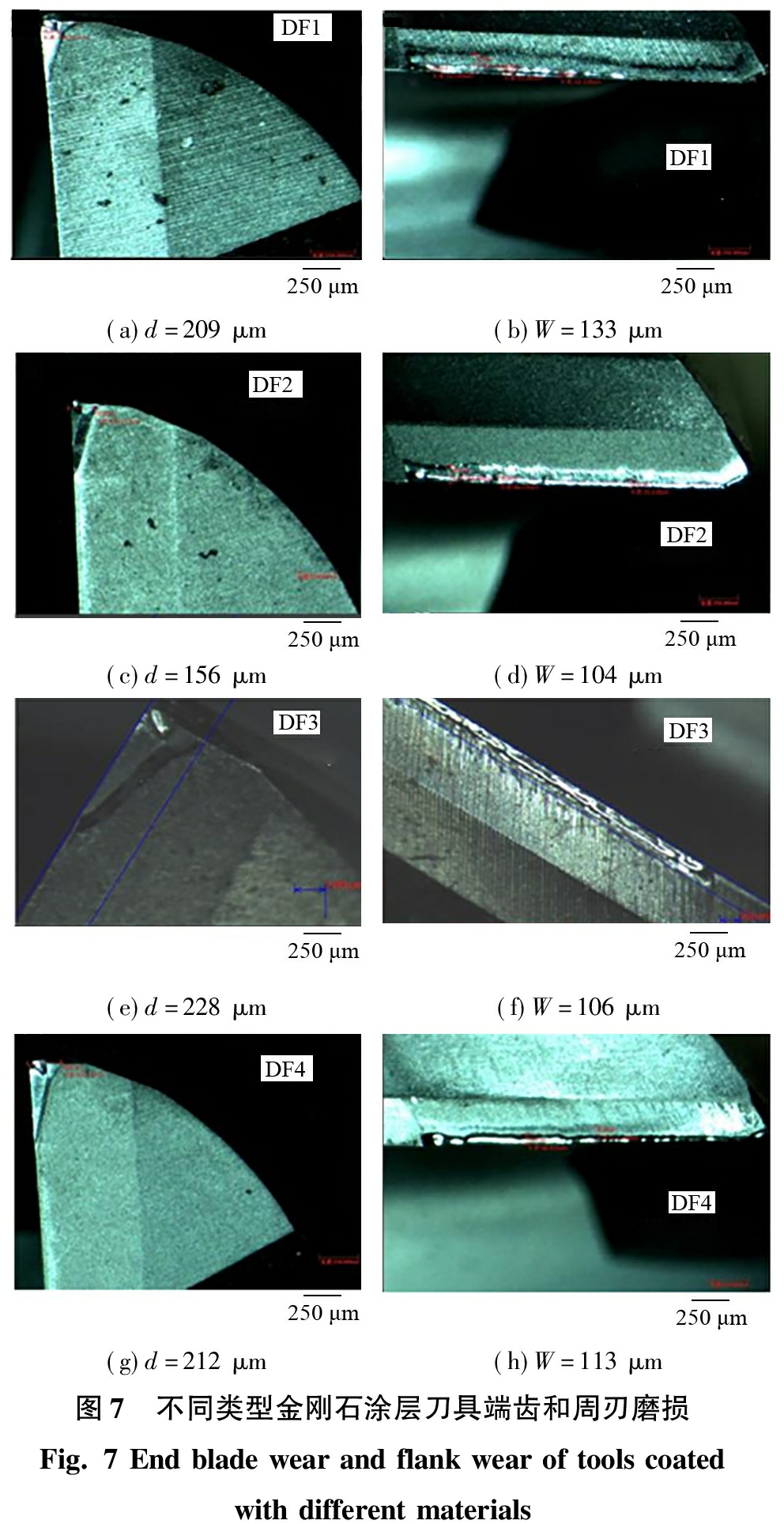
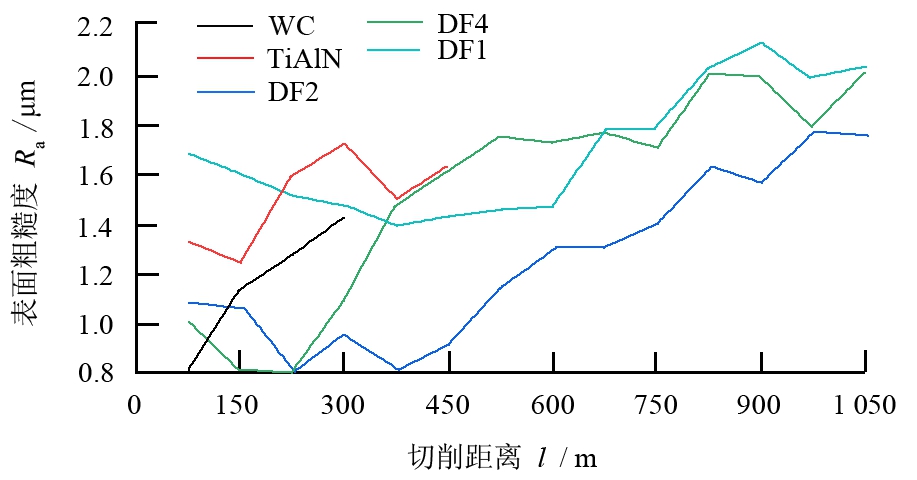
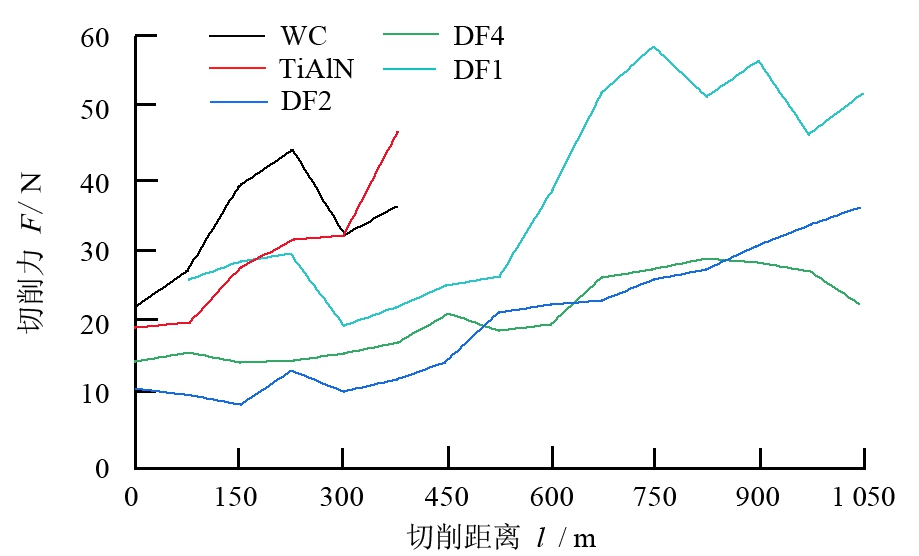
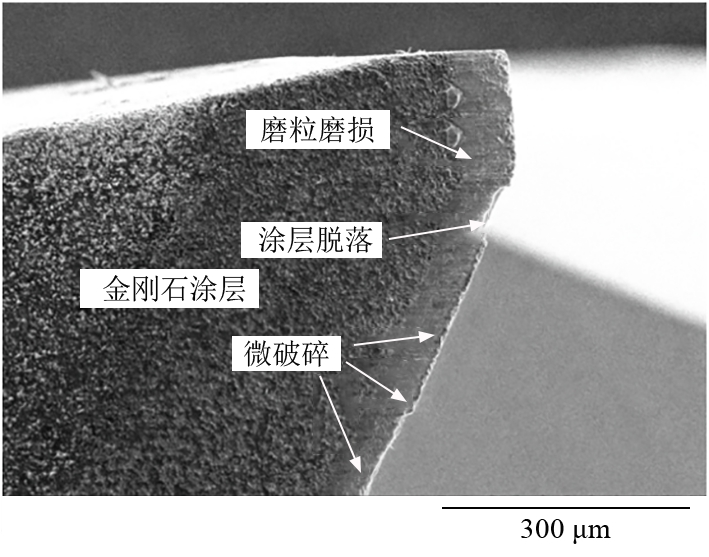
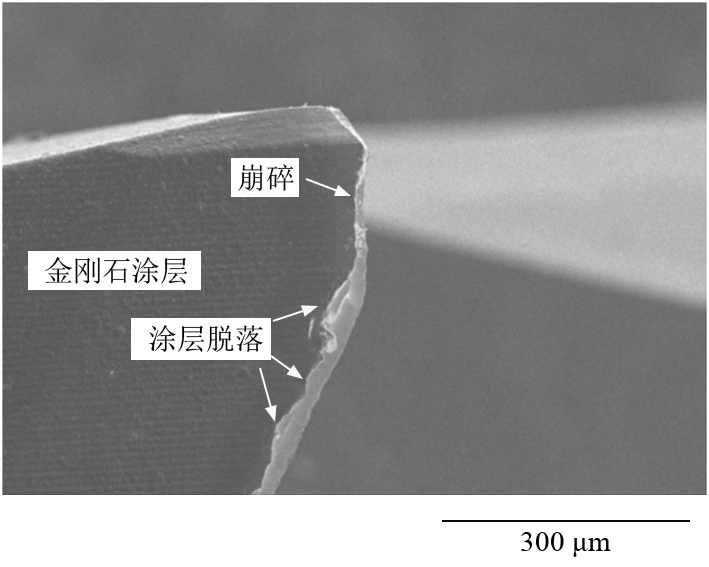
摘要:
为充分对比不同类型金刚石涂层刀具的切削性能,定制几种不同类型金刚石涂层刀具进行等静压石墨切削加工,并与WC硬质合金刀具和TiAlN涂层刀具的切削情况对比,分析不同类型金刚石涂层刀具的涂层形貌、切削寿命、加工后的表面质量以及切削力。结果表明:制备的金刚石涂层刀具的涂层形貌主要为纳米晶和微晶,其寿命是硬质合金和TiAlN涂层刀具的10倍以上,且几种不同类型的金刚石涂层刀具寿命差异较小;金刚石涂层表面的晶粒细化可以降低加工表面的粗糙度和切削力,涂层脱落是金刚石刀具的主要磨损形式。
