摘要:
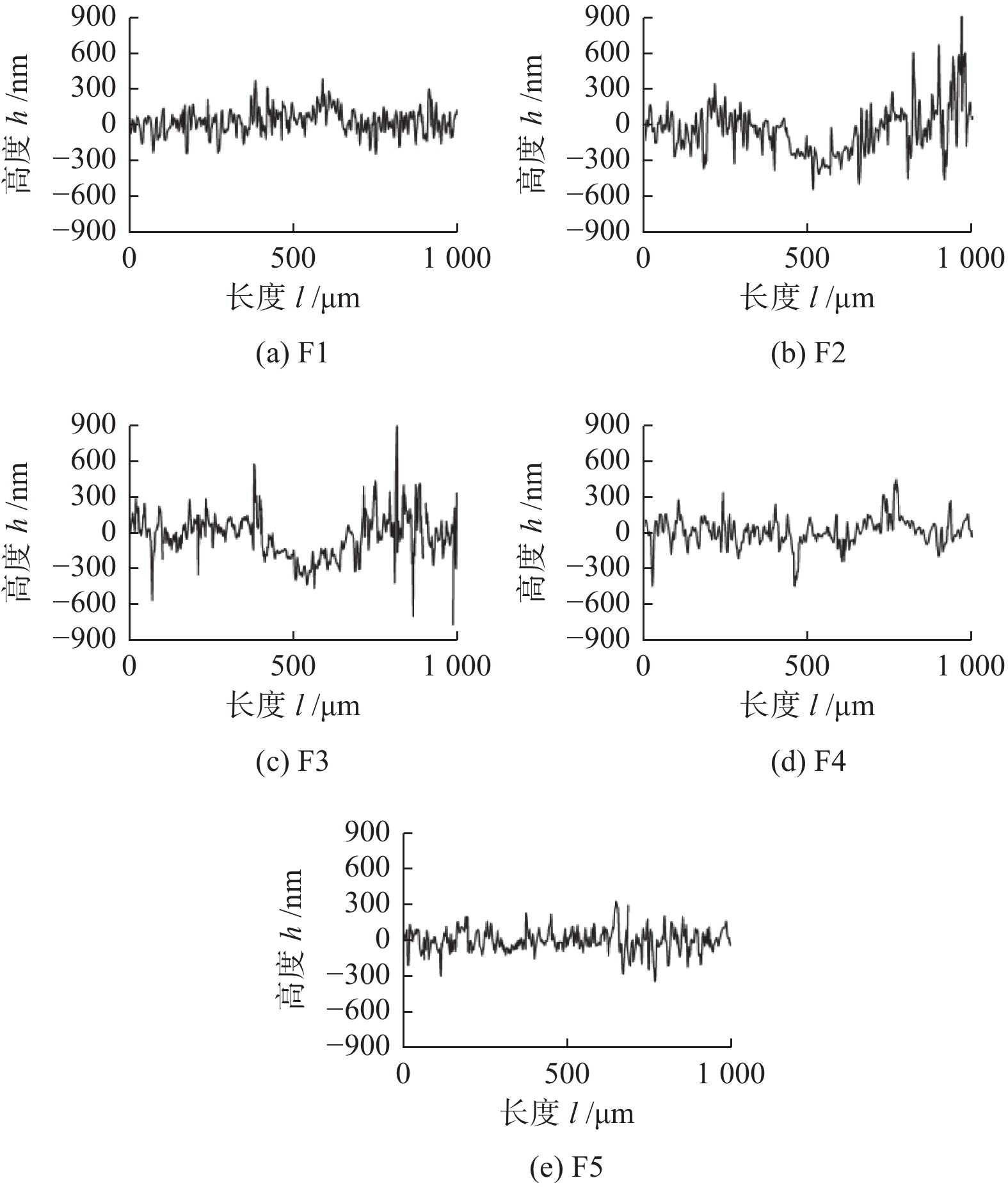
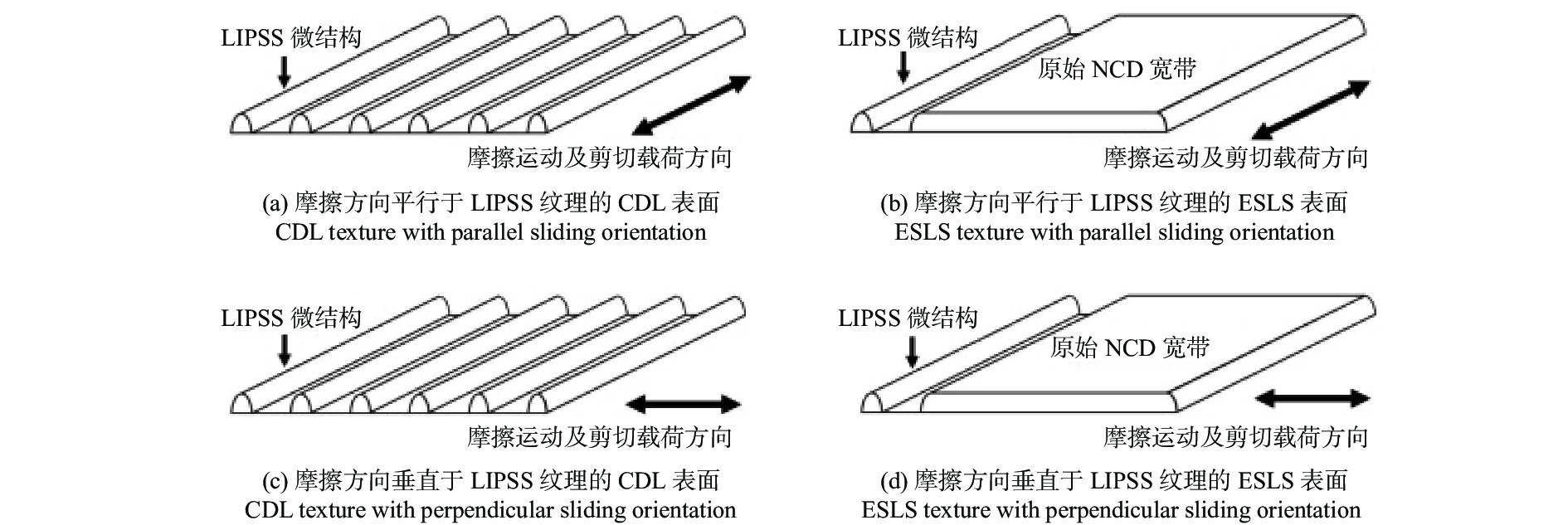
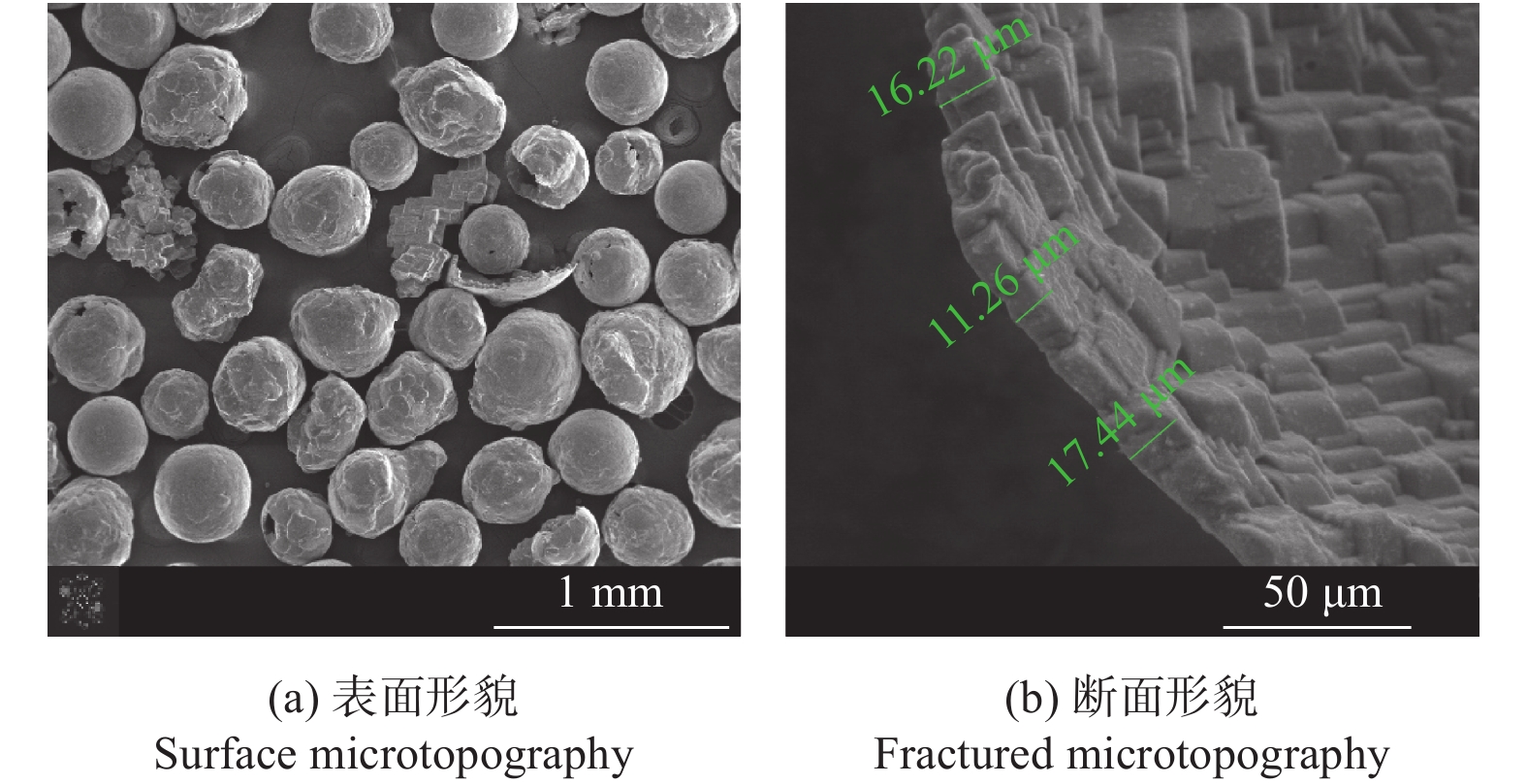
研究基于飞秒激光辐照方法在纳米金刚石(nano-crystalline diamond, NCD)薄膜表面制备的激光诱导周期性结构(laser-induced periodic surface structures, LIPSS)的摩擦学行为。