镍-硼/金刚石超薄切割片的制备与性能
张兰
,
宋文韬
,
李纳
,
马会中
2021, 41(5): 77-83.
doi:
10.13394/j.cnki.jgszz.2021.5.0013
摘要
(
964
)
HTML
(
441
)
PDF 3359KB
(
49
)
施引文献
(
)
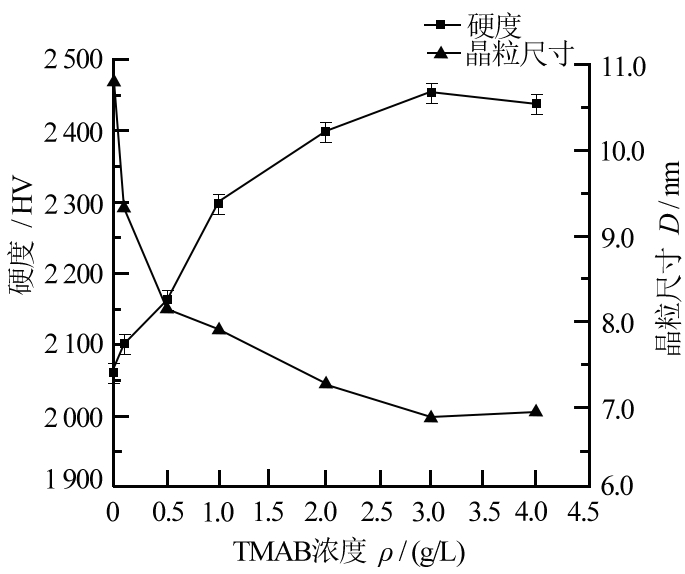
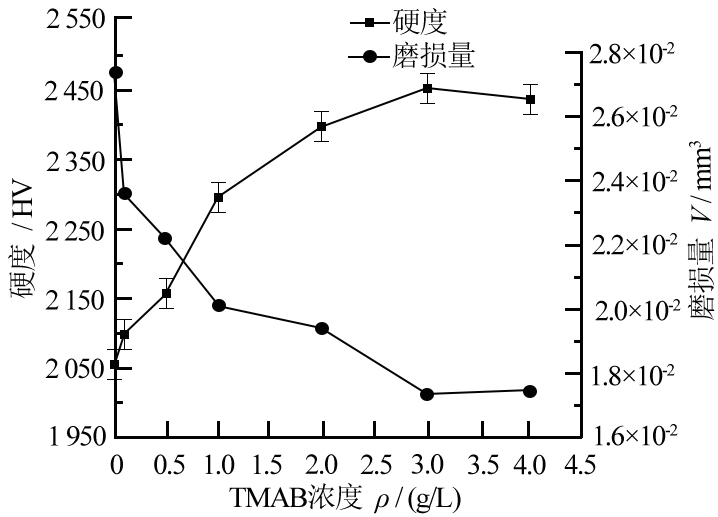
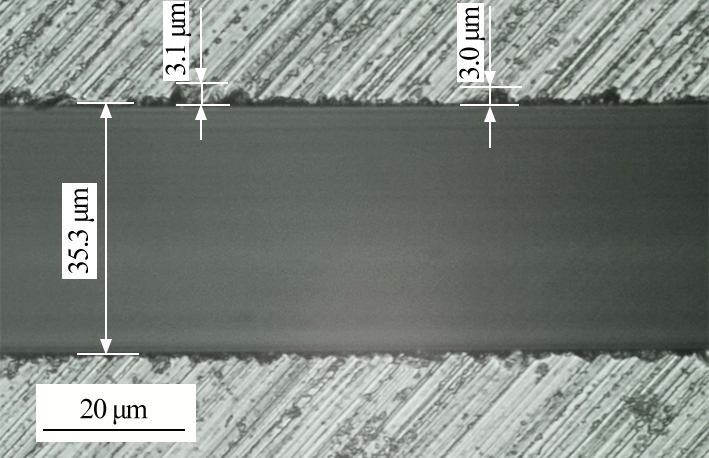
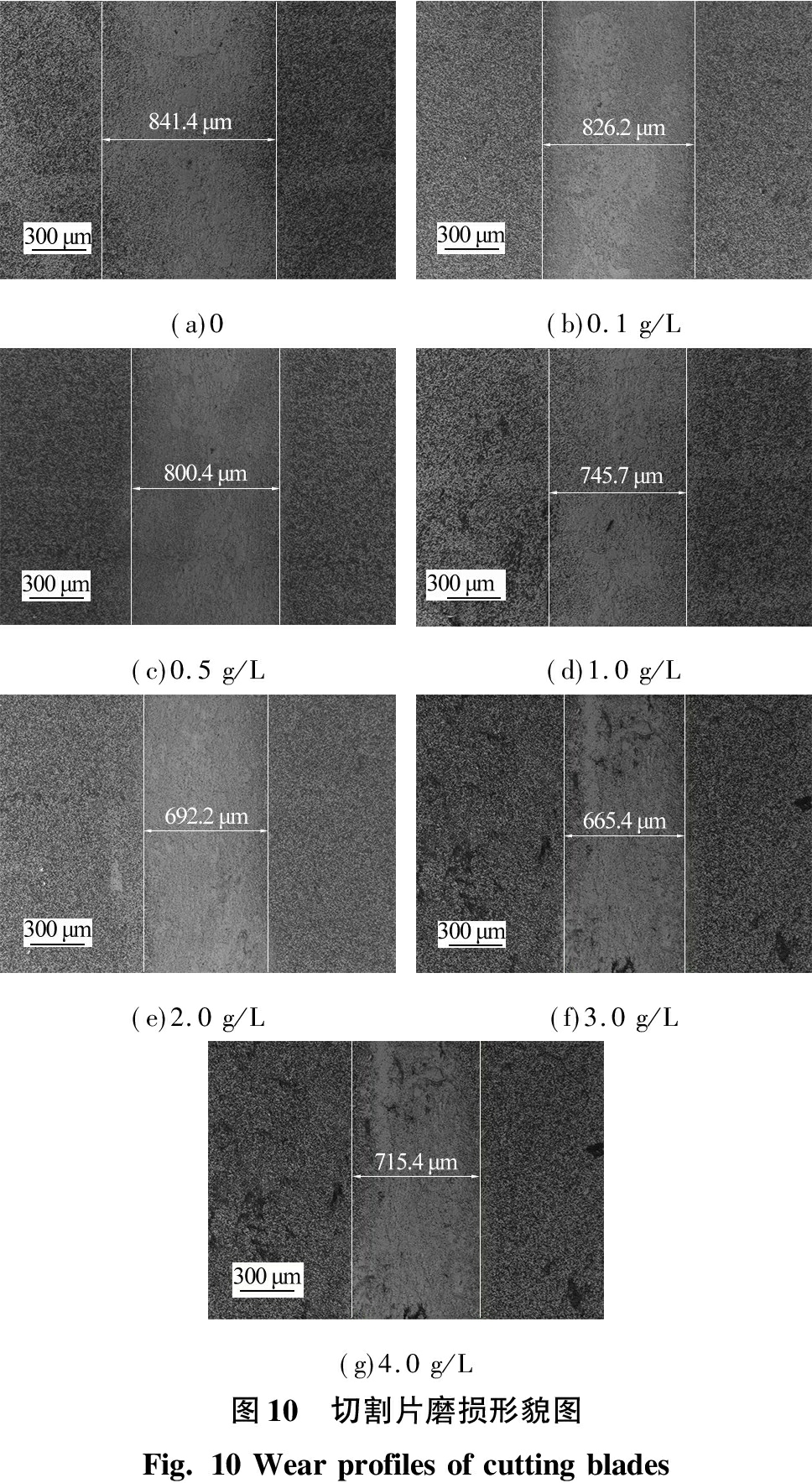
摘要:
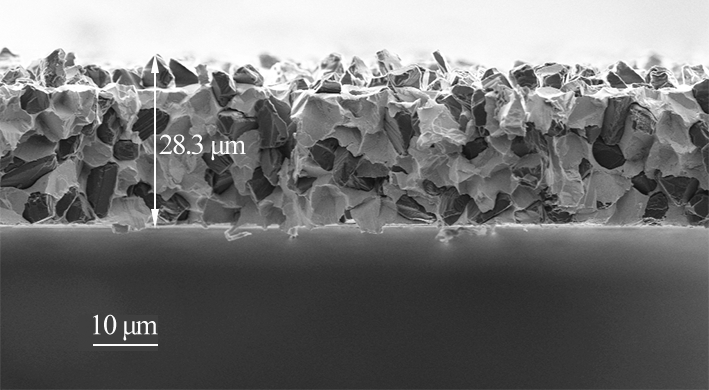
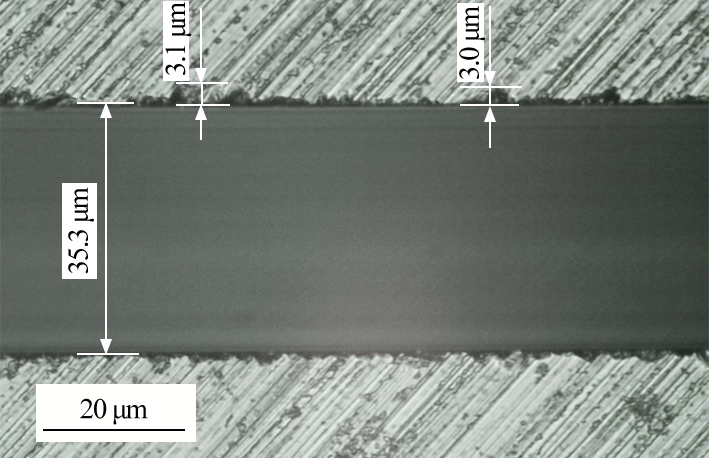
在氨基磺酸镍体系电镀液中添加不同浓度的三甲胺硼烷(TMAB),在阴极自旋转状态下利用复合电沉积方法制备不同质量分数的硼的镍-硼/金刚石切割片,探究镀液中不同质量浓度的TMAB对切割片晶体结构、硬度、耐磨性的影响。结果表明:阴极自旋转状态下制备的镍-硼/金刚石切割片中金刚石分布均匀;随TMAB质量浓度增加,镀层的晶粒尺寸减小、硬度增加、耐磨性提高。当TMAB质量浓度为3.0 g/L时,镀层基质金属的晶粒尺寸最小为6.84 nm,硬度最大为2 453.6 HV,磨损量最小为1.7×10
-2
mm
3
,磨损宽度最小为665.4 μm。用厚度为28.3 μm的镍-硼/金刚石切割片切割(111)晶面的N型单晶硅片,硅片切割槽宽度为35.3 μm,切缝比为1.25,最大崩边尺寸为3.1 μm。
金刚石薄圆锯片基体的磨削工艺参数优化
邱陆一
,
王秋燕
,
白硕玮
,
鞠军伟
,
林润泽
2021, 41(5): 84-88.
doi:
10.13394/j.cnki.jgszz.2021.5.0014
摘要
(
920
)
HTML
(
420
)
PDF 1244KB
(
37
)
施引文献
(
)
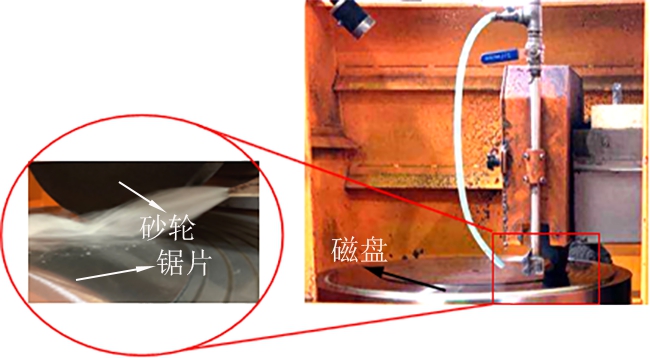
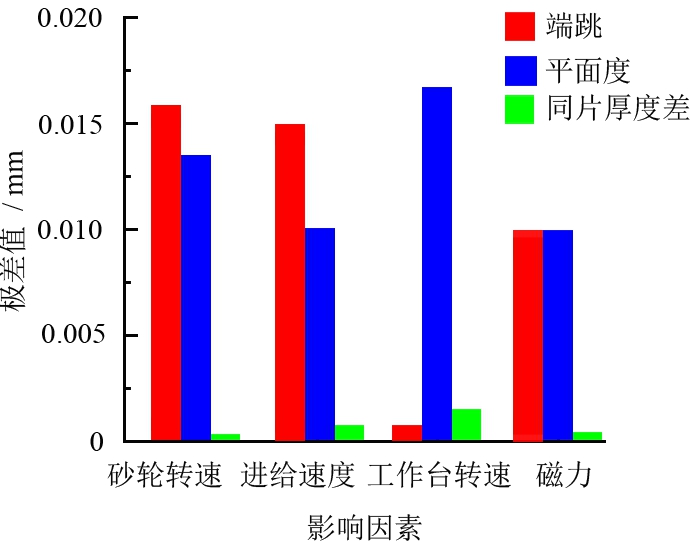
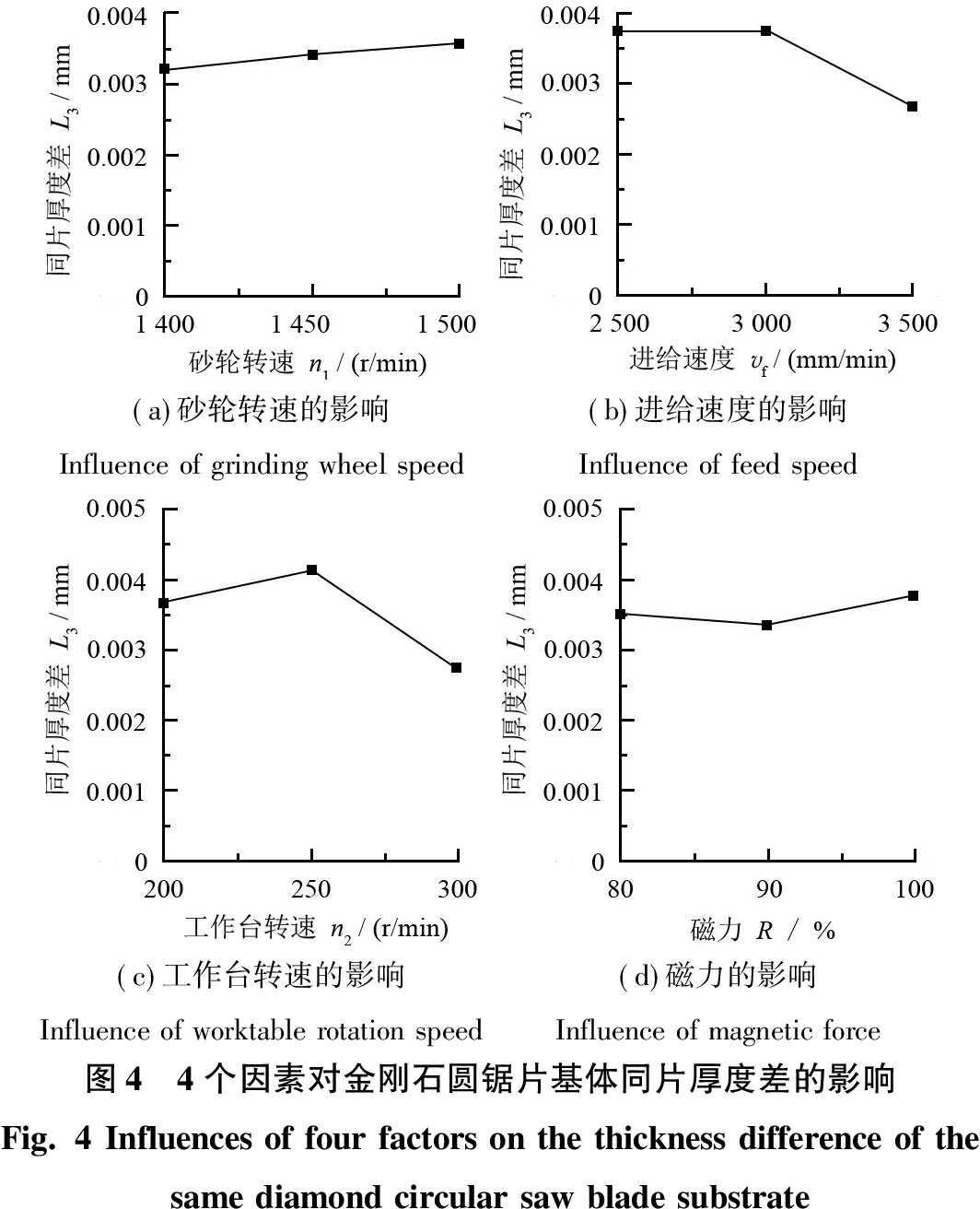
摘要:
针对金刚石薄圆锯片基体磨削表面质量控制问题,在数控卧轴圆台平面磨床上开展圆锯片基体磨削正交试验,研究磨削工艺参数对其端跳、平面度、同片厚度差的影响规律。结果表明:砂轮转速对端跳影响最显著,提高砂轮转速有利于减小端跳;工作台转速对平面度以及同片厚度差影响最显著,提高工作台转速有利于获得平整和光洁的表面。