在空气环境下采用脉冲宽度为200 fs,中心波长为1040 nm的掺镱光子晶体光纤飞秒激光辐照NCD薄膜表面产生LIPSS。基于不同的扫描间隔制备2种LIPSS表面,即连续分布的LIPSS表面(continuously distributed LIPSS, CDL)和均匀间隔的LIPSS带状表面(evenly spaced LIPSS stripes, ESLS)。通过球盘式摩擦磨损试验机进行往复式干摩擦试验来对上述2种LIPSS表面的摩擦学性能进行表征,其中的对磨球为ZrO2陶瓷材质。往复式摩擦试验采用了平行和垂直于LIPSS纹理的2种摩擦方向。研究结果表明:施加LIPSS后的NCD薄膜表面容屑能力得到改善,同时摩擦接触面积降低,因而相比于原始NCD薄膜,其摩擦系数明显降低;对于CDL表面,摩擦方向与LIPSS纹理垂直时的摩擦系数比纹理平行时的更高;ESLS表面的LIPSS纹理方向对摩擦系数无影响。


 摘要
摘要 HTML
HTML PDF 10236KB
PDF 10236KB 施引文献
施引文献






















































 第二轮(征文)通知
第二轮(征文)通知






 邮件订阅
邮件订阅 RSS
RSS