优化的磨削工艺参数组合是砂轮转速为1 500 r/min,进给速度为3 000 mm/min,工作台转速为250 r/min,磁力为90%。在此参数下,对金刚石圆锯片基体进行磨削,其磨后的端跳、平面度和同片厚度差分别为0.08、0.02和0.004 mm,远小于标准规定的0.12、0.08和0.020 mm,且无明显磨削损伤缺陷。
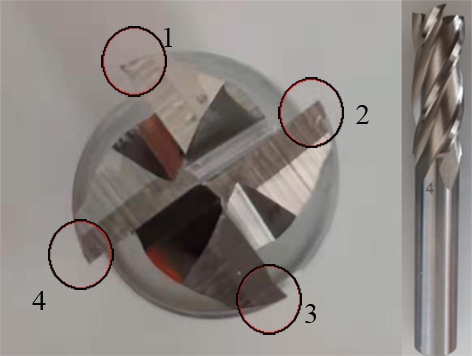
基于剪切增稠液的高速钢铣刀刃口修整
王明海
,
张静波
,
龙志凯
,
王奔
,
刘标
,
慈言海
2021, 41(5): 89-94.
doi:
10.13394/j.cnki.jgszz.2021.5.0015
摘要
(
585
)
HTML
(
348
)
PDF 1618KB
(
15
)
施引文献
(
)
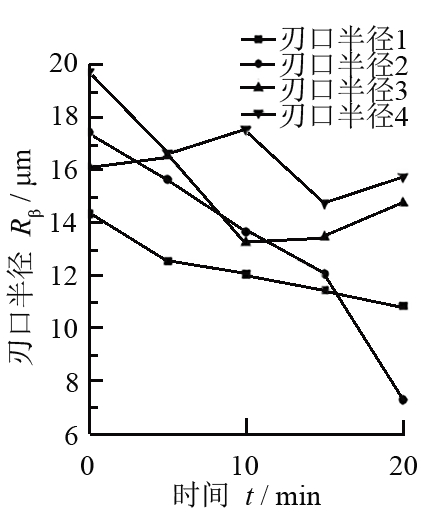
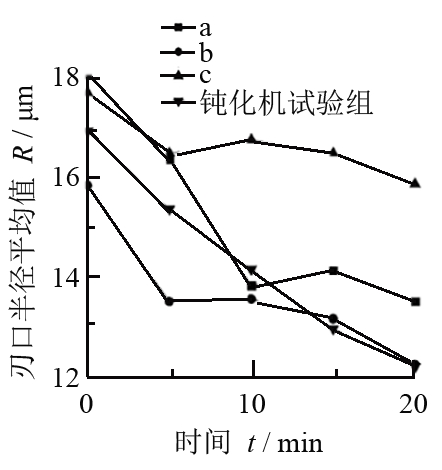
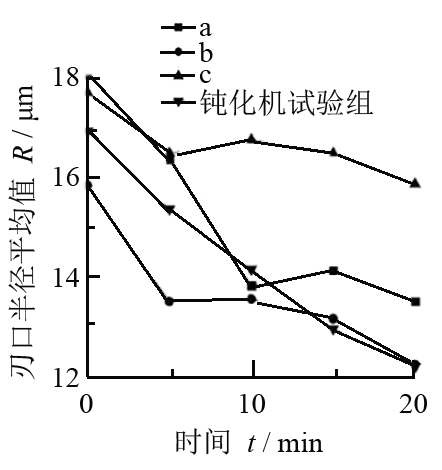
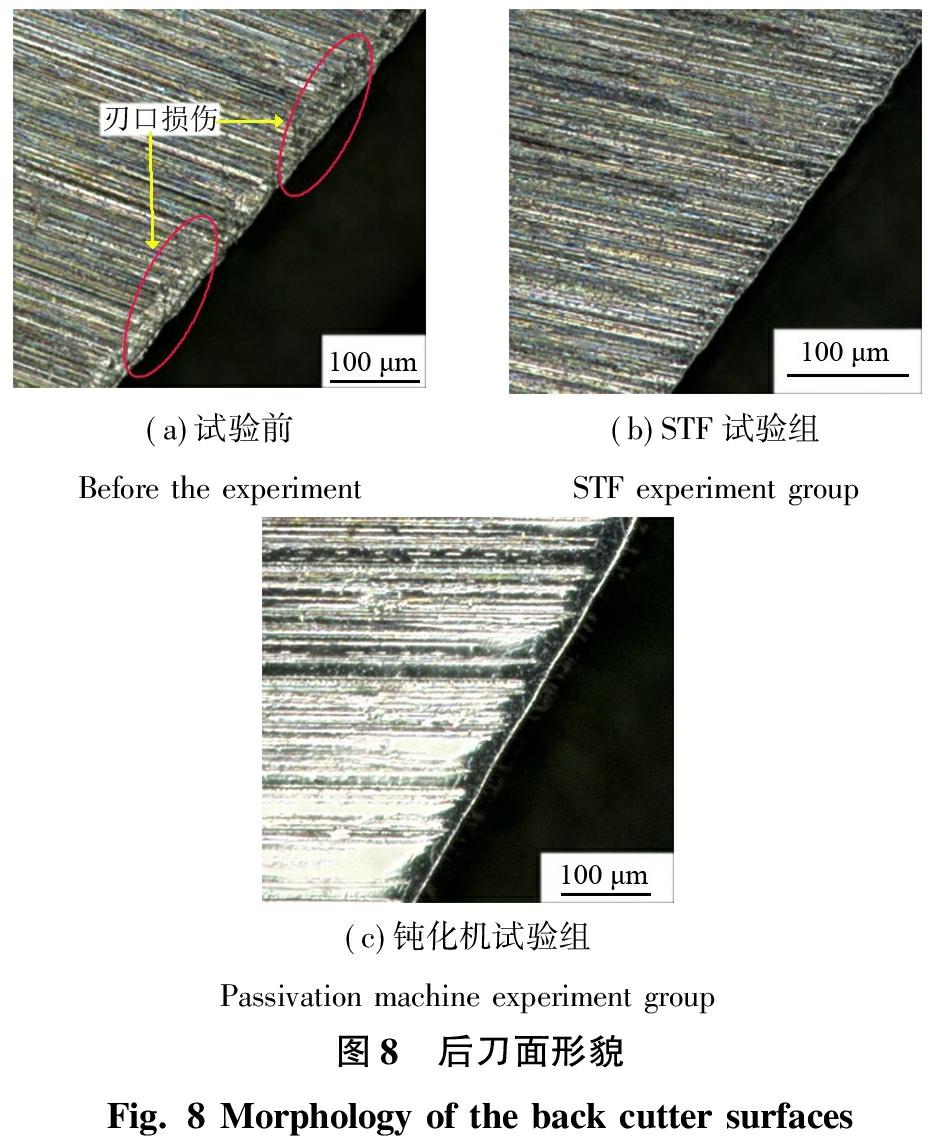
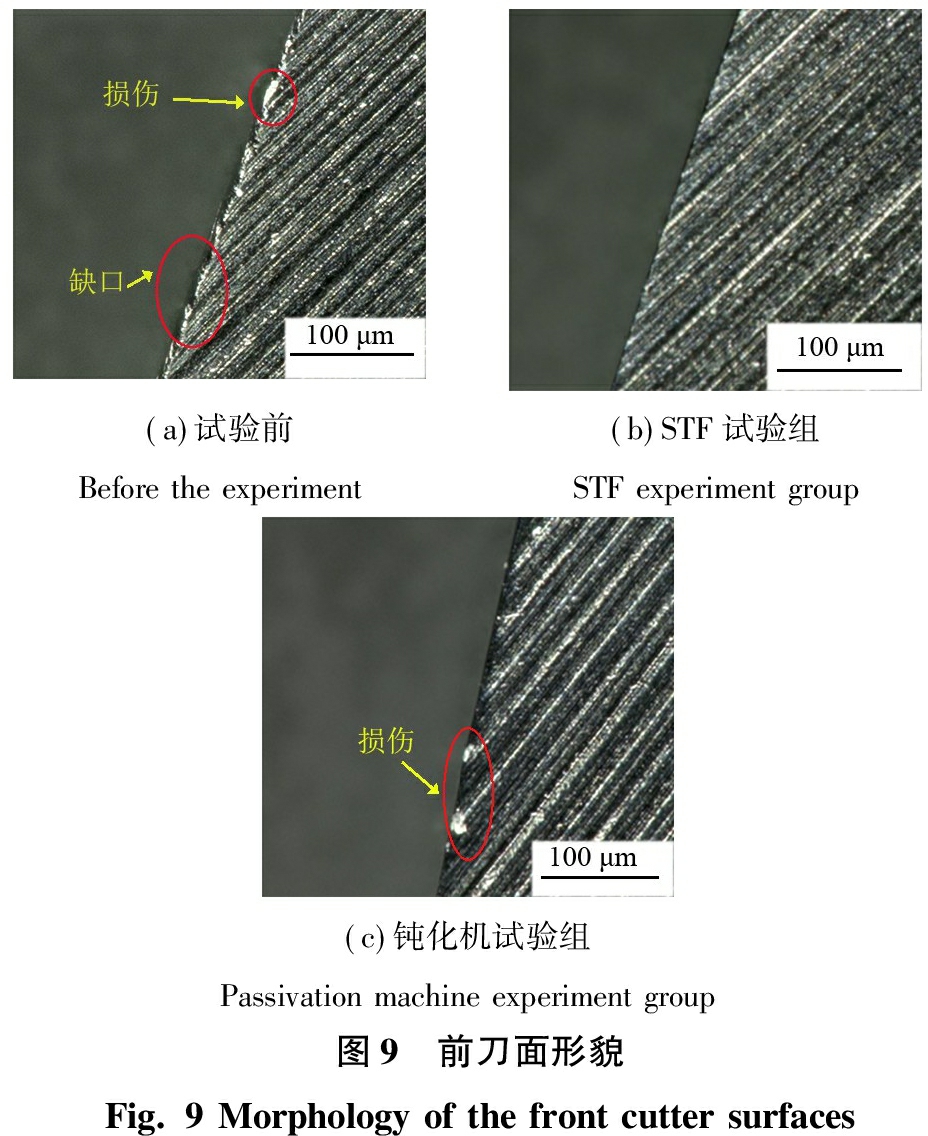
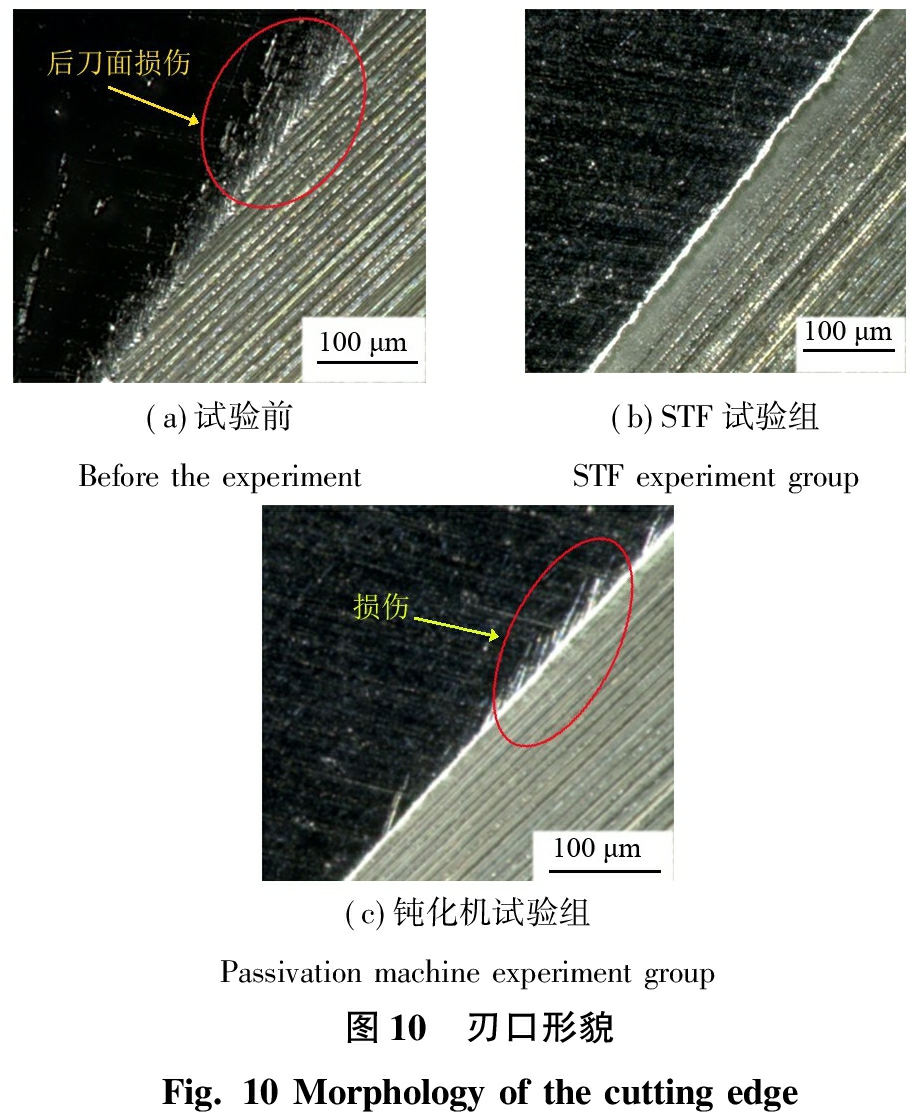
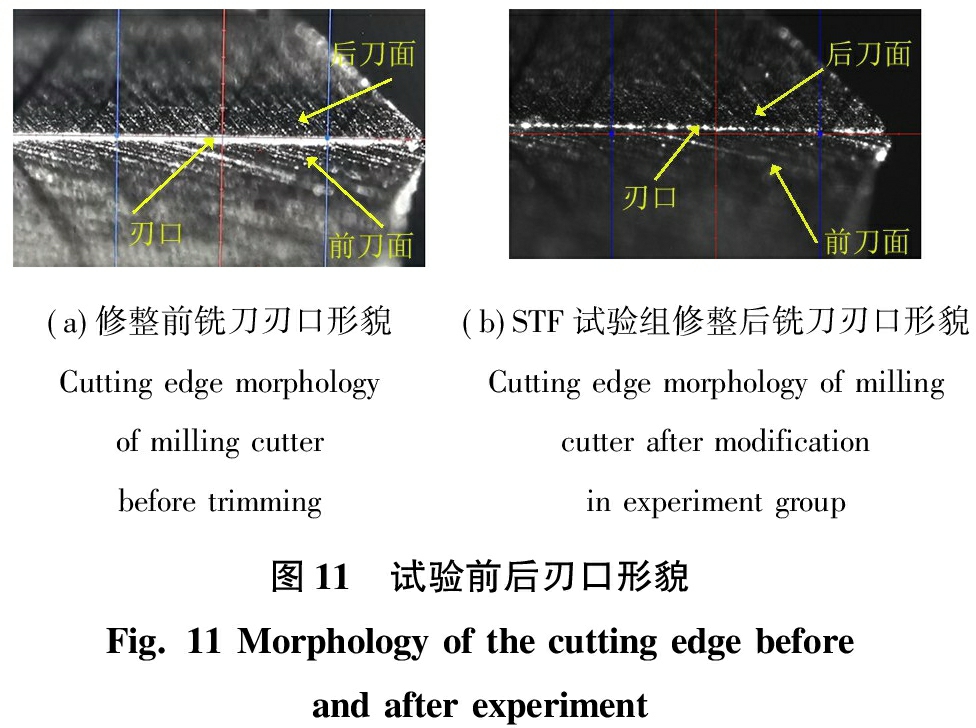
摘要:
为研究剪切增稠抛光液对铣刀刃口的影响,以四刃高速钢平头立铣刀为研究对象,对高速钢刀具进行修整,测量铣刀刃口半径,并观测铣刀前刀面、后刀面以及刃口形貌。试验结果表明:修整后,铣刀刃口半径减小,但由于不同切削刃初始状态不同,刃口半径减小的程度不同,最大变化量为7.5 μm,最小变化量为0.4 μm;修整试验只是针对铣刀刃口进行修整,铣刀的前、后刀面无明显变化,磨削痕迹并没有去除;磨料粒度对修整效果有一定影响,a组、b组和c组碳化硅STF试验组修整后,平均刃口半径分别减小4.6、3.6和1.9 μm,磨粒尺寸越大,铣刀刃口半径变化越明显。
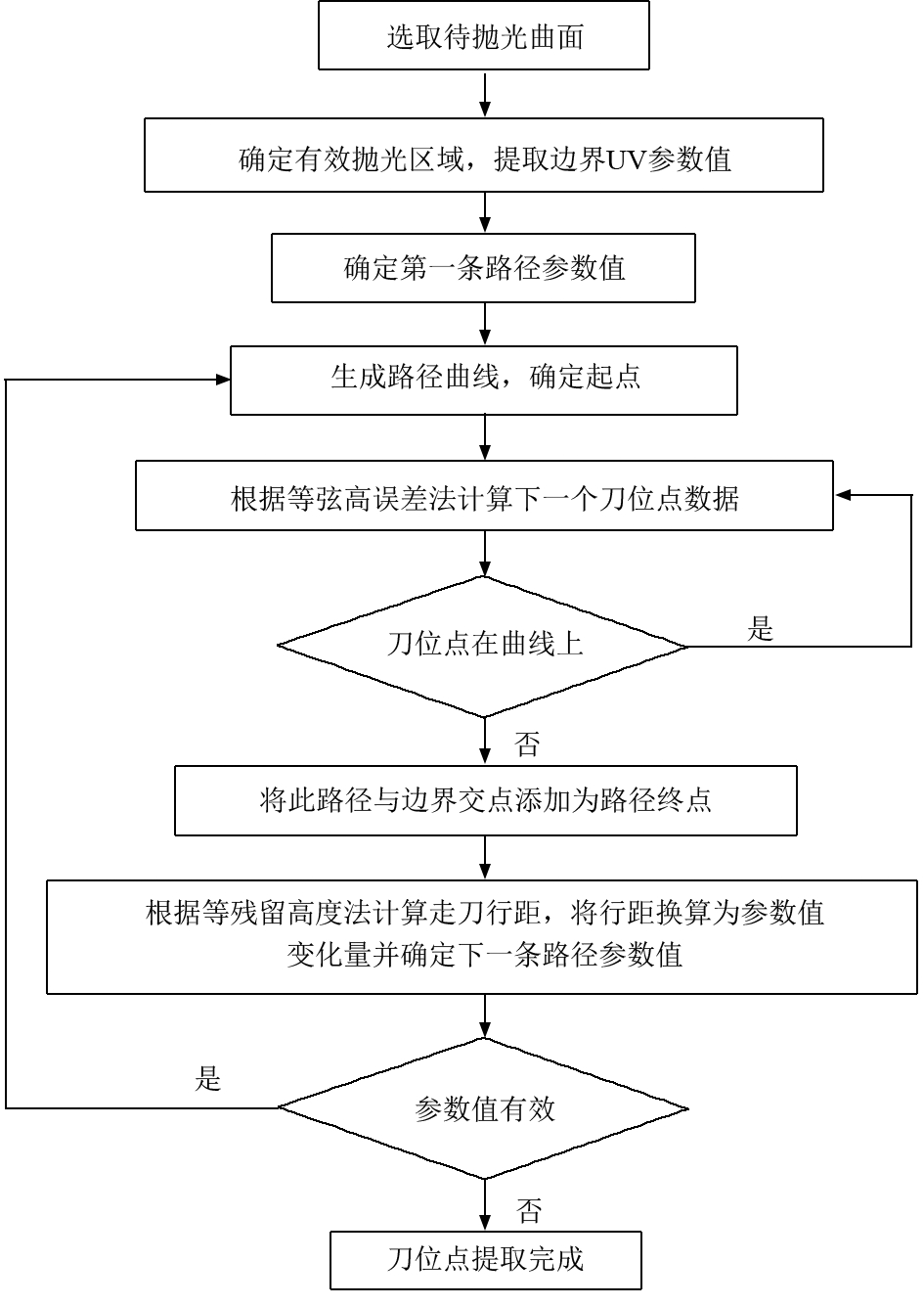
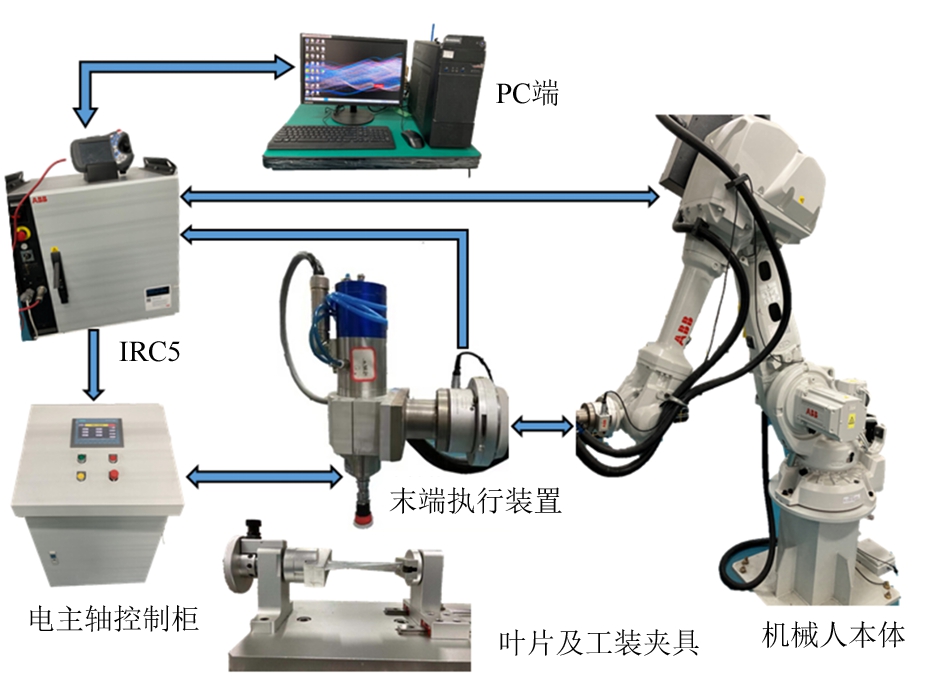
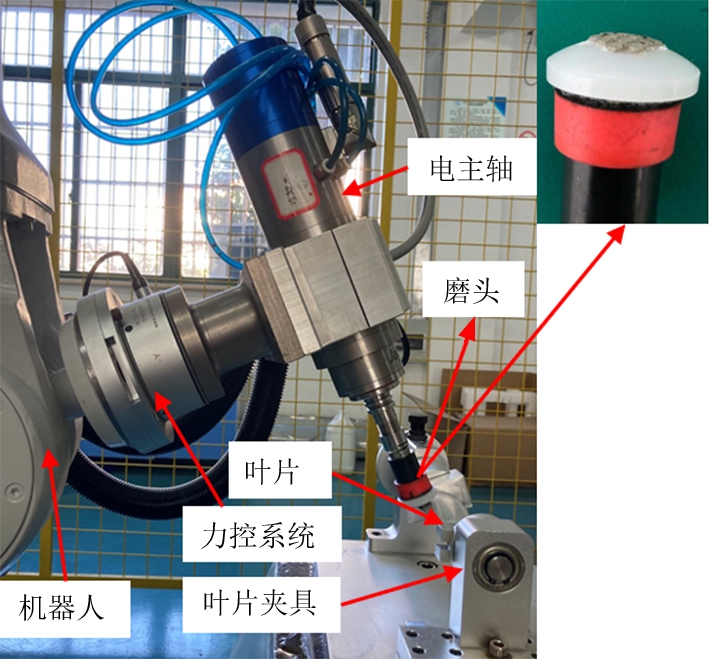
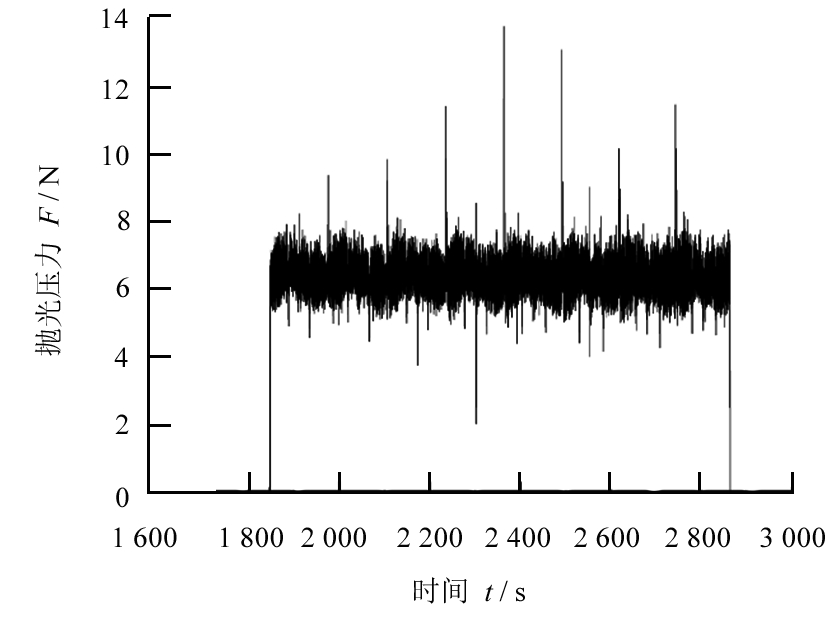
基于机器人平台的固结磨料工具抛光叶片路径规划
刘纪东
,
徐成宇
,
朱永伟
2021, 41(5): 95-101.
doi:
10.13394/j.cnki.jgszz.2021.5.0016
摘要
(
874
)
HTML
(
409
)
PDF 1528KB
(
32
)
施引文献
(
)
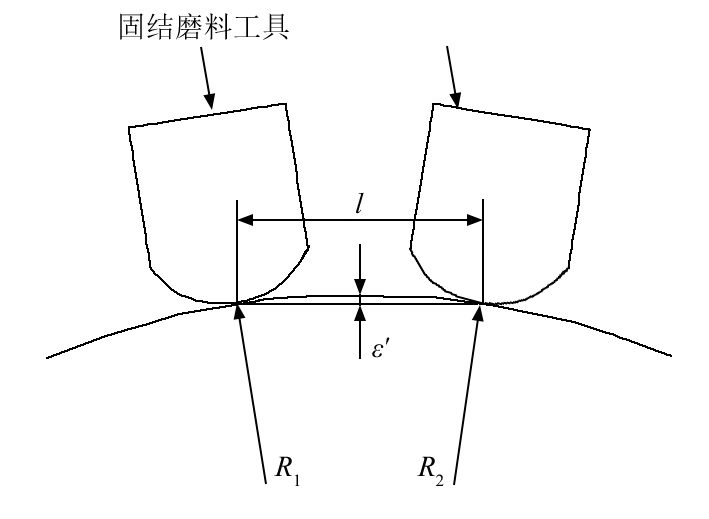
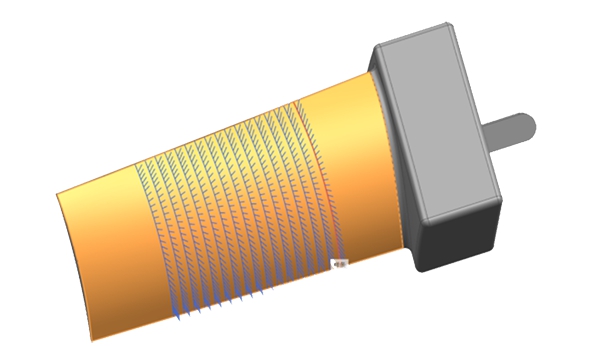
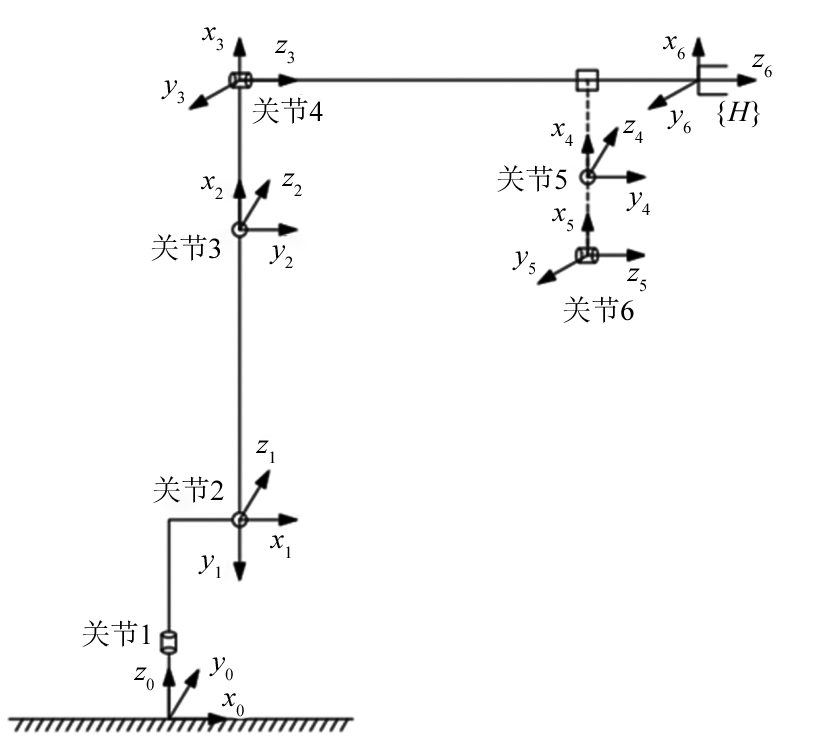
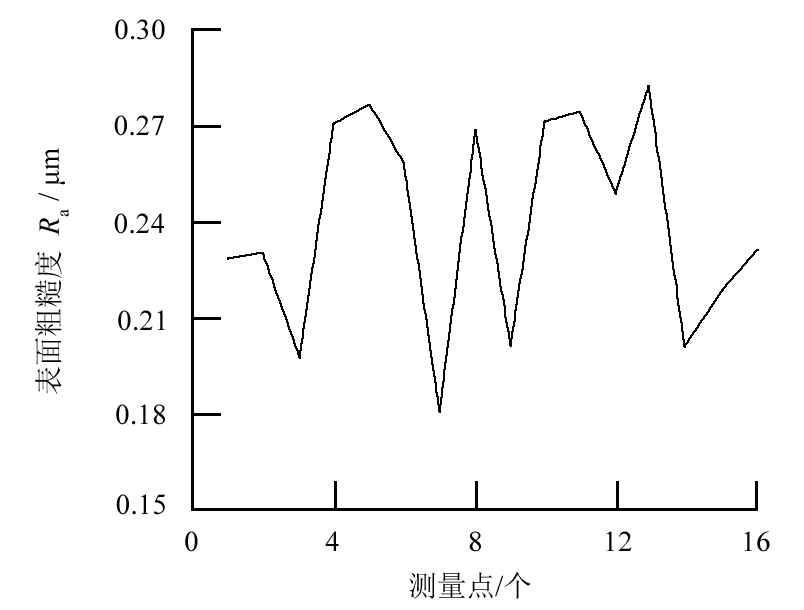
摘要:
将6R机器人与固结磨料抛光技术相结合,建立基于机器人的固结磨料磨头抛光系统;应用弦高误差法与改进的等残留高度法规划发动机叶片抛光路径,基于UG二次开发实现路径规划算法,并提取刀位点数据;结合机器人运动学逆解算法与抛光工艺参数实现其抛光路径离线编程,并在机器人固结磨料磨头恒压抛光试验平台上进行叶片抛光试验验证。试验结果表明:叶片表面平均粗糙度
R
a
为0.240 μm,粗糙度标准差为0.039 μm,抛光压力误差为±0.7 N。机器人固结磨料磨头抛光叶片获得的表面质量一致性较好。
新闻公告
更多>
矢志创新发展 建设科技强国
中国科协等21部门联合组织开展2024年全国科普日活动
关于公开竞聘2024—2025年度期刊副主编的通知
2024年高性能工具国重实验室公众开放日
会议通知
更多>
会议征文(第二轮通知) | 第二十三届中国磨粒技术学术会议CCAT 2025
第二轮(征文)通知
行业活动 | 2024金刚石产业大会
11月7日—11日
郑州
学术会议 | 中国刀协切削先进技术研究分会2024年华东区学术年会
11月15日—17日
黄山
学术会议 | 第十八届中日超精密加工国际会议
11月7日—9日
无锡
友情链接
更多>
×
Close
导出文件
文件类别
RIS(可直接使用Endnote编辑器进行编辑)
Bib(可直接使用Latex编辑器进行编辑)
Txt
引用内容
引文——仅导出文章的Citation信息
引文和摘要——导出文章的Citation信息和文章摘要信息
×
Close
引用参考文献格式


 摘要
摘要 HTML
HTML PDF 1554KB
PDF 1554KB 施引文献
施引文献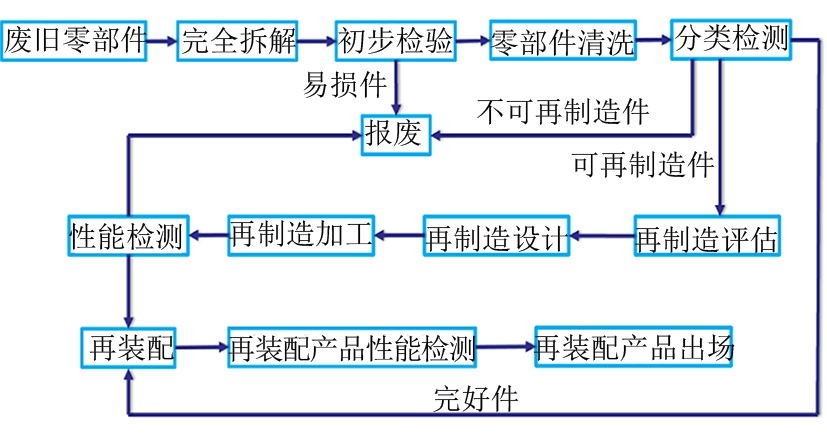



















































 第二轮(征文)通知
第二轮(征文)通知






 邮件订阅
邮件订阅 RSS
